1.本技术涉及纸张制造技术领域,尤其是涉及一种纸样下翘控制工艺精细平滑箱板纸生产线。
背景技术:
2.高档箱纸板需在其表面进行精美印刷,箱板纸面层平滑度是评价纸张表面凹凸程度特性的一项指标,平滑度的高低决定着纸板与印版接触的紧密和完满程度,直接影响着印品质量的好坏,纸张表面凹凸程度由纸张限位的粗细程度决定。
3.箱板纸在成型纸箱时,需要进行裁剪折叠,形成纸箱或与物品匹配的形状。
4.针对上述中的相关技术,普通的纸张生产对纸张纤维的筛分程度不足,纸张表面的平滑度较低,箱板纸在进行折叠时,容易发生爆线问题,对箱板纸的质量造成影响。
技术实现要素:
5.为了提高箱板纸的质量,本技术提供一种精细平滑箱板纸生产线。
6.本技术提供的一种精细平滑箱板纸生产线采用如下的技术方案。
7.一种精细平滑箱板纸生产线,包括:输浆泵,其进液端用于连接纸浆输送管;筛选装置,用于对输浆泵的纸浆进行筛选;多盘浓缩机,进液口连接筛选装置,用于对筛选后的纸浆进行浓度调整;流浆箱,用于对多盘浓缩机浓缩后的纸浆进行布浆,以形成湿纸张;传输带,位于流浆箱的喷嘴下方,用于形成湿纸张,并对湿纸张进行传输;以及,烘干装置,用于对湿纸张上下两表面进行烘干处理,使得纸张两表面的含水率不一致,使得成型的箱板纸呈弯曲状。
8.通过采用上述技术方案,通过对浆料纤维的筛选,筛选出较为精细的浆料纤维成型纸板,使得纸板表面的平滑度较高,便于人员对纸板进行打印处理,使其打印效果较佳,同时通过湿纸张上下两表面进行不同的烘干处理,使得纸张两表面的含水率,使得成型的箱板纸呈弯曲状,人员顺着弯曲处对纸板进行折叠,使得纸板在成箱的过程中不易出现爆线问题,使得生产出的箱板纸的质量较高。
9.优选的,还包括吸气装置,所述传输带贯穿设有网孔,所述吸气装置用于通过网孔吸取湿纸张内的水体。
10.通过采用上述技术方案,通过吸气装置,对流浆箱喷到传输带上的纸浆进行快速除水,使其迅速形成湿纸业,不易出现溅浆现象,提高正面的平滑度和匀度。
11.优选的,所述筛选装置包括过滤器以及筛分机,所述输浆泵、过滤器、筛分机、多盘浓缩机依次连通。
12.通过采用上述技术方案,经过多次筛分使得纸浆的限位更为精细,使得成型出的纸板的表面平滑度更高。
13.优选的,所述过滤器包括壳体、过滤板,所述壳体内设有滤浆通道,所述滤浆通道两端分别连通输浆泵、筛分机。
14.通过采用上述技术方案,当输浆泵将纸浆传输到滤浆通道,浆料通过过滤板自动完成筛分。
15.优选的,所述过滤板上设有用于过滤纸浆的过滤部,所述过滤板与壳体转动连接,所述过滤部的尺寸与滤浆通道的尺寸相适配,所述过滤部沿过滤板的转动周向间隔分布有多个,所述壳体设有驱动过滤板转动以切换位于滤浆通道内的过滤部的驱动机构。
16.通过采用上述技术方案,多个过滤部的设置,使得人员可以通过驱动机构驱动过滤板转动,对位于滤浆通道内的过滤部进行切换,当一个过滤部被浆料限位堵塞后,人员可以通过转动过滤板将其换新,无需停机更换,从而减少生产损失。
17.优选的,所述驱动机构包括转动电机,所述转动电机的输出轴与过滤板的转动轴同轴固定。
18.通过采用上述技术方案,通过控制转动电机驱动过滤板转动,自动化程度较高,较为方便。
19.优选的,所述驱动机构包括活塞杆、驱动齿轮以及驱动齿条,所述驱动齿条固定在活塞杆的端部,所述滤浆通道内壁设有供压通道,所述活塞杆与供压通道内壁滑动连接,所述驱动齿轮与过滤板同轴固定,所述驱动齿条与驱动齿轮啮合,所述供压通道的端口位于滤浆通道进液口与过滤板之间。
20.通过采用上述技术方案,在过滤部的过滤孔堵塞后,由于浆料堵塞,水泵在不停输入浆料,会导致过滤板与滤浆通道进水端处的压力不断上升,上升的液压会使得供压通道内的压力升高,从而推动活塞杆移动,活塞杆带动驱动齿条移动从而带动驱动齿轮以及过滤板转动,切换新的过滤部,当新的过滤部切换完毕后,浆料恢复流通,使得供压通道内的压力再次下降,使得过滤板不再转动,自动完成过滤部的切换,无需人员控制较为方便。
21.优选的,所述壳体内设有冲洗流道,所述过滤板的至少一个过滤部位于冲洗流道内,所述冲洗流道内壁设有用于驱动水体背离纸浆传输方向流动的叶轮,所述叶轮由设置在壳体内的电机驱动转动。
22.通过采用上述技术方案,原先滤浆通道内的过滤部经过过滤板的转动会到达冲洗流道内,经过冲洗流道内的水流冲洗,将过滤板上堵塞的纤维冲离过滤板,使得过滤部重新通畅。
23.优选的,所述冲洗流道首尾相连循环设置。
24.通过采用上述技术方案,冲洗流道首尾相连设置,使得冲洗流道内的水体可以循环使用,减少水资源的浪费。
25.综上所述,本技术包括以下至少一种有益技术效果:通过设置筛选装置,将粗大的浆料纤维筛除,保留细小的浆料纤维,使得成型出的纸板表面平滑度较高,便于人员对纸板进行印刷;通过设置烘干装置使得成型的箱板纸呈弯曲状,便于人员顺着弯曲处将纸板折叠为纸箱,使得纸箱在折叠成型的过程中不易出现爆线问题;通过转动设置过滤板、供压通道,使得过滤部在被堵塞后,过滤板能够自动转动对过滤部进行切换,使其重新导通,较为方便。
附图说明
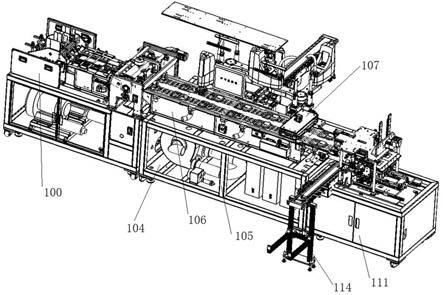
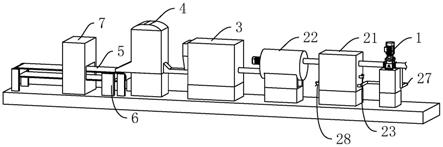
26.图1是本技术实施例的立体结构图。
27.图2是本技术实施例的过滤器的结构示意图。
28.图3是本技术实施例的过滤器的第一剖视示意图。
29.图4是本技术实施例的驱动机构的结构示意图。
30.图5是本技术实施例的过滤器的第二剖视示意图。
31.图6是本技术实施例的过滤器的第三剖视示意图。
32.附图标记说明:1、输浆泵;2、筛选装置;21、过滤器;211、壳体;212、过滤板;213、滤浆通道;214、过滤部;215、供压通道;22、筛分机;23、回浆管;24、驱动机构;241、活塞杆;242、驱动齿轮;243、驱动齿条;244、转动电机;25、冲洗流道;26、叶轮;27、回流管;28、进水管;29、阻拦滤板;3、多盘浓缩机;4、流浆箱;5、传输带;6、吸气装置;7、烘干装置。
具体实施方式
33.本技术实施例公开一种精细平滑箱板纸生产线。
34.参照图1,一种精细平滑箱板纸生产线,包括依次设置的输浆泵1、筛选装置2、多盘浓缩机3、流浆箱4、传输带5、吸气装置6以及烘干装置7。其中筛选装置2包括过滤器21以及筛分机22,输浆泵1的进液端用于连接外部的纸浆输送管,其出液端连接筛选装置2,输浆泵1、过滤器21、筛分机22、多盘浓缩机3依次连通以供纸浆传输。
35.纸浆通过输浆泵1传输到过滤器21,将箱板纸浆料晒至 0.6mm以下,筛除掉粗大的杂质。
36.参照图2和图3,过滤器21具体包括壳体211、过滤板212,过滤板212的滤孔尺寸为0.6mm,壳体211内设有滤浆通道213,滤浆通道213两端分别连通输浆泵1、筛分机22。由于在对纸浆过滤的过程中,过滤板212的滤孔存在被纸浆纤维堵塞的可能,此时过滤便无法正常进行,通常由人员拆装更换过滤板212,但这会耽误生产,因此本技术的过滤板212上设有用于过滤纸浆的过滤部214,过滤部214的尺寸与滤浆通道213的尺寸相适配,过滤板212呈圆形,过滤部214沿过滤板212的周向间隔分布有多个,过滤板212与壳体211转动连接,每个过滤部214与过滤板212转轴的距离相同。此外过滤器21连接有回浆管23,回浆管23的一端连通滤浆通道213进液口与过滤板212之间的空间、另一端用于打浆机,以将粗大的浆料纤维,传输回打浆机重新进行加工。回浆管23上安装有控制自身通闭的阀门。
37.参照图4和图5,壳体211设有驱动过滤板212转动以切换位于滤浆通道213内的过滤部214的驱动机构24。驱动机构24包括活塞杆241、驱动齿轮242、驱动齿条243以及转动电机244。滤浆通道213内壁设有供压通道215,供压通道215的端口位于滤浆通道213进液口与过滤板212之间,活塞杆241与供压通道215内壁滑动连接,活塞杆241与供压通道215的内壁具有一定的摩擦力。当过滤板212的过滤部214堵塞后,输浆泵1传输的水体无法正常通过会使得过滤板212靠近输浆泵1的一侧滤浆通道213的液压增加,使得活塞杆241受到的推力增加,从而克服活塞杆241与供压通道215内壁之间的摩擦力,推动活塞杆241移动,活塞杆241的端部与驱动齿条243固定连接,驱动齿轮242与过滤板212同轴固定,驱动齿条243与驱动齿轮242啮合,使得在过滤部214堵塞后,活塞杆241克服驱动机构24的阻力移动带动过滤板212转动,使得过滤板212转动从而切换过滤部214,自动将新的过滤部214换入滤浆通道
213,使得过滤器21能够正常工作。利用过滤部214堵塞前后的液压变化,驱动过滤板212自动转动,更换过滤部214,较为巧妙。
38.参照图5和图6,此外为了避免过滤板212上所有的过滤部214全部堵塞后需要人员将过滤板212拆出进行清理,这样又会耽误生产效率。因此本技术在壳体211内设置了冲洗流道25,过滤板212部分位于冲洗流道25内,过滤板212的至少一个过滤部214位于冲洗流道25内,在过滤板212转动对滤浆通道213内的过滤部214进行切换后,原过滤部214会转动到冲洗流道25内,冲洗流道25首尾相连循环设置,使得冲洗流道25绕成一圈,冲洗流道25内壁转动设有用于驱动水体背离纸浆传输方向流动的叶轮26,叶轮26由固定安装在壳体211内的电机驱动转动。叶轮26的设置,能够搅动冲洗流道25内的水体使其沿纸浆传输的相反方向运动,以在过滤板212转动到冲洗流道25将卡在过滤部214的过滤孔上冲出对过滤板212进行清洁,此外冲洗流道25内壁还安装有阻拦滤板29,过滤板212、阻拦滤板29沿冲洗流道25的水体传输方向间隔分布,阻拦滤板29的滤孔尺寸小于过滤板212的滤孔尺寸,以阻拦浆料纤维再次通过过滤板212。
39.此外冲洗流道25的内壁连通有回流管27,回流管27与输浆泵1的进液口连通,回流管27设有开关阀门,回流管27与冲洗流道25的连通口位于过滤板212、阻拦滤板29之间,此外冲洗流道25内壁还连通有进水管28,进水管28上也设有控制自身启闭的阀门。
40.此外转动电机244与过滤板212同轴固定,使得转动电机244能够在活塞杆241完全伸出后,驱动过滤板212以及驱动齿轮242转动,将活塞杆241推回初始位置。
41.再参照图1,纸浆料的经过过滤器筛分后送至筛分机22进行二次筛料,筛分机22为 0.17mm 分级筛,再次筛分除杂后,将纸浆送入多盘浓缩机3提高浓度,以保证面层的细小纤维量。之后将纸浆传输到流浆箱4,纸浆经过流浆箱4的喷嘴喷出到传输带5上,形成湿纸张。
42.吸气装置6本实施例采用真空箱,传输带5贯穿设有网孔,网孔连通真空箱,真空箱与真空泵连通,当纸浆落到传输带5上,真空箱产生的吸力会作用于湿纸张上,将多余的水分迅速吸走,迅速形成湿纸业,不会有溅浆的现象出现,提高正面的平滑度和匀度。
43.烘干装置7,烘干装置7采用烘箱,用于对湿纸张上下两表面进行烘干处理,使得纸张两表面的含水率不一致,使得成型的箱板纸呈弯曲状。在传输带5上的湿纸张经过烘箱后,烘箱内部沿竖直方向固定有两排的烘缸,控制后烘箱内的纸张上下两排的烘缸的温度,使纸页的正反面的烘干程度即含水率有所差别,从而令成品箱板纸向含水率较低的一面微微弯曲,因此,在对箱板纸折叠时,可以顺着箱板纸的弯曲方向对箱板纸进行折叠,减小了箱板纸折叠时发生爆线的概率。同时能保持箱板纸的含水率处于 6.5%~10%的范围值内,从而使箱板纸具备一定强度的基础上,不至于太过硬脆,使用效果较佳。
44.本技术实施例一种精细平滑箱板纸生产线的实施原理为:纸浆首先通过输浆泵1传输到过滤器21进过一次过滤筛选出0.6mm以下的浆料纤维,之后0.6mm以下的浆料纤维经过筛分机22的进一步筛分使得浆料纤维的尺寸保持刀0.17mm以下,再进行浓缩,形成纸浆原液,纸浆原液通过流浆箱4喷出到传输到上经过真空箱的吸水后形成湿纸张,湿纸张通过上下两排烘缸烘烤,由于两排烘缸的温度差异,达到使得箱板纸微微弯曲以便人员沿弯曲方向对其进行折叠,使得最终加工出的纸板箱质量较佳。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。