1.本技术属于核电站防腐技术领域,具体涉及一种核电站衬胶管道用耐老化橡胶材料及制备方法。
背景技术:
2.核电站核岛设备冷源(sec,essential service water,核岛应急水系统)系统管道的运行介质为海水。由于海水中氯离子等卤素离子含量较高,以及海洋微生物等复杂成分对碳钢材料有很强的腐蚀性,因此必须采用防腐隔离层来防止碳钢管道内壁直接接触海水。目前碳钢管道大都采用氯丁(cr)橡胶作为防腐内衬材料,氯丁橡胶管道衬胶的运行寿命仅为20年左右,且更换材料仍使用与原设计一样的氯丁橡胶(原设计属国外产品),在20年后还需要更换一次。而海水管道更换的安全风险大、维修成本高,为了减少更换衬胶管道的次数,保证核电站核设备冷源(sec)系统的安全运行,急需开发长寿命的衬胶工艺与技术,以满足核电站全寿期60年的寿命要求。
3.目前核电厂核岛冷源海水管道共有4列管道,单列总长约150米,最大内径为1208mm,最小内径为82.8mm,管道通过法兰连接。由于核电厂厂房空间限制,管道尺寸多样、工艺接头多、结构复杂,弯头、变径、支管结构很多。管道输送海水,海水含高浓度电解质和泥沙,会对碳钢管道造成腐蚀,极易导致管道出现变薄、穿孔,导致非计划停堆,造成重大经济损失。为解决该问题,人类设计在管道内覆盖防腐衬里,采用胶黏剂将其与管道粘合为一体。由于大型管道结构复杂,衬胶工艺难度很大,导致长期以来世界在役所有的核电站海水管道衬里均选用易于粘合的极性橡胶氯丁橡胶。但因氯丁橡胶为极性橡胶,在海水环境中耐久性不佳,在定期修补处理条件下最大服役寿命为20年,大型管道的每次维修或更换安全风险大、周期长、费用昂贵(数亿元/次),长寿命衬胶技术亟待研发。
技术实现要素:
4.针对现有技术本技术的目的在于提供一种核电站衬胶管道用耐老化橡胶材料,旨在解决现有技术中核电站衬胶管道用耐老化橡胶材料使用寿命短的问题。
5.为实现上述申请目的,本技术采用的技术方案如下:
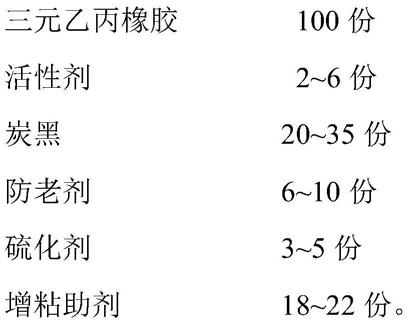
6.本技术第一方面提供了一种核电站衬胶管道用耐老化橡胶材料,包括以下重量份的组分:
[0007][0008]
本技术实施例提供的核电站衬胶管道用耐老化橡胶材料以三元乙丙橡胶、活性剂、炭黑、防老剂、硫化剂、增粘助剂复配可获得一种橡胶塑料,提高三元乙丙橡胶的整体性能,第一方面在辐射条件下,和普通橡胶相比,本技术实施例提供的核电站衬胶管道用耐老化橡胶材料的使用寿命更长,硫化剂促进三元乙丙橡胶交联,提高核电站衬胶管道用耐老化橡胶材料的粘度,硫化剂可使产品交联过程形成-c-c-键,键能高,进而化学稳定性好,且与增粘助剂协同作用,可提高三元核电站衬胶管道用耐老化橡胶材料的界面连接性能,改善其密封性能,通过炭黑可增加三元乙丙橡胶整体强度,防老剂可增加三元乙丙橡胶的耐氧化性能,进而进一步提高橡胶的使用寿命,活性剂在三元乙丙橡胶中主要起到流动性和抗氧能力。第二方面,电站衬胶管道用耐老化橡胶材料的使用寿命长,其中,以三元乙丙橡胶作为核电站衬胶管道用耐老化橡胶材料的主体材料,其中三元乙丙橡胶是乙烯、丙烯和非共轭二烯烃的三元共聚物,三元乙丙橡胶可以抵抗热,光,氧气,尤其是臭氧,因此对极性溶液和化学物具有抗性,吸水率低,具有良好的绝缘特性,核电站核岛设备冷源(sec)系统管道的运行介质为海水,由于海水中氯离子等卤素离子含量较高,以及海洋微生物等复杂成分对碳钢材料有很强的腐蚀性,采用本技术实施例提供的核电站衬胶管道用耐老化橡胶材料作为核电站核岛设备冷源(sec)系统管道的内壁的隔离层,以防止碳钢管道内壁直接接触海水,进而对核电站核岛设备冷源(sec)系统管道起到了保护作用,且和氯丁(cr)橡胶作为主体材料相比,具有更长的使用寿命。第三方面,乙丙核电站衬胶管道用耐老化橡胶材料的组成原材料均采用国内生产商品,不会受制于国外限制,避免了进口运回的高成本操作,大大缩短了核电站维修时间,极大地降低了维修成本。
[0009]
本技术第二方面提供了一种核电站衬胶管道用耐老化橡胶材料的制备方法,包括以下步骤:
[0010]
按照上述用于核电站衬胶管道核电站衬胶管道用耐老化橡胶材料所含的组分称取各原料组分;
[0011]
将各原料组分进行混合处理、炼胶处理和硫化处理,得到核电站衬胶管道用耐老化橡胶材料。
[0012]
本技术按照上述核电站衬胶管道用耐老化橡胶材料所含的组分称取各原料组分进行混合处理,可使三元乙丙橡胶、活性剂、炭黑、防老剂、硫化剂、增粘助剂分散均匀,提高核电站衬胶管道用耐老化橡胶材料的整体性能,第一方面以便后续对三元乙丙橡胶进行的炼胶处理,进行炼胶处理后可增加三元乙丙橡胶的粘度,且增粘助剂均匀分散于交联后的三元乙丙橡胶中,提高其界面连接性,第二方面防老剂均匀分散于交联后的三元乙丙橡胶
中,进一步提高其使用寿命,炭黑均匀分散于交联后的三元乙丙橡胶中,可增加其强度。
具体实施方式
[0013]
为了使本技术要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
[0014]
本技术中,术语“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b的情况。其中a,b可以是单数或者复数。字符“/”一般表示前后关联对象是一种“或”的关系。
[0015]
本技术中,“至少一个”是指一个或者多个,“多个”是指两个或两个以上。“以下至少一项(个)”或其类似表达,是指的这些项中的任意组合,包括单项(个)或复数项(个)的任意组合。例如,“a,b,或c中得至少一项(个)”,或,“a,b,和c中的至少一项(个)”,均可以表示:a,b,c,a-b(即a和b),a-c,b-c,或a-b-c,其中a,b,c分别可以是单个,也可以是多个。
[0016]
应理解,在本技术的各种实施例中,上述各过程的序号的大小并不意味着执行顺序的先后,部分或全部步骤可以并行执行或先后执行,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本技术实施条例的实施过程构成任何限定。
[0017]
在本技术实施例中使用的术语是仅仅出于描述特定实施条例的目的,而非旨在限制本技术。在本技术实施条例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。
[0018]
本技术实施例说明书中所提到的相关成分的重量不仅仅可以指代各组分的具体含量,也可以表示各组分间重量的比例关系,因此,只要是按照本技术实施例说明书相关组分的含量按比例放大或缩小均在本技术实施例说明书公开的范围之内。具体地,本技术实施例说明书中所述的质量可以是μg、mg、g、kg等化工领域公知的质量单位。
[0019]
术语第一、“第二”仅用于描述目的,用来将目的如物质彼此区分开,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。例如,在不脱离本技术实施条例范围的情况下,第一xx也可以被称为第二xx,类似地,第二xx也可以被称为第一xx。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
[0020]
本技术实施例第一方面提供了一种核电站衬胶管道用耐老化橡胶材料,包括以下重量份的组分:
[0021][0022]
本技术实施例提供的核电站衬胶管道用耐老化橡胶材料以三元乙丙橡胶、活性
剂、炭黑、防老剂、硫化剂、增粘助剂复配可获得一种橡胶塑料,提高三元乙丙橡胶的整体性能,且在辐射条件下,和普通橡胶相比,本技术实施例提供的核电站衬胶管道用耐老化橡胶材料的使用寿命更长。硫化剂促进三元乙丙橡胶交联,提高核电站衬胶管道用耐老化橡胶材料的粘度,硫化剂可使产品交联过程形成-c-c-键,键能高,进而化学稳定性好,且与增粘助剂协同作用,可提高三元核电站衬胶管道用耐老化橡胶材料的界面连接性能,改善其密封性能,通过炭黑可增加三元乙丙橡胶整体强度,防老剂可增加三元乙丙橡胶的耐氧化性能,进而进一步提高橡胶的使用寿命,活性剂在三元乙丙橡胶中主要起到流动性和抗氧能力。
[0023]
本技术实施例核电站衬胶管道用耐老化橡胶材料的使用寿命长,其中,以三元乙丙橡胶作为核电站衬胶管道用耐老化橡胶材料的主体材料,其中三元乙丙橡胶是乙烯、丙烯和非共轭二烯烃的三元共聚物,三元乙丙橡胶可以抵抗热,光,氧气,尤其是臭氧,因此对极性溶液和化学物具有抗性,吸水率低,具有良好的绝缘特性,核电站核岛设备冷源(sec)系统管道的运行介质为海水,由于海水中氯离子等卤素离子含量较高,以及海洋微生物等复杂成分对碳钢材料有很强的腐蚀性,采用本技术实施例提供的核电站衬胶管道用耐老化橡胶材料作为核电站核岛设备冷源(sec)系统管道的内壁的隔离层,以防止碳钢管道内壁直接接触海水,进而对核电站核岛设备冷源(sec)系统管道起到了保护作用,且和氯丁(cr)橡胶作为主体材料相比,具有更长的使用寿命。
[0024]
本技术实施例的乙丙核电站衬胶管道用耐老化橡胶材料的组成原材料均采用国内生产商品,不会受制于国外限制,避免了进口运回的高成本操作,大大缩短了核电站维修时间,极大地降低了维修成本。
[0025]
本技术实施例提高长寿命三元乙丙橡胶作为核电厂核岛冷源海水管道的衬里,三元乙丙橡胶(epdm)具有饱和主链结构,具有优异的耐老化能力,耐水性在所有橡胶中最佳。作为非极性橡胶耐富含电解质的海水老化性能是最优异的,加速老化试验预测寿命大于80年,能够达到与核电厂同寿期。长寿命衬胶技术采用epdm作为衬里,自主研制epdm专用胶粘剂,通过相变材料提供足够的硫化压力,保证硫化三要素同时作用,实现了大型异型碳钢管道与epdm衬胶的高温硫化复合。
[0026]
在一些实施例中,三元乙丙橡胶包括enb型乙丙橡胶,本技术实施例提供的enb型乙丙橡胶是第一单体为乙烯,第二单体为丙烯,第三单体为乙叉降冰片烯(enb)的三元共聚物。在进一步实施例中,enb型乙丙橡胶可以是68.5%乙烯共聚单元,可以是22.2%丙烯共聚单元,可以是9.3%乙叉降冰片烯共聚单元,可进一步提高橡胶的使用寿命。
[0027]
在一些实施例中,活性剂包括氧化锌,向三元乙丙橡胶中加入活性剂能加快向三元乙丙橡胶的硫化速度。
[0028]
在一些实施例中,炭黑包括n550、瓦斯炭黑中的至少一种,n550适用于天然橡胶和各种合成橡胶,易分散,能赋予胶料较高的挺性,压出速度快,口型膨胀小,压出表面光滑。瓦斯炭黑的高温性能及导热性能良好,可以对提高三元乙丙橡胶进行补强,可以提高三元乙丙橡胶的弹性和复原性。
[0029]
在一些实施例中,防老剂包括n-(1,3-二甲基)丁基-n'-苯基对苯二胺、2-巯基苯并咪唑、n-苯基-2-萘胺、n-环己基硫代邻苯二甲酰亚胺中的至少一种,具有良好的抗氧效能外,还有抗臭氧、抗屈找龟裂和抑制铜、锰等有害金属的作用。
[0030]
在一些实施例中,硫化剂包括2,5-二甲基-2,5-双叔丁基过氧基己烷(双25)、氰尿酸三烯丙腈(tac)和二苯甲酰基对醌二肟(gmf),促进enb型乙丙橡胶的硫化,提高其交联度。
[0031]
在一些实施例中,增粘助剂为碳酸镁、碱式碳酸镁、氢氧化镁、萜烯树脂中的至少一种,可进一步增强三元乙丙橡胶的界面连接性能。
[0032]
在一些实施例中,核电站衬胶管道用耐老化橡胶材料的拉伸强度为16.77~17.25mpa,拉伸伸长率为401~479%,硬度为62~65邵a,粘合强度为18.37~19.62kn/m,本技术实施例提供的核电站衬胶管道用耐老化橡胶材料具有良好的拉伸强度,伸长率,硬度,粘合强度。
[0033]
本技术实施例第二方面提供了一种核电站衬胶管道用耐老化橡胶材料的制备方法,包括以下步骤:
[0034]
步骤s10:按照核电站衬胶管道用耐老化橡胶材料所含的组分称取各原料组分;
[0035]
步骤s20:将各原料组分进行混合处理、炼胶处理和硫化处理,得到核电站衬胶管道用耐老化橡胶材料。
[0036]
本技术实施例按照上述核电站衬胶管道用耐老化橡胶材料所含的组分称取各原料组分进行混合处理,可使三元乙丙橡胶、活性剂、炭黑、防老剂、硫化剂、增粘助剂分散均匀,提高核电站衬胶管道用耐老化橡胶材料的整体性能,以便后续对三元乙丙橡胶进行的炼胶处理,进行炼胶处理后可增加三元乙丙橡胶的粘度,且增粘助剂均匀分散于交联后的三元乙丙橡胶中,提高其界面连接性,另外,防老剂均匀分散于交联后的三元乙丙橡胶中,进一步提高其使用寿命,炭黑均匀分散于交联后的三元乙丙橡胶中,可增加其强度。
[0037]
其中,步骤s10中,核电站衬胶管道用耐老化橡胶材料为上文本技术实施例核电站衬胶管道用耐老化橡胶材料,因此,步骤s10是按照上述核电站衬胶管道用耐老化橡胶材料所含的组分称取各原料组分。具体各原料组分均如上文上文本技术实施例核电站衬胶管道用耐老化橡胶材料所含的各组分。
[0038]
步骤s20中,对各原料组分进行混合处理,可使各原料分散均匀,进行炼胶处理可增加橡胶的粘度,硫化处理促使橡胶进行交联,以提高核电站衬胶管道用耐老化橡胶材料的整体性能,以满足作为核电站衬胶管道的使用。
[0039]
在一些实施例中,上述步骤s20中,混炼处理包括密炼处理的步骤、开炼处理的步骤,对各原料进行密炼处理,可实现对橡胶的塑化,可减少粉尘飞扬,降低手工操作,降低炼胶时间。开炼处理步骤开炼混炼量少,各种配合剂量好加,而且因为是开放式的,散热快,温度影响不是那么明显,可便于观察温度,进而控制混炼过程。
[0040]
在一些实施例中,密炼处理的温度为115~135℃,具体可以是120℃,可使各原料处于完全熔融状态,密炼30~45min,可使各原料完全塑化。
[0041]
在一些实施例中,开炼处理步骤包括采用斜刀法与三角刀操作法相结合的多次包辊返炼方法,这样可进一步提高核电站衬胶管道用耐老化橡胶材料的塑性以及各助剂分散性。
[0042]
在一些实施例中,开炼处理步骤包括多段处理方法,这样可进一步提高核电站衬胶管道用耐老化橡胶材料的塑性以及各助剂分散性。
[0043]
在一些实施例中,开炼处理步骤包括薄通处理步骤,本技术实施例使混炼胶中的
各组份如炭黑、硫化剂、防老剂等分散均匀,则是利用薄通时的机械剪切力,将较大颗粒的硫化胶粉碎为较细颗粒的硫化胶粉,便于再生利用。
[0044]
在一些实施例中,多段处理方法包括第一段处理步骤至第四段处理步骤,第一段处理步骤的辊距为0.5~1mm,第二段处理步骤的辊距为1.5~2mm,第三段处理步骤的辊距为3~4mm,第四段处理步骤的辊距为1~1.5mm,通过设置不同间距可以提高各种助剂的分散度,以及橡胶的塑性。
[0045]
在一些实施例中,开炼处理步骤包括多段处理方法对用于核电站衬胶管道的核电站衬胶管道用耐老化橡胶材料进行处理,这样可进一步提高核电站衬胶管道用耐老化橡胶材料的塑性以及各助剂分散性。
[0046]
在一些实施例中,用密炼机进行密炼处理,双辊开炼机进行开炼处理步骤,用平板硫化机进行硫化处理,还存在一定的加料顺序以及温度的控制,因此,开炼处理步骤具体包括如下步骤:
[0047]
步骤s201:使用密炼机,将温度设置为120℃,按照配方量称取enb型三元乙丙橡胶、活性剂、瓦斯炭黑、防老剂,加入密炼室,密炼30min卸料;
[0048]
步骤s202:开冷却水,将卸出的料在双辊开炼机过辊冷却,落盘冷却,将双辊开炼机辊距调制0.5~1mm,进行薄通工艺操作,薄通2~3h,下片停放48h,得到第一预混料;
[0049]
步骤s203:在双辊开炼机上,开冷却水将辊筒温度保持在30
±
3℃,调整辊距至1.5~2mm,称取第一预混料的30%,过辊、包辊,称取增粘助剂加入,依次进行混炼、打八把刀、薄通工艺操作,薄通4~5h,下片停放48h,标记为第二预混料;
[0050]
步骤s204:在双辊开炼机,辊筒温度升至65
±
5℃并保持,调整辊距至3~4mm,将第一预混料剩余胶料过辊、包辊,打八把刀,打三角包,薄通1h;称取硫化剂和n550,进行加黄工艺,打八把刀,打三角包,薄通30min,下片,得到第三预混料;
[0051]
步骤s205:在双辊开炼机上,开冷却水将辊筒温度保持在30
±
3℃,调整辊距至1~1.5mm,将第三预混料过辊、包辊,加入预混2,打八把刀,打三角包,薄通2~3h,下片得到混炼胶。
[0052]
本技术实施例通过采用多段混炼,采用斜刀法与三角刀操作法相结合的多次包辊返炼方法,通过薄通处理步骤,这样可进一步提高核电站衬胶管道用耐老化橡胶材料的塑性以及各助剂分散性,提高核电站衬胶管道用耐老化橡胶材料的整体的性能,提高核电站衬胶管道用耐老化橡胶材料的使用寿命。
[0053]
为使本技术上述实施细节和操作能清楚地被本领域技术人员理解,以及本技术实施例核电站衬胶管道用耐老化橡胶材料及制备方法、橡胶件的进步性能显著的体现,以下通过多个实施例来举例说明上述技术方案。
[0054]
实施例1
[0055]
本实施例的核电站衬胶管道用耐老化橡胶材料,原料及重量为:三元乙丙橡胶100份,活性剂3.5份,炭黑25份,防老剂6.7份,硫化剂3.6份,增粘助剂20份。
[0056]
三元乙丙橡胶为enb型乙丙橡胶,乙烯含量为68.5%,丙烯含量为22.2%,乙叉降冰片烯(enb)含量为9.3%;
[0057]
活性剂为氧化锌;
[0058]
炭黑为n550 15份和瓦斯炭黑10份;
[0059]
防老剂为n-(1,3-二甲基)丁基-n'-苯基对苯二胺(防4020)3份、2-巯基苯并咪唑(防mb)2份、n-苯基-2-萘胺(防d)1.5份、n-环己基硫代邻苯二甲酰亚胺(防焦ctp)0.2份;
[0060]
硫化剂为2,5-二甲基-2,5-双叔丁基过氧基己烷(双25)3份、氰尿酸三烯丙腈(tac)0.5份和二苯甲酰基对醌二肟(gmf)0.1份。
[0061]
上述的核电站衬胶管道用耐老化橡胶材料,其特征在于,增粘助剂为碳酸镁18份、萜烯树脂2份;
[0062]
本实施例的核电站衬胶管道用耐老化橡胶材料的制备方法为:
[0063]
步骤一、使用密炼机,将温度设置为120℃,按照配方量称取enb型三元乙丙橡胶、氧化锌、瓦斯炭黑、防4020、防mb、防d、防焦ctp,加入密炼室,密炼30min卸料。
[0064]
步骤二、开冷却水,将卸出的料在双辊开炼机过辊冷却,落盘冷却;
[0065]
步骤三、将双辊开炼机辊距调制0.5~1mm,进行薄通工艺操作,薄通2h,下片停放48h,标记为预混1;
[0066]
步骤四、在双辊开炼机上,开冷却水将辊筒温度保持在30
±
3℃,调整辊距至1.5~2mm,称取预混1的30%,过辊、包辊,称取碳酸镁和萜烯树脂加入,依次进行混炼、打八把刀、薄通工艺操作,薄通4h,下片停放48h,标记为预混2;
[0067]
步骤五、在双辊开炼机,辊筒温度升至65
±
5℃并保持,调整辊距至3~4mm,将预混1剩余胶料过辊、包辊,打八把刀,打三角包,薄通1h;称取双25、tac、gmf和n550,进行加黄工艺,打八把刀,打三角包,薄通30min,下片,标识为预混3;
[0068]
步骤六、在双辊开炼机上,开冷却水将辊筒温度保持在30
±
3℃,调整辊距至1~1.5mm,将预混3过辊、包辊,加入预混2,打八把刀,打三角包,薄通2~3h,下片得到混炼胶;
[0069]
步骤七、打开模具,将模具内腔清理后,均匀喷入脱模剂,再将混炼胶置于模具中,在平板硫化机上合模硫化,条件为180℃
×
18min
×
10mpa,得到耐老化核电站衬胶管道用耐老化橡胶材料。
[0070]
实施例2
[0071]
本实施例的核电站衬胶管道用耐老化橡胶材料,原料及重量为:三元乙丙橡胶100份,活性剂3.5份,炭黑25份,防老剂6.7份,硫化剂3.6份,增粘助剂20份。
[0072]
三元乙丙橡胶为enb型乙丙橡胶,乙烯含量为68.5%,丙烯含量为22.2%,乙叉降冰片烯(enb)含量为9.3%;
[0073]
活性剂为氧化锌;
[0074]
炭黑为n550 15份和瓦斯炭黑10份;
[0075]
防老剂为n-(1,3-二甲基)丁基-n'-苯基对苯二胺(防4020)3份、2-巯基苯并咪唑(防mb)2份、n-苯基-2-萘胺(防d)1.5份、n-环己基硫代邻苯二甲酰亚胺(防焦ctp)0.2份;
[0076]
硫化剂为2,5-二甲基-2,5-双叔丁基过氧基己烷(双25)3份、氰尿酸三烯丙腈(tac)0.5份和二苯甲酰基对醌二肟(gmf)0.1份。
[0077]
上述的核电站衬胶管道用耐老化橡胶材料,增粘助剂为碳酸镁2份、碱式碳酸镁17份、萜烯树脂1份;
[0078]
本实施例的核电站衬胶管道用耐老化橡胶材料的制备方法为:
[0079]
步骤一、使用密炼机,将温度设置为120℃,按照配方量称取enb型三元乙丙橡胶、氧化锌、瓦斯炭黑、防4020、防mb、防d、防焦ctp,加入密炼室,密炼30min卸料。
[0080]
步骤二、开冷却水,将卸出的料在双辊开炼机过辊冷却,落盘冷却;
[0081]
步骤三、将双辊开炼机辊距调制0.5~1mm,进行薄通工艺操作,薄通2h,下片停放48h,标记为预混1;
[0082]
步骤四、在双辊开炼机上,开冷却水将辊筒温度保持在30
±
3℃,调整辊距至1.5~2mm,称取预混1的30%,过辊、包辊,称取碳酸镁、碱式碳酸镁和萜烯树脂加入,依次进行混炼、打八把刀、薄通工艺操作,薄通4h,下片停放48h,标记为预混2;
[0083]
步骤五、在双辊开炼机,辊筒温度升至65
±
5℃并保持,调整辊距至3~4mm,将预混1剩余胶料过辊、包辊,打八把刀,打三角包,薄通1h;称取双25、tac、gmf和n550,进行加黄工艺,打八把刀,打三角包,薄通30min,下片,标识为预混3;
[0084]
步骤六、在双辊开炼机上,开冷却水将辊筒温度保持在30
±
3℃,调整辊距至1~1.5mm,将预混3过辊、包辊,加入预混2,打八把刀,打三角包,薄通2~3h,下片得到混炼胶;
[0085]
步骤七、打开模具,将模具内腔清理后,均匀喷入脱模剂,再将混炼胶置于模具中,在平板硫化机上合模硫化,条件为180℃
×
15min
×
10mpa,得到耐老化核电站衬胶管道用耐老化橡胶材料。
[0086]
实施例3
[0087]
本实施例的核电站衬胶管道用耐老化橡胶材料,原料及重量为:三元乙丙橡胶100份,活性剂3.5份,炭黑25份,防老剂6.7份,硫化剂3.6份,增粘助剂20份。
[0088]
三元乙丙橡胶为enb型乙丙橡胶,乙烯含量为68.5%,丙烯含量为22.2%,乙叉降冰片烯(enb)含量为9.3%;
[0089]
活性剂为氧化锌;
[0090]
炭黑为n550 15份和瓦斯炭黑10份;
[0091]
防老剂为n-(1,3-二甲基)丁基-n'-苯基对苯二胺(防4020)3份、2-巯基苯并咪唑(防mb)2份、n-苯基-2-萘胺(防d)1.5份、n-环己基硫代邻苯二甲酰亚胺(防焦ctp)0.2份;
[0092]
硫化剂为2,5-二甲基-2,5-双叔丁基过氧基己烷(双25)3份、氰尿酸三烯丙腈(tac)0.5份和二苯甲酰基对醌二肟(gmf)0.1份。
[0093]
上述的核电站衬胶管道用耐老化橡胶材料,其特征在于,增粘助剂为碱式碳酸镁10份、氢氧化镁7份、萜烯树脂3份;
[0094]
本实施例的核电站衬胶管道用耐老化橡胶材料的制备方法为:
[0095]
步骤一、使用密炼机,将温度设置为120℃,按照配方量称取enb型三元乙丙橡胶、氧化锌、瓦斯炭黑、防4020、防mb、防d、防焦ctp,加入密炼室,密炼30min卸料。
[0096]
步骤二、开冷却水,将卸出的料在双辊开炼机过辊冷却,落盘冷却;
[0097]
步骤三、将双辊开炼机辊距调制0.5~1mm,进行薄通工艺操作,薄通2h,下片停放48h,标记为预混1;
[0098]
步骤四、在双辊开炼机上,开冷却水将辊筒温度保持在30
±
3℃,调整辊距至1.5~2mm,称取预混1的30%,过辊、包辊,称取碳酸镁和萜烯树脂加入,依次进行混炼、打八把刀、薄通工艺操作,薄通4h,下片停放48h,标记为预混2;
[0099]
步骤五、在双辊开炼机,辊筒温度升至65
±
5℃并保持,调整辊距至3~4mm,将预混1剩余胶料过辊、包辊,打八把刀,打三角包,薄通1h;称取双25、tac、gmf和n550,进行加黄工艺,打八把刀,打三角包,薄通30min,下片,标识为预混3;
[0100]
步骤六、在双辊开炼机上,开冷却水将辊筒温度保持在30
±
3℃,调整辊距至1~1.5mm,将预混3过辊、包辊,加入预混2,打八把刀,打三角包,薄通2~3h,下片得到混炼胶;
[0101]
步骤七、打开模具,将模具内腔清理后,均匀喷入脱模剂,再将混炼胶置于模具中,在平板硫化机上合模硫化,条件为180℃
×
30min
×
10mpa,得到耐老化核电站衬胶管道用耐老化橡胶材料。
[0102]
对比例1
[0103]
对比例1与实施例1的不同点在于采用氯丁橡胶代替三元乙丙橡胶作为基体材料。
[0104]
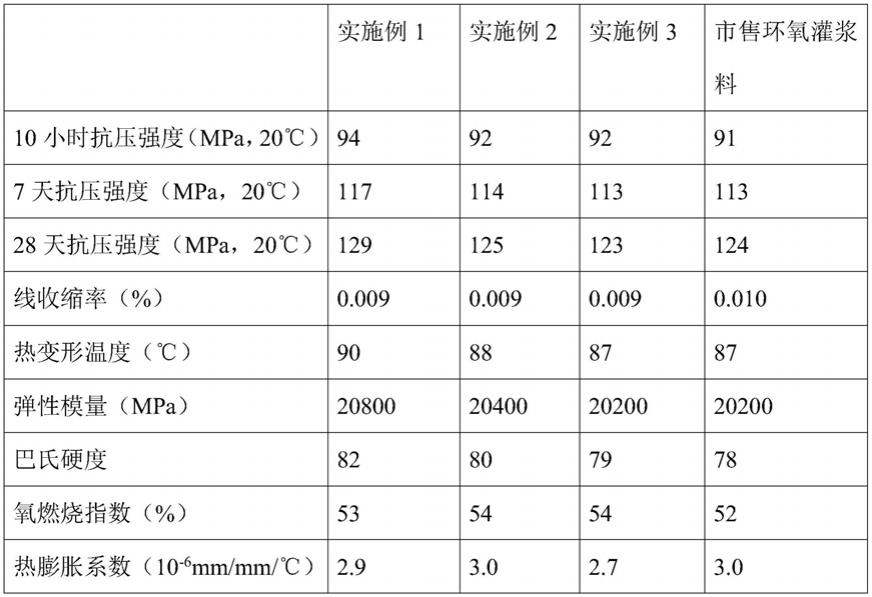
本技术的核电站衬胶管道用耐老化橡胶材料的检测方法所依照的标准和检测结果如表1和表2所示。
[0105]
表1性能检测的方法及所依照的标准
[0106][0107]
表2核电站衬胶管道用耐老化橡胶材料的检测结果
[0108][0109][0110]
其中,实施例1至实施例3老化条件为150℃
×
168h,对比例1老化条件为120℃
×
168h,管道衬胶成型后在成品上取样裁制成标准试样检测。表2中,结果表明:与对比例相比,实施例1至实施例3的粘接强度优异,即由实施例1至实施例3制成的衬胶管道性能优异。
[0111]
本领域的技术人员容易理解,以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。