1.本发明涉及磁性体薄片及其制造方法。
背景技术:
2.一直以来,作为实现安全强化的方法而提出了一种利用被称为安保纸的纸的技术。安保纸例如以被埋入电磁线的方式而被构成,在被施加了预定频率的交变磁场的情况下,被埋入纸中的电磁线在磁化反转时会发出急陡的脉冲信号。通过利用检测装置来检测该脉冲信号,从而能够对包含电磁线的纸的存在进行检测。
3.例如,在专利文献1中,作为安保纸而记载有以朝向三个方向的方式而配置有9条电磁线的记录用薄片。
4.在如上所述那样的安保纸中,为了提高检测装置中的灵敏度,而期望提高所产生的脉冲信号的强度。但是,当为了提高脉冲信号的强度而增加电磁线的条数时,会使得成本升高。
5.专利文献1:日本特开2020-97802号公报
技术实现要素:
6.本发明所涉及的磁性体薄片的一个方式包括:薄片;n条第一磁性体,其分别为线状,且被配置于所述薄片上,并具有磁性;n条第二磁性体,其分别为线状,且被配置于所述薄片上,并具有磁性,n条所述第一磁性体中的一条所述第一磁性体在从与所述薄片的主面正交的第一轴方向观察时沿着第二轴而被配置,n条所述第一磁性体中的、除沿着所述第二轴而被配置的所述第一磁性体以外的所述第一磁性体在从所述第一轴方向观察时,沿着使所述第二轴每次各旋转了(m
±
5)
°
后的(n-1)条第三轴而被配置,n条所述第二磁性体沿着以所述第一轴为中心而使所述第二轴旋转了旋转角度θ后的第四轴以及使所述第三轴旋转了所述旋转角度θ后的第五轴而被配置,其中,n为3以上的奇数,并且满足m=(360/n)
°
的关系,且θ不是(m/2)
°
。
7.本发明所涉及的磁性体薄片的制造方法的一个方式包括在薄片上配置具有磁性的线状的n条第一磁性体、以及具有磁性的线状的n条第二磁性体的工序,在配置所述第一磁性体以及所述第二磁性体的工序中,在从与所述薄片的主面正交的第一轴方向观察时,将n条所述第一磁性体中的一条所述第一磁性体沿着第二轴而配置,在从所述第一轴方向观察时,将n条所述第一磁性体中的、除沿着所述第二轴而被配置的所述第一磁性体以外的所述第一磁性体沿着使所述第二轴每次各旋转了(m
±
5)
°
后的(n-1)条第三轴而配置,将n条所述第二磁性体沿着以所述第一轴为中心而使所述第二轴旋转了旋转角度θ后的第四轴以及使所述第三轴旋转了所述旋转角度θ后的第五轴而配置,其中,n为3以上的奇数,并且满足m=(360/n)
°
的关系,且θ不是(m/2)
°
。
附图说明
8.图1为示意性地表示第一实施方式所涉及的纤维体制造装置的图。
9.图2为示意性地表示第一实施方式所涉及的纤维体制造装置的排出部的图。
10.图3为示意性地表示第一实施方式所涉及的纤维体制造装置的排出部的图。
11.图4为示意性地表示第一实施方式所涉及的薄片的俯视图。
12.图5为示意性地表示第一实施方式所涉及的薄片的剖视图。
13.图6为示意性地表示第一实施方式所涉及的薄片的俯视图。
14.图7为示意性地表示第一实施方式所涉及的薄片的俯视图。
15.图8为用于对第一实施方式所涉及的纤维体的制造方法进行说明的流程图。
16.图9为示意性地表示第二实施方式所涉及的纤维体制造装置的图。
17.图10为示意性地表示第三实施方式所涉及的磁性体薄片的俯视图。
18.图11为示意性地表示第三实施方式的第一变形例所涉及的磁性体薄片的俯视图。
19.图12为示意性地表示第三实施方式的第一变形例所涉及的磁性体薄片的俯视图。
20.图13为示意性地表示第三实施方式的第二变形例所涉及的磁性体薄片的俯视图。
21.图14为示意性地表示第三实施方式的第三变形例所涉及的磁性体薄片的俯视图。
22.图15为示意性地表示第三实施方式的第四变形例所涉及的磁性体薄片的俯视图。
23.图16为示意性地表示比较例1的俯视图。
24.图17为示意性地表示比较例2的俯视图。
25.图18为示意性地表示比较例3的俯视图。
26.图19为表示实施例1至6以及比较例1至3中的脉冲信号的强度的图表。
具体实施方式
27.以下,使用附图来对本发明的优选的实施方式进行详细说明。另外,以下所说明的实施方式并非对技术方案中所记载的本发明的内容进行不当地限定的方式。此外,在下文中所说明的结构并不一定全部都是本发明的必要构成要件。
28.1.第一实施方式
29.1.1.纤维体制造装置
30.1.1.1.整体结构
31.首先,在参照附图的同时对第一实施方式所涉及的纤维体制造装置进行说明。图1为示意性地表示第一实施方式所涉及的纤维体制造装置100的图。
32.如图1所示,纤维体制造装置100例如包括供给部10、粗碎部12、解纤部20、筛选部40、第一料片形成部45、旋转体49、混合部50、堆积部60、第二料片形成部70、薄片形成部80、切断部90。
33.供给部10向粗碎部12供给原料。供给部10例如为用于向粗碎部12连续地投入原料的自动投入部。通过供给部10而被供给的原料为,例如废纸或纸浆薄片等含有纤维的原料。
34.粗碎部12将通过供给部10而被供给的原料在大气中等气体中分割并使之成为碎片。碎片的形状或大小例如为几cm见方的碎片。在图示的示例中,粗碎部12具有粗碎刃14,并能够通过粗碎刃14而对被投入的原料进行分割。作为粗碎部12,例如使用碎纸机。通过粗碎部12而被分割了的原料在由料斗1承接之后,经由管2而被移送(输送)至解纤部20。
35.解纤部20对通过粗碎部12而被分割的原料进行解纤。在此,“进行解纤”是指,将多根纤维粘合而成的原料解开成一根一根的纤维的情况。解纤部20还具有使附着在原料上的树脂颗粒、油墨、色粉、防渗剂等物质与纤维分离开来的功能。
36.将穿过了解纤部20的物质称为“解纤物”。在“解纤物”中,除了被解开了的解纤物纤维之外,还存在包含在解开纤维时从纤维分离出的树脂颗粒、油墨、色粉等色剂、防渗材料、纸力增强剂等添加剂的情况。被解开了的解纤物的形状为绳状。被解开了的解纤物既可以以不与其他被解开的纤维相互缠绕的状态(即独立的状态)而存在,也可以以与其他被解开的解纤物缠绕成为块状的状态、即形成“团块”的状态而存在。
37.解纤部20以干式的方式实施解纤。在此,将不在液体中而是在大气中等气体中实施解纤等处理的方式称为干式。作为解纤部20,例如使用叶轮研磨机。解纤部20具有产生抽吸原料并排出解纤物这样的气流的功能。由此,解纤部20能够通过自身所产生的气流,而从导入口22将原料与气流一起进行抽吸,并进行解纤处理,从而将解纤物向排出口24进行输送。穿过了解纤部20的解纤物经由管3而被移送至筛选部40。另外,用于使解纤物从解纤部20输送至筛选部40的气流既可以利用解纤部20所产生的气流,也可以设置鼓风机等气流产生装置并利用其气流。
38.筛选部40将通过解纤部20而被解纤了的解纤物从导入口42导入,并根据纤维的长度来进行筛选。筛选部40具有滚筒部41、和对滚筒部41进行收纳的罩壳部43。作为滚筒部41,例如使用筛子。滚筒部41具有网,并能够将与网的网眼的大小相比而较小的纤维或颗粒、即穿过网的第一筛选物、和与网的网眼的大小相比而较大的纤维、未解纤片或团块、即未穿过网的第二筛选物区分开。例如,第一筛选物经由管7而被移送至堆积部60。第二筛选物从排出口44经由管8而返回至解纤部20。具体而言,滚筒部41为通过电机而被旋转驱动的圆筒的筛子。作为滚筒部41的网,例如使用金属丝网、将设有切缝的金属板拉伸而成的多孔金属网、通过冲压机等而在金属板上形成孔的冲孔金属网。
39.第一料片形成部45将穿过了筛选部40的第一筛选物输送至管7。第一料片形成部45例如具有网带46、架设辊47和抽吸机构48。
40.抽吸机构48能够将穿过筛选部40的开口并在空气中被分散的第一筛选物抽吸到网带46上。第一筛选物堆积在进行移动的网带46上,并形成料片v。网带46、架设辊47以及抽吸机构48的基本结构与后述的第二网形成部70的网带72、架设辊74以及抽吸机构76相同。
41.料片v通过经由筛选部40以及第一料片形成部45,从而被形成为富含空气而柔软蓬松的状态。堆积在网带46上的料片v被投入管7,并向堆积部60被输送。
42.旋转体49能够将料片v切断,在图示的示例中,旋转体49具有基部49a、和从基部49a突出的突部49b。突部49b例如具有板状的形状。在图示的示例中,突部49b被设置有四个,并且四个突部49b以等间隔的方式而被设置。通过基部49a向方向r进行旋转,从而突部49b能够以基部49a为轴而进行旋转。通过利用旋转体49而将料片v切断,从而例如能够减小向堆积部60供给的每单位时间内的解纤物的量的变动。
43.旋转体49被设置在第一料片形成部45的附近处。在图示的示例中,旋转体49被设置于在料片v的路径上位于下游侧的架设辊47a的附近处。旋转体49被设置在突部49b能够与料片v接触的位置、且不与堆积有料片v的网带46接触的位置处。由此,能够对网带46因突部49b而磨损的情况进行抑制。突部49b与网带46之间的最短距离例如在0.05mm以上且
0.5mm以下。这是能够实现网带46在不会受到损伤的条件下将料片v切断的距离。
44.混合部50对通过了筛选部40的第一筛选物、和包含树脂的添加物进行混合。混合物50例如具有供给添加物的添加物供给部52、对第一筛选物和添加物进行输送的管54、以及鼓风机56。在图示的示例中,添加物从添加物供给部52经由料斗9而被供给至管54。管54与管7连续。
45.在混合部50中,通过鼓风机56而产生气流,并且在管54中,能够在使第一筛选物与添加物进行混合的同时对其进行输送。另外,使第一筛选物和添加物混合的机构并未被特别限定,既可以为通过高速旋转的叶片而进行搅拌的机构,也可以为在内侧具有叶片的配管进行旋转的机构。
46.作为添加物供给部52,使用如图1所示那样的螺旋加料机或未图示的圆盘加料机等。从添加物供给部52供给的添加物包含用于使多个纤维粘合在一起的树脂。在树脂被供给的时间点,多个纤维未粘合。树脂在穿过薄片形成部80时熔融,从而使多个纤维粘合在一起。
47.从添加物供给部52供给的树脂为热塑性树脂或热固化性树脂,例如为as(acrylonitrile styrene,丙烯腈-苯乙烯)树脂、abs(acrylonitrile butadiene styrene,丙烯腈-丁二烯-苯乙烯)树脂、聚丙烯、聚乙烯、聚氯乙烯、聚苯乙烯、丙烯酸树脂、聚酯、聚对苯二甲酸乙二酯、聚苯醚、聚对苯二甲酸丁二醇酯、尼龙、聚酰胺、聚碳酸酯、聚缩醛、聚苯硫醚、聚醚醚酮等。这些树脂可以单独使用或适当混合使用。从添加物供给部52供给的添加物既可以为纤维状,也可以为粉末状。
48.另外,在从添加物供给部52供给的添加物中,除了含有使纤维粘合的树脂之外,还可以根据所制造出的薄片的种类而含有用于对纤维进行着色的着色剂、用于抑制纤维的凝集或树脂的凝集的凝集抑制剂、用于使纤维等不易燃烧的阻燃剂。穿过了混合部50的混合物经由管54而被移送至堆积部60。
49.堆积部60将通过了混合部50的混合物从导入口62导入,并解开相互缠绕在一起的解纤物(纤维),且使之在空气中分散的同时落下。而且,堆积部60在从添加物供给部52供给的添加物的树脂为纤维状的情况下,将缠绕在一起的树脂解开。由此,堆积部60能够使混合物均匀性良好地堆积在第二料片形成部70上。
50.堆积部60例如具有滚筒部61、和对滚筒部61进行收纳的罩壳部63。作为滚筒部61而使用进行旋转的圆筒的筛子。滚筒部61具有网,并使穿过了混合部50的混合物中所含有的、与网的网眼的大小相比而较小的纤维或颗粒落下。滚筒部61的结构例如与滚筒部41的结构相同。
51.另外,滚筒部61的“筛子”也可以不具有对特定的对象物进行筛选的功能。即,作为滚筒部61而被使用的“筛子”是指具备网的部件,且滚筒部61也可以使被导入至滚筒部61中的所有混合物落下。
52.第二料片形成部70使通过了堆积部60的通过物堆积,从而形成料片w。第二料片形成部70例如具有网带72、架设辊74和抽吸机构76。
53.在网带72上堆积有通过了堆积部60的开口的通过物。网带72成为如下结构,即,通过架设辊74而被架设,从而使通过物不易通过而使空气通过的结构。网带72通过架设辊74进行自转从而进行移动。通过在网带72连续地移动的同时使通过了堆积部60的通过物连续
地落下并堆积,从而在网带72上形成了料片w。
54.抽吸机构76被设置在网带72的下方。抽吸机构76能够产生朝向下方的气流。通过抽吸机构76,从而能够将利用堆积部60而被分散于空气中的混合物抽吸到网带72上。由此,能够增大从堆积部60排出的排出速度。而且,通过抽吸机构76,从而能够在混合物的落下路径上形成下降气流,从而能够防止在落下过程中解纤物与添加物相互缠绕的情况。
55.如上文所述,通过经由堆积部60以及第二料片形成部70而形成富含空气而柔软蓬松的状态的料片w。被堆积在网带72上的料片w向薄片形成部80被输送。
56.另外,在图示的示例中,设置有对料片w进行湿度调节的调湿部78。调湿部78能够向料片w添加水或水蒸气、雾气,从而对环境湿度、料片w与水的量比进行调节。
57.薄片形成部80对堆积在网带72上的料片w进行加压加热,从而使薄片s成形。在薄片形成部80中,通过对在料片w中被混在一起的解纤物以及添加物的混合物进行加热,从而能够使混合物中的多个纤维相互经由添加物而粘合在一起。
58.薄片形成部80具有加压部82和加热部84,所述加压部82对料片w进行加压,所述加热部84对被加压部82加压了的料片w进行加热。加压部82由一对辊85构成,并对料片w施加压力。料片w通过被加压从而其厚度变小,且料片w的体积密度升高。作为加热部84,例如使用加热辊、热冲压成型机、热板、暖风机、红外线加热器、闪光定影器。在图示的示例中,加热部84具有一对加热辊86。通过使加热部84作为加热辊86而构成,从而与使加热部84作为板状的冲压装置而构成的情况相比,能够在连续地对料片w进行输送的同时使薄片s成形。辊85和加热辊86例如以它们的旋转轴成为平行的方式而被配置。在此,辊85能够向料片w施加与通过加热辊86而施加于料片w上的压力相比更高的压力。另外,辊85、加热辊86的数量未被特别限定。
59.切断部90将通过薄片形成部80而被成形的薄片s切断。在图示的示例中,切断部90具有第一切断部92和第二切断部94,所述第一切断部92在与薄片s的输送方向交叉的方向上将薄片s切断,所述第二切断部94在与输送方向平行的方向上将薄片s切断。第二切断部94例如将通过了第一切断部92的薄片s切断。
60.通过以上内容,从而使预定的尺寸的单张的薄片s被成形。被切断的单张的薄片s向排出承接部96排出。
61.1.1.2.排出部
62.纤维体制造装置100包括排出部110。在此,图2以及图3为示意性地表示纤维体制造装置100的排出部110的图。另外,为了便于说明,在图1中,将排出部110简化来进行图示。此外,图3示出了从图2所示的状态起经过了预定时间的状态。
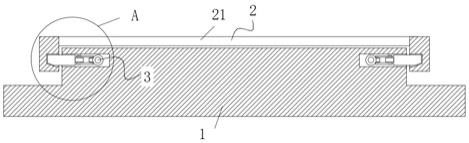
63.如图1至图3所示,排出部110例如具有第一供给卷筒120、第一配置部130和第二配置部140。排出部110将基底薄片150向网带72上排出。网带72为,对被排出的基底薄片150进行输送的输送部。
64.第一供给卷筒120为,基材薄片152被卷绕成卷筒状的装置。第一供给卷筒120通过未图示的驱动机构而向方向q1进行旋转。由此,构成第一供给卷筒120的基材薄片152向网带72侧行进。在图2以及图3所示的示例中,第一供给卷筒120被配置在基座122上。在图1中,省略了基座122的图示。基材薄片152具有一个面152a和与一个面152a相反的另一个面152b。另一个面152b与网带72接触。另外,关于基材薄片152的材质将在后文中叙述。
65.第一配置部130在基材薄片152的一个面152a上配置功能材料154。第一配置部130例如具有第二供给卷筒132、辊134、引导件136和剪切器138。
66.第二供给卷筒132为,薄片状的功能材料154被卷绕成卷筒状的装置。第二供给卷筒132通过未图示的驱动机构而向方向q2进行旋转。在图示的示例中,方向q2为与方向q1相反的方向。如图2所示,构成第二供给卷筒132的功能材料154穿过辊134以及引导件136而被配置于基材薄片152的一个面152a上。而且,如图3所示,功能材料154通过剪切器138而在预定的位置处被切断。另外,关于功能材料154的材质将在后文中叙述。
67.第二配置部140在基材薄片152的一个面152a上配置粘合带156。由此,第二配置部140将功能材料154的一部分临时固定在基材薄片152上。第二配置部140例如具有第三供给卷筒142、剪切器144和基材回收卷筒146。
68.第三供给卷筒142为,将薄片状的粘合带156卷绕成卷筒状的装置。粘合带156具有包括基材156a和粘合部156b在内的层结构。第三供给卷筒142在将粘合带156的粘合部156b按压于基材薄片152的一个面152a上的状态下向方向q3进行旋转。由此,粘合带156被拉出预定的长度,并通过剪切器144而使基材156a与粘合部156b分离,并且基材156a向基材回收卷筒146被收卷。在图示的示例中,方向q3为与方向q1相反的方向。构成第三供给卷筒142的粘合带156的粘合部156b在将功能材料154临时固定基材薄片152的一个面152a上的同时被配置。而且,粘合带156通过剪切器144而在预定的位置处被切断。另外,关于粘合带156的材质将在后文中叙述。
69.通过以上的结构,从而排出部110将在基材薄片152的一个面152a上配置有功能材料154的基底薄片150向网带72排出。如图1所示,网带72对被排出的基底薄片150进行输送,堆积部60使包含纤维以及粘合材料的混合物堆积在被输送的基底薄片150的一个面150a上,从而形成料片w。在基底薄片150的另一个面150b侧处设置有作为抽吸部的抽吸机构76。薄片形成部80为,对料片w进行加压以及加热的加压加热部。基底薄片150的一个面150a和基材薄片152的一个面152a为,朝向相同方向的面。
70.1.2.薄片
71.接下来,参照附图而对由上述的纤维体制造装置100制造出的薄片s进行说明。图4为示意性地表示第一实施方式所涉及的薄片s的俯视图。图5为示意性地表示第一实施方式所涉及的薄片s的图4的v-v线剖视图。
72.薄片s为,通过切断部9而被切断为例如a4尺寸的矩形的纤维体。与普通纸等纸同样地,薄片s作为印刷纸张而通过打印机被实施印刷。薄片s的厚度例如为50μm以上且200μm以下,优选为90μm以上且150μm以下。
73.如图4以及图5所示,薄片s包括基底薄片150和表层薄片160。基底薄片150具有基材薄片152、功能材料154和粘合部156b。薄片s为包含功能材料154的功能性薄片。另外,为了便于说明,在图4中,将表层薄片160以透视的形式进行图示。
74.基材薄片152例如为无纺布。构成基材薄片152的无纺布优选为由从堆积部60被放出的纤维和具有相同的分子结构的纤维构成。作为基材薄片152所包含的纤维,例如可以列举纤维素纤维、人造丝、棉、短绒、木棉、亚麻、大麻、苧麻等,并能够将这些材料中的一种或两种以上进行组合来使用。作为基材薄片152所包含的纤维,优选为使用纤维素纤维。纤维素纤维容易获得,并且成形性较为优异。作为纤维素纤维,优选为源自木质类纸浆。作为木
质类纸浆,可以列举原纸浆、牛皮纸浆、漂白化学热磨机械浆纸浆、合成纸浆、源自废纸或再生纸的纸浆等,并能够将这些纸浆中的一种或两种以上进行组合来使用。
75.基材薄片152具有通气性。“通气性”是指,空气穿过多个气孔而通过的性质。关于基材薄片152,在加利(garley)试验机方法中表示透气性的加利秒数优选为小于30秒,更加优选为小于15秒。
76.功能材料154被配置于基材薄片152的一个面152a上。具体而言,功能材料154通过粘合层157而与基材薄片152的一个面152a粘合。功能材料154例如为由磁性材料构成的具有磁性的磁性体。具体而言,功能材料154为,使磁性材料成形为长度是几毫米以上的电磁线。薄片s例如具有多个功能材料154。在图4所示的示例中,薄片s具有6条功能材料154。多个功能材料154在俯视观察时以放射状的形式被配置。多个功能材料154在俯视观察时相互不重叠。在图4所示的示例中,6条功能材料154中的功能材料154a、154b以第一方向为长度方向,功能材料154c、154d以相对于第一方向而倾斜60
°
的第二方向为长度方向,功能材料154e、154f以相对于第一方向以及第二方向而倾斜60
°
的第三方向为长度方向。功能材料154a和其他的功能材料154b在俯视观察时不重叠。例如,通过利用未图示的移动机构而使第一配置部130以及第二配置部140相对于基材薄片152进行移动,从而能够将多个功能材料154配置在预定的位置处。
77.薄片s通过具有作为电磁线的功能材料154,从而作为安保纸而被利用。安保纸以能够通过具备励磁线圈和检测线圈的检测系统而进行检测的纸的形状所实现。使交流电流流经励磁线圈,从而产生几khz的交变磁场,当将薄片s放置于该交变磁场中时,在磁化反转时能够检测到薄片s的存在。因此,通过在人或车辆可通行的门处配置励磁线圈和检测线圈,从而能够检测到穿过门的薄片s。因此,能够检测到薄片s的带出。例如,在薄片s上印刷有机密信息等的情况下,能够防止机密信息的泄露。
78.功能材料154优选为具有大巴克豪森效应。具体而言,功能材料154的材质为fecr类、feco类、feni、fesib、fecocrsib类合金。由于这些材料即使不通过后加工而增加形变也会呈现大巴克豪森效应,因此能够适当地使用。另外,也可以通过后加工而增加形变,从而给予大巴克豪森效应。此外,功能材料154既可以为非晶带被切断的细丝,也可以为将该金属从熔融状态中与玻璃一起抽出并被冷却的玻璃包覆细丝。
79.功能材料154的形状优选为细丝状或丝带状等纵长的线状。通过相对于截面积而具有预定的长度,从而能够易于呈现大巴克豪森效应。
80.在功能材料154的形状为细丝状的情况下,功能材料154的直径优选为10μm以上且100μm以下。如果功能材料154的直径在10μm以上,则易于呈现大巴克豪森效应。如果功能材料154的直径在100μm以下,则功能材料154不会从薄片s露出。而且,如果功能材料154的直径在100μm以下,则能够通过剪切器138而容易地切断功能材料154。
81.在功能材料154的形状为丝带状的情况下,功能材料154的厚度优选为10μm以上且100μm以下。如果功能材料154的厚度在10μm以上,则易于呈现大巴克豪森效应。如果功能材料154的厚度在100μm以下,则功能材料154不会从薄片s露出。而且,如果功能材料154的厚度在100μm以下,则能够通过剪切器138而容易地切断功能材料154。在功能材料154的形状为丝带状的情况下,功能材料154的宽度例如优选为50μm以上且1000μm以下。
82.在功能材料154的形状为细丝状或丝带状的情况下,功能材料154的长度优选为
10mm以上,更加优选为50mm以上。如果功能材料154的长度在10mm以上,则结合形状各向异性效应,ns反转的效应也会易于呈现。而且,如果功能材料154的长度在10mm以上,则易于将功能材料154配置在所期望的位置上。功能材料154的长度的上限只要不超过被切断的薄片s的尺寸,则并未被特别限定,例如为200mm以下。
83.另外,关于功能材料154的直径或长度,虽然优选为薄片s所包含的所有功能材料154的直径或长度均满足上述的范围,但在值中存在分布的情况下,优选为作为平均值而满足上述的范围。此外,在功能材料154弯曲的情况下,将连结功能材料154的两端的最短距离设为功能材料154的长度。
84.功能材料154的数量例如根据被切断部90切断的薄片s中的重量而被规定。例如,在将薄片s的重量设为100重量份的情况下,功能材料154的重量优选为小于1.0重量份。换言之,纤维体制造装置100通过切断部90而在将薄片s的重量设为100重量份的情况下的功能材料154的重量小于1.0重量份的位置处进行切断,从而制造薄片s。
85.粘合部156b被设置于功能材料154上。在图示的示例中,粘合部156b相对于1条功能材料154而被设置两个。粘合部156b被设置于功能材料154的一个端部和另一个端部处。另外,相对于功能材料154的粘合部156b的数量并未被特别限定,但能够通过在功能材料154的一个端部和另一个端部处设置粘合部156b从而灵活地应对基材薄片152的延伸。粘合部156b为,从粘合带156上剥下基材156a而得到的部分。粘合带156例如为所谓的修正带。粘合部156b具有粘合层157和隐蔽层158。
86.粘合层157使功能材料154粘合在基材薄片152上。粘合层157使隐蔽层158和功能材料154粘合在基材薄片152的一个面152a上。粘合层157的材质例如为天然橡胶类粘合剂,具体而言为,在天然橡胶中添加了增粘剂以及抗氧化剂的材质。
87.隐蔽层158被设置于粘合层157的表面157a上。隐蔽层158将粘合层157隐藏。即,隐蔽层158使粘合层157难以从基底薄片150的一个面150a侧进行目视确认。隐蔽层158的材质例如为混合涂布了作为溶剂的甲基环己烷、作为定影剂的丙烯酸类树脂、作为颜料的氧化钛而形成的材质。由于隐蔽层158包含作为白色颜料的氧化钛,因此为白色。因此,在基材薄片152以及表层薄片160为白色的情况下,能够使隐蔽层158难以被目视确认。隐蔽层158不具有粘合性。
88.另外,隐蔽层158所包含的颜料能够配合于基材薄片152以及表层薄片160的颜色而适当地进行选择。此外,隐蔽层158所包含的溶剂以及定影剂能够配合于隐蔽层158所包含的颜料而适当地进行选择。
89.隐蔽层158以及粘合层157优选为具有通气性。隐蔽层158以及粘合层157能够使空气穿过多个气孔而通过。如果隐蔽层158以及粘合层157具有通气性,则易于通过抽吸机构76而抽吸来自堆积部60的纤维以及粘合材料。
90.另外,如图2所示,在将粘合带156设为卷筒状的情况下,优选为将粘合带156和未图示的基材带以重叠的状态而成为卷筒状。而且,在利用粘合带156而将功能材料154临时固定时,优选为将未图示的基材带从粘合带156上剥下。由此,能够容易将被设为卷筒状的粘合带156向基材薄片152送出。
91.表层薄片160被设置于基底薄片150的一个面150a上。表层薄片160覆盖基材薄片152、功能材料154以及粘合带156。表层薄片160包含通过供给部10而被供给的原料的纤维、
和从添加物供给部52被供给的作为树脂的粘合材料。表层薄片160所包含的纤维以及粘合材料为从堆积部60放出的物质。粘合材料通过加热部84的加热,从而除了使来自堆积部60的纤维彼此粘合之外,还使来自堆积部60的纤维与基材薄片152粘合。而且,粘合材料使功能材料154与基材薄片152粘合。而且,粘合材料使功能材料154与来自堆积部60的纤维粘合。
92.另外,在图4所示的示例中,多个功能材料154以放射状的形式而被配置,但多个功能材料154的配置只要相互不重叠,则不被特别限定。例如,在功能材料154a、154b以第一方向为长度方向、且功能材料154c、154d以第二方向为长度方向、且功能材料154e、154f以第三方向为长度方向的状态下,既可以如图6所示的那样以多个功能材料154包围基材薄片152的中心的方式被配置,也可以如图7所示的那样将多个功能材料154随机配置。这样,通过多个功能材料154以不同的方向为长度方向,从而与例如多个功能材料的长度方向全部为相同方向的情况相比,能够使功能材料154更容易被检测出。
93.此外,虽然在上述内容中对功能材料154为磁性体的情况进行了说明,但只要能够从外部以非接触的方式检测出薄片s的功能材料154,则功能材料154也可以不是磁性体。例如,功能材料154既可以为由金属检测器检测出的金属线,也可以为由rfid(radio frequency identification,射频标识)读写器检测出的rf(radio frequency,无线射频)标签,还可以为ic(integrated circuit,集成电路)芯片。
94.此外,薄片s也可以具有在表层薄片160的表面上设置了由未图示的无纺布构成的薄片的结构。换言之,表层薄片160也可以位于基材薄片152与由无纺布构成的薄片之间。但是,当考虑到低成本化时,优选为不设置由无纺布构成的薄片。
95.1.3.薄片的制造方法
96.接下来,参照附图,对第一实施方式所涉及的薄片s的制造方法进行说明。图8为用于对第一实施方式所涉及的薄片s的制造方法进行说明的流程图。薄片s的制造例如利用上述的纤维体制造装置100而被实施。
97.如图8所示,薄片s的制造方法包括排出在基材薄片152的一个面152a上配置有功能材料154的基底薄片150的排出工序(步骤s1)、对被排出的基底薄片150进行输送的输送工序(步骤s2)、使纤维以及粘合材料堆积在被输送的基底薄片150的一个面150a上从而形成料片w的堆积工序(步骤s3)、对料片w进行加压以及加热的加压加热工序(步骤s4)。
98.排出工序(步骤s1)通过纤维体制造装置100的排出部110而被执行。输送工序(步骤s2)通过网带72而被执行。堆积工序(步骤s3)通过堆积部60而被执行。加压加热工序(步骤s4)通过具有加压部82以及加热部84的薄片形成部80而被执行。
99.除了上述的工序之外,薄片s的制造方法也可以包括通过上述的纤维体制造装置100的各个部分而被执行的工序。
100.1.4.作用效果
101.在纤维体制造装置100中,包括排出在基材薄片152的一个面152a上配置有功能材料154的基底薄片150的排出部110、对被排出的基底薄片150进行输送的网带72、使纤维以及粘合材料堆积在被输送的基底薄片150的一个面150a上从而形成料片w的堆积部60、对料片w进行加压以及加热的薄片形成部80。这样,在纤维体制造装置100中,通过基材薄片152和被加压以及加热了的料片w(表层薄片160)来夹持功能材料154,从而制造出薄片s。因此,
在纤维体制造装置100中,能够制造出即使例如被弯折功能材料154露出于表面的可能性也较小的薄片s。因此,由纤维体制造装置100制造出的薄片s能够具有较高的印刷性能。
102.而且,由纤维体制造装置100制造出的薄片s在于包含纤维的表层薄片160上被实施了印刷的情况下,与例如在为了防止功能材料的露出而设置于薄片的表面上的涂布层(不包含纤维的涂布层)上被实施了印刷的情况相比,能够具有较高的印刷性能。
103.在纤维体制造装置100中,包括被设置于基底薄片150的另一个面150b侧的抽吸机构76,基材薄片152具有通气性。因此,在纤维体制造装置100中,与基材薄片不具有通气性的情况相比,更容易通过抽吸机构76而抽吸来自堆积部60的纤维以及粘合材料。
104.在纤维体制造装置100中,功能材料154通过粘合层157而被粘合在基材薄片152上,在粘合层157的表面157a上设置有将粘合层157隐藏的隐蔽层158。因此,在纤维体制造装置100中,与未设置有隐蔽层的情况相比,能够使粘合层157更难以从基底薄片150的一个面150a侧进行目视确认。而且,在基底薄片150的移动过程中,能够减小功能材料154相对于基材薄片152而移动的可能性。
105.例如,在通过液体的粘合剂来粘合功能材料的情况下,粘合剂渗入基材薄片中并扩大,从而成为斑痕。这样的斑痕会妨碍印刷。此外,在通过蜡来粘合功能材料的情况下,通过由加热部实施的加热而使蜡熔化,从而与液体的粘合剂同样地变成斑痕。在纤维体制造装置100中,由于利用粘合层157来进行粘合,因此能够避免上述那样的问题。
106.在纤维体制造装置100中,包括对原料进行解纤而形成包含纤维的解纤物的解纤部20、和对解纤物和粘合材料进行混合从而形成混合物的混合部50,并且堆积部60使混合物堆积。因此,在纤维体制造装置100中,能够使包含解纤物和粘合材料的混合物堆积在网带72上。
107.在纤维体制造装置100中,在基材薄片152的一个面152a上配置有其他的功能材料154b,功能材料154a和其他的功能材料154b不重叠。因此,在纤维体制造装置100中,与功能材料和他的功能材料重叠的情况相比,能够制造出平坦性较高的薄片s。
108.在纤维体制造装置100中,排出部110具有在基材薄片152上配置功能材料154的第一配置部130。因此,在纤维体制造装置100中,能够制造出基底薄片150。
109.2.第二实施方式
110.接下来,参照附图,对第二实施方式所涉及的纤维体制造装置进行说明。图9为示意性地表示第二实施方式所涉及的纤维体制造装置200的图。
111.以下,在第二实施方式所涉及的纤维体制造装置200中,对于具有与上述的第一实施方式所涉及的纤维体制造装置100的结构部件相同的功能的部件而标记相同的符号,并省略其详细的说明。
112.在上述的纤维体制造装置100中,如图1所示,排出部110具有第一配置部130以及第二配置部140。相对于此,在纤维体制造装置200中,如图9所示,排出部110不具有第一配置部130以及第二配置部140。
113.在纤维体制造装置200中,排出部110具有对基底薄片150进行收纳的收纳部210。基底薄片150以卷筒状的形式而被收纳。被收纳于收纳部210中的第一供给卷筒120为,基底薄片150被卷绕成卷筒状的构件。收纳部210以能够连同基底薄片150一起进行更换的方式被设置。因此,用户能够选择所期望的基底薄片150,并将收纳部210设置在纤维体制造装置
200中。在纤维体制造装置200中,排出部110具有对基底薄片150进行收纳的收纳部210,由于基底薄片150以卷筒状的形式而被收纳,因此,无需设置配置部130、140,从而能够实现装置的紧凑化。
114.3.第三实施方式
115.3.1.磁性体薄片
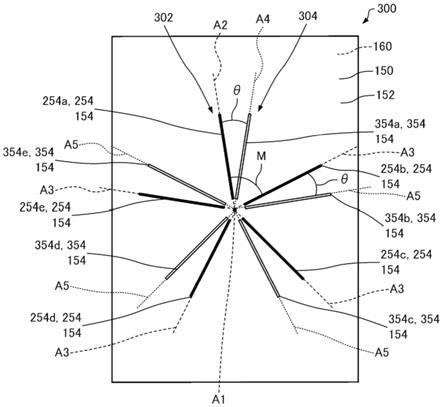
116.接下来,参照附图,对第三实施方式所涉及的磁性体薄片进行说明。图10为示意性地表示第三实施方式所涉及的磁性体薄片300的俯视图。另外,为了便于说明,在图10中省略了粘合部156b的图示。
117.以下,在第三实施方式所涉及的磁性体薄片300中,对于具有与上述的第一实施方式所涉及的薄片s的结构部件相同的功能的部件而标记相同的符号,并省略其详细的说明。
118.如图10所示,磁性体薄片300在上述的薄片s和功能材料154的配置方面有所不同。以下,将功能材料154作为磁性体来进行说明。
119.如图10所示,在磁性体薄片300中,多条磁性体154中的n条第一磁性体254构成了第一组302。多条磁性体154中的n条第二磁性体354构成了第二组304。n为3以上的奇数,优选为3以上且11以下的奇数,更加优选为3以上且7以下的奇数。在图示的示例中,n为5。
120.n条第一磁性体254中的1条第一磁性体254a在从与基材薄片152的一个面152a正交的第一轴a1方向观察时沿着第二轴a2而被配置。在图示的示例中,第一磁性体254a的长度方向为第二轴a2方向。第一轴a1穿过基材薄片152的中心。第一轴a1与基材薄片152的一个面152a的垂线平行。一个面152a为基材薄片152的主面。在图示的示例中,第一磁性体254a并未弯曲而被配置为一条直线状。另外,虽然未图示,但在第一磁性体254a弯曲的情况下,使连结第一磁性体254a的两端的假想线沿着第二轴a2进行配置。
121.n条第一磁性体254中的(n-1)条第一磁性体254b、254c、254d、254e沿着使第二轴a2每次各旋转了(m
±
5)
°
后的(n-1)条的第三轴a3而被配置。第一磁性体254b、254c、254d、254e为,n条第一磁性体254中的、除沿着第二轴a2而被配置的第一磁性体254a以外的第一磁性体254。第一磁性体254b、254c、254d、254e沿着使第二轴a2优选为每次各旋转了(m
±
3)
°
、更加优选为每次各旋转了(m
±
1)
°
、进一步优选为每次各旋转了(m)
°
后的(n-1)条第三轴a3而被配置。m满足m=(360/n)
°
的关系。在图示的示例中,m为72
°
。
122.在图示的示例中,第一磁性体254b沿着使第一磁性体254a所沿着的第二轴a2绕顺时针方向旋转了72
°
后的第三轴a3而被配置。第一磁性体254c沿着使第一磁性体254b所沿着的第三轴a3绕顺时针方向旋转了72
°
后的第三轴a3而被配置。第一磁性体254d沿着使第一磁性体254c所沿着的第三轴a3绕顺时针方向旋转了72
°
后的第三轴a3而被配置。第一磁性体254e沿着使第一磁性体254d所沿着的第三轴a3绕顺时针方向旋转了72
°
后的第三轴a3而被配置。第一磁性体254a与第二轴a2重叠。第一磁性体254a、254b、254c、254d、254e与第三轴a3重叠。
123.n条第一磁性体254的延长线在从第一轴a1方向观察时相交于一点。在图示的示例中,n条第一磁性体254的延长线与第一轴a1相交。n条第一磁性体254以放射状的形式而被配置。n条第一磁性体254的长度彼此相同。在图示的示例中,由5条第一磁性体254构成的第一组302的形状为5次旋转对称。
124.n条第二磁性体354沿着以第一轴a1为中心而使第二轴a2旋转了旋转角度θ后的第
四轴a4以及使第三轴a3旋转了旋转角度θ后的第五轴a5而被配置。θ不是(m/2)
°
。在图示的示例中,由于m=72
°
,因此,θ不是36
°
。优选为,θ满足θ=(m/4)
°
的关系。
125.在图示的示例中,第二磁性体354a沿着以第一轴a1为中心而使第二轴a2旋转了18
°
后的第四轴a4而被配置。第二磁性体354b沿着以第一轴a1为中心而使第一磁性体254b所沿着的第三轴a3旋转了18
°
后的第五轴a5而被配置。第二磁性体354c沿着以第一轴a1为中心而使第一磁性体254c所沿着的第三轴a3旋转了18
°
后的第五轴a5而被配置。第二磁性体354d沿着以第一轴a1为中心而使第一磁性体254d所沿着的第三轴a3旋转了18
°
后的第五轴a5而被配置。第二磁性体354e沿着以第一轴a1为中心而使第一磁性体254e所沿着的第三轴a3旋转了18
°
后的第五轴a5而被配置。
126.由n条第二磁性体354构成的第二组304具有以第一轴a1为中心而使由n条第一磁性体254构成的第一组302旋转了旋转角度θ后而得到的形状。多条磁性体154在从第一轴a1方向观察时,长度方向互不相同。
127.n条第一磁性体254在从第一轴方向观察时相互不重叠。n条第二磁性体354在从第一轴方向观察时相互不重叠。第一磁性体254以及第二磁性体354在从第一轴方向观察时相互不重叠。
128.磁性体薄片300以包含在基材薄片152上配置n条第一磁性体254以及n条第二磁性体354的工序的方式而被制造出。
129.3.2.作用效果
130.在磁性体薄片300中,包含基材薄片152、被配置于基材薄片152上并具有磁性的线状的n条第一磁性体254、和被配置于基材薄片152上并具有磁性的线状的n条第二磁性体354。n条第一磁性体254中的一条第一磁性体254在从与基材薄片152的一个面152a正交的第一轴a1方向观察时沿着第二轴a2而被配置。n条第一磁性体254中的、除沿着第二轴a2而被配置的第一磁性体254以外的第一磁性体254在从第一轴a1方向观察时沿着使第二轴a2每次各旋转了(m
±
5)
°
后的(n-1)条第三轴a3而被配置。n条第二磁性体354沿着以第一轴a1为中心而使第二轴a2旋转了旋转角度θ后的第四轴a4以及使第三轴a3旋转了旋转角度θ后的第五轴a5而被配置。其中,n为3以上的奇数,并满足m=(360/n)
°
的关系,且θ不是(m/2)
°
。
131.因此,在磁性体薄片300中,在从第一轴a1方向观察时,能够使多条磁性体154以各自的长度方向互不相同的方式而被配置。由此,在磁性体薄片300中,与多条磁性体的长度方向相同的情况相比,能够提高脉冲信号的强度。在此,当利用检测装置对磁性体薄片进行检测时,存在根据磁性体的长度方向而检测不到脉冲信号的抵消方向。因此,当多条磁性体的长度方向相同时,存在如下的情况,即,多条磁性体的长度方向成为抵消方向而检测不到由多条磁性体产生的脉冲信号,从而作为整个磁性体薄片,脉冲信号的强度下降。在磁性体薄片300中,如上文所述,由于多条磁性体154以彼此的长度方向互不相同的方式被配置,因此,抵消方向成为长度方向的磁性体154仅成为一条。因此,与多条磁性体的长度方向相同的情况相比,能够在抑制磁性体154的条数的同时提高脉冲信号的强度。
132.在磁性体薄片300中,满足θ=(m/4)
°
的关系。因此,在磁性体薄片300中,如后文叙述的“4.实施例以及比较例”所示,与不满足θ=(m/4)
°
的关系的情况相比,能够提高脉冲信号的强度。
133.在磁性体薄片300中,在从第一轴a1方向观察时,n条第一磁性体254相互不重叠,n
条第二磁性体354相互不重叠,第一磁性体254以及第二磁性体354相互不重叠。因此,在磁性体薄片300中,与多条磁性体重叠的情况相比,能够具有较高的平坦性。
134.在磁性体薄片300中,第一磁性体254以及第二磁性体354具有大巴克豪森效应。因此,能够通过检测装置而检测出磁性体薄片300。
135.3.3.变形例
136.3.3.1.第一变形例
137.接下来,参照附图,对第三实施方式的第一变形例所涉及的磁性体薄片进行说明。图11为示意性地表示第三实施方式的第一变形例所涉及的磁性体薄片310的俯视图。
138.以下,在第三实施方式的第一变形例所涉及的磁性体薄片310中,对于具有与上述的第三实施方式所涉及的磁性体薄片300的结构部件相同的功能的部件而标记相同的符号,并省略其详细的说明。该情况在以下所示的第三实施方式的第二变形例至第四变形例所涉及的磁性体薄片中都是相同的。
139.在上述的磁性体薄片300中,如图10所示,n=5。即,第一磁性体254设置有5条,第二磁性体354设置有5条。
140.相对于此,在磁性体薄片310中,如图11所示,n=3。即,第一磁性体254设置有3条,第二磁性体354设置有3条。在n=3的磁性体薄片310中,与例如n=5的磁性体薄片300相比,能够实现低成本化。
141.另外,第一磁性体254以及第二磁性体354的条数未被特别限定,如图12所示,n=7。即,也可以设为,第一磁性体254设置有7条,第二磁性体354设置有7条。在n=7的磁性体薄片310中,与例如n=5的磁性体薄片300相比,能够提高脉冲信号的强度。
142.3.3.2.第二变形例
143.接下来,参照附图,对第三实施方式的第二变形例所涉及的磁性体薄片进行说明。图13为示意性地表示第三实施方式的第二变形例所涉及的磁性体薄片320的俯视图。
144.在上述的磁性体薄片300中,如图10所示,在从第一轴a1方向观察时,5条第一磁性体254的延长线在第一轴a1中相交于一点。
145.相对于此,在磁性体薄片320中,如图13所示,在从第一轴a1方向观察时,5条第一磁性体254的延长线未相交于一点。由5条第一磁性体254构成的第一组302的形状为一次旋转对称。如图13所示,5条第一磁性体254在离散的状态下被配置。第二磁性体354a与第四轴a4不重叠。第二磁性体354b、354c、354d与第五轴不重叠。
146.在磁性体薄片320中,由于在从第一轴a1方向观察时n条第一磁性体254的延长线未相交于一点,因此,如“4.实施例以及比较例”所示,与n条第一磁性体的延长线相交于一点的情况相比,能够提高脉冲信号的强度。
147.3.3.3.第三变形例
148.接下来,参照附图,对第三实施方式的第三变形例所涉及的磁性体薄片进行说明。图14为示意性地表示第三实施方式的第三变形例所涉及的磁性体薄片330的俯视图。
149.在上述的磁性体薄片300中,如图10所示,满足θ=(m/4)
°
的关系,具体而言,θ=18
°
。
150.相对于此,在磁性体薄片330中,如图14所示,不满足θ=(m/4)
°
的关系,具体而言,θ=25
°
。
151.3.3.4.第四变形例
152.接下来,参照附图,对第三实施方式的第四变形例所涉及的磁性体薄片进行说明。图15为,示意性地表示第三实施方式的第四变形例所涉及的磁性体薄片340的俯视图。
153.在上述的磁性体薄片300中,如图10所示,n条第一磁性体254的长度彼此相同。
154.相对于此,在磁性体薄片340中,如图15所示,n条第一磁性体254的长度互不相同。在图示的示例中,第一磁性体254a、254c、254d的长度小于第一磁性体254b、254e的长度。
155.4.实施例以及比较例
156.4.1.样品的制作
157.4.1.1.实施例1
158.在无纺布中配置电磁线,并通过修正带而使电磁线临时固定。如图11所示,将作为第一磁性体的第一电磁线的条数、以及作为第二磁性体的第二电磁线的条数分别设为3条。即,设为n=3、m=120
°
。设为θ=(m/4)
°
,具体而言,设为θ=30
°
。使第一电磁线以及第二电磁线的长度相等。使n条第一电磁线的延长线相交于1点。
159.接下来,在配置有电磁线的无纺布上,通过精工爱普生公司制的干式办公室造纸机“paperlab a-8000”而形成表层薄片,从而制作出a4尺寸的磁性体薄片。
160.4.1.2.实施例2
161.在实施例2中,如图10所示,除了将第一电磁线的条数以及第二电磁线的条数分别设为5条之外,以与实施例1同样的方式进行了制作。即,设为n=5,m=72
°
,θ=18
°
。
162.4.1.3.实施例3
163.在实施例3中,如图12所示,除了将第一电磁线的条数以及第二电磁线的条数分别设为7条之外,以与实施例1同样的方式进行了制作。即,设为n=7,m=51.4
°
,θ=12.9
°
。
164.4.1.4.实施例4
165.在实施例4中,如图13所示,除了将第一电磁线配置为第一电磁线的延长线未相交于一点之外,以与实施例2同样的方式进行了制作。
166.4.1.5.实施例5
167.在实施例5中,如图14所示,除了设为θ=25
°
之外,以与实施例2同样的方式进行了制作。
168.4.1.6.实施例6
169.在实施例6中,如图15所示,除了缩短5条第一电磁线中的3条第一电磁线之外,以与实施例2同样的方式进行了制作。
170.4.1.7.比较例1
171.在比较例1中,如图16所示,除了设为θ=(m/2)
°
、具体而言设为θ=60
°
之外,以与实施例1同样的方式进行了制作。
172.4.1.8.比较例2
173.在比较例2中,如图17所示,除了设为θ=(m/2)
°
、具体而言设为θ=36
°
之外,以与实施例2同样的方式进行了制作。
174.4.1.9.比较例3
175.在比较例3中,如图18所示,除了设为θ=(m/2)
°
、具体而言设为θ=25.7
°
之外,以与实施例3同样的方式进行了制作。
176.另外,图16至图18分别为示意性地表示比较例1至3的俯视图。在图16至图18中,将第一电磁线标记为“wg1”,将第二电磁线标记为“wg2”。
177.4.2.脉冲信号的强度的评价
178.对实施例1至6以及比较例1至3的脉冲信号的强度进行了评价。使1khz的振动电流流向大于a4尺寸的励磁线圈(匝数150),利用与励磁线圈分离800mm的检测线圈(匝数150),将电磁线的因磁化反转所导致的尖峰噪声作为脉冲信号的强度、即栅极灵敏度而进行了检测。
179.图19为表示实施例1至6以及比较例1至3中的脉冲信号的强度的图表。
180.如图19所示,通过实施例1与比较例1的比较可知,当两条电磁线的长度方向相同时,栅极灵敏度下降。可以说,根据实施例2和比较例2的比较、以及实施例3和比较例3的比较,也是同样的结论。
181.通过实施例2与实施例4的比较可知,在n条第一电磁线的延长线未相交于一点的情况下,与n条第一电磁线的延长线相交于一点的情况相比,栅极灵敏度较高。
182.通过实施例2与实施例5的比较可知,在满足θ=(m/4)
°
的关系的情况下,与不满足θ=(m/4)
°
的关系的情况相比,栅极灵敏度升高。
183.通过实施例2与实施例6的比较可知,当电磁线较短时,栅极灵敏度下降。
184.通过实施例1至3之间的比较可知,具有电磁线的条数越多则栅极灵敏度越高的趋势。
185.上述的实施方式以及变形例为一个示例,并未被限定于这些方式。例如,也能够适当地将各个实施方式以及各个变形例进行组合。
186.本发明包括与实施方式中所说明的结构实质上相同的结构(例如,功能、方法以及结果相同的结构,或者目的以及效果相同的结构)。此外,本发明包括对实施方式中所说明的结构的非本质部分进行了置换的结构。此外,本发明包括能够实现与实施方式中所说明的结构相同的作用效果的结构或者能够达成相同目的的结构。此外,本发明包括在实施方式中所说明的结构中附加了公知技术的结构。
187.根据上述的实施方式而导出了以下的内容。
188.磁性体薄片的一个方式包括:薄片;n条第一磁性体,其分别为线状,且被配置于所述薄片上,并具有磁性;n条第二磁性体,其分别为线状,且被配置于所述薄片上,并具有磁性,n条所述第一磁性体中的一条所述第一磁性体在从与所述薄片的主面正交的第一轴方向观察时沿着第二轴而被配置,n条所述第一磁性体中的、除沿着所述第二轴而被配置的所述第一磁性体以外的所述第一磁性体在从所述第一轴方向观察时,沿着使所述第二轴每次各旋转了(m
±
5)
°
后的(n-1)条第三轴而被配置,n条所述第二磁性体沿着以所述第一轴为中心而使所述第二轴旋转了旋转角度θ后的第四轴以及使所述第三轴旋转了所述旋转角度θ后的第五轴而被配置,其中,n为3以上的奇数,并且满足m=(360/n)
°
的关系,且θ不是(m/2)
°
。
189.根据该磁性体薄片,能够在抑制磁性体的条数的同时提高脉冲信号的强度。
190.在所述磁性体薄片的一个方式中,也可以设为,满足θ=(m/4)
°
的关系。
191.根据该磁性体薄片,能够提高脉冲信号的强度。
192.在所述磁性体薄片的一个方式中,也可以设为,在从所述第一轴方向观察时,n条
所述第一磁性体相互不重叠,n条所述第二磁性体相互不重叠,所述第一磁性体以及所述第二磁性体相互不重叠。
193.根据该磁性体薄片,能够具有较高的平坦性。
194.在所述磁性体薄片的一个方式中,也可以设为,所述第一磁性体以及所述第二磁性体具有大巴克豪森效应。
195.根据该磁性体薄片,能够通过检测装置来检测出磁性体薄片。
196.在所述磁性体薄片的一个方式中,也可以设为,在从所述第一轴方向观察时,n条所述第一磁性体的延长线未相交于一点。
197.根据该磁性体薄片,能够提高脉冲信号的强度。
198.磁性体薄片的制造方法的一个方式包括在薄片上配置具有磁性的线状的n条第一磁性体、以及具有磁性的线状的n条第二磁性体的工序,在配置所述第一磁性体以及所述第二磁性体的工序中,在从与所述薄片的主面正交的第一轴方向观察时,将n条所述第一磁性体中的一条所述第一磁性体沿着第二轴而配置,在从所述第一轴方向观察时,将n条所述第一磁性体中的、除沿着所述第二轴而配置的所述第一磁性体以外的所述第一磁性体沿着使所述第二轴每次各旋转了(m
±
5)
°
后的(n-1)条第三轴而配置,将n条所述第二磁性体沿着以所述第一轴为中心而使所述第二轴旋转了旋转角度θ后的第四轴以及使所述第三轴旋转了所述旋转角度θ后的第五轴而配置,其中,n为3以上的奇数,并且满足m=(360/n)
°
的关系,且θ不是(m/2)
°
。
199.符号说明
[0200]1…
料斗;2、3、7、8
…
管;9
…
料斗;10
…
供给部;12
…
粗碎部;14
…
粗碎刃;20
…
解纤部;22
…
导入口;24
…
排出口;40
…
筛选部;41
…
滚筒部;42
…
导入口;43
…
罩壳部;44
…
排出口;45
…
第一料片形成部;46
…
网带;47、47a
…
架设辊;48
…
抽吸机构;49
…
旋转体;49a
…
基部;49b
…
突部;50
…
混合部;52
…
添加物供给部;54
…
管;56
…
鼓风机;60
…
堆积部;61
…
滚筒部;62
…
导入口;63
…
罩壳部;70
…
第二料片形成部;72
…
网带;74
…
架设辊;76
…
抽吸机构;78
…
调湿部;80
…
薄片形成部;82
…
加压部;84
…
加热部;85
…
辊;86
…
加热辊;90
…
切断部;92
…
第一切断部;94
…
第二切断部;96
…
排出承接部;100
…
纤维体制造装置;110
…
排出部;120
…
第一供给卷筒;122
…
基座;130
…
第一配置部;132
…
第二供给卷筒;134
…
辊;136
…
引导件;138
…
剪切器;140
…
第二配置部;142
…
第三供给卷筒;144
…
剪切器;146
…
基材回收卷筒;150
…
基底薄片;150a
…
一个面;150b
…
另一个面;152
…
基材薄片;152a
…
一个面;152b
…
另一个面;154、154a、154b、154c、154d、154e、154f
…
功能材料;156
…
粘合带;156a
…
基材;156b
…
粘合部;157
…
粘合层;157a
…
表面;158
…
隐蔽层;160
…
表层薄片;200
…
纤维体制造装置;210
…
收纳部;254、254a、254b、254c、254d、254e
…
第一磁性体;300、310、320、330、340
…
磁性体薄片;302
…
第一组;304
…
第二组;354、354a、354b、354c、354d、354e
…
第二磁性体。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。