1.本发明涉及智能手环组装设备领域,尤其涉及一种手环内支架全自动组装设备。
背景技术:
2.智能手环的组装过程包含手环内支架和手环上盖的卡扣合装工序,需要人工将手环内支架卡入手环上盖内的侧卡扣内,人工操作的良品率低,报废率高并且工作效率低,无法适应生产需要。
技术实现要素:
3.本发明主要解决的技术问题是提供一种手环内支架全自动组装设备,通过六轴机械手对手环内支架实施自动化取料,并在下视觉相机的辅助下完成对手环内支架的预卡接,通过压扣机构对手环内支架实施最后压扣动作,全程无需人工干预,压力精准可控,生产效率高。
4.为解决上述技术问题,本发明采用的一个技术方案是:提供一种手环内支架全自动组装设备,包括机台、载盘、输送线、上料工位、合装工位、一级挡停气缸、tray盘供料机、六轴机械手、二级挡停气缸、压扣机构,所述机台上设置有由电机驱动的承载有载盘的输送线,所述输送线沿线划分有上料工位和合装工位,所述上料工位处设置有一级挡停气缸,所述机台为一级挡停气缸配套设置有tray盘供料机和六轴机械手,所述合装工位处设置有二级挡停气缸,所述二级挡停气缸的正上方架设有压扣机构。
5.在本发明一个较佳实施例中,所述六轴机械手上设置有拾料机构,所述拾料机构由主支架、副支架、延伸臂、负压吸头、相机、光源组成,所述主支架与六轴机械手相连,所述副支架扩展设置在主支架旁侧,所述主支架上设置延伸臂,所述延伸臂末端安装有负压吸头,所述副支架上设置有相机,所述相机上匹配安装有光源。
6.在本发明一个较佳实施例中,所述压扣机构由直立支架、三层吊台、下压气缸、延长杆、压力传感器、仿形压块、导套和导向柱组成,所述主支架顶端挂载有三层吊台,所述三层吊台上设置有下压气缸,所述下压气缸下连延长杆,所述延长杆下端设置压力传感器,所述压力传感器下连仿形压块。
7.在本发明一个较佳实施例中,所述仿形压块上于压力传感器的对称两侧竖直连接导向柱,所述导向柱套接在导套内,所述导套固定在三层吊台的底层。
8.在本发明一个较佳实施例中,载盘上等间距设置有若干手环上盖穴位,在组装时,所述拾料机构的负压吸头从45度斜侧方向对接匹配手环上盖穴位。
9.本发明的有益效果是:本发明提供的一种手环内支架全自动组装设备,通过六轴机械手对手环内支架实施自动化取料,并在下视觉相机的辅助下完成对手环内支架的预卡接,通过压扣机构对手环内支架实施最后压扣动作,全程无需人工干预,压力精准可控,生产效率高。
附图说明
10.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
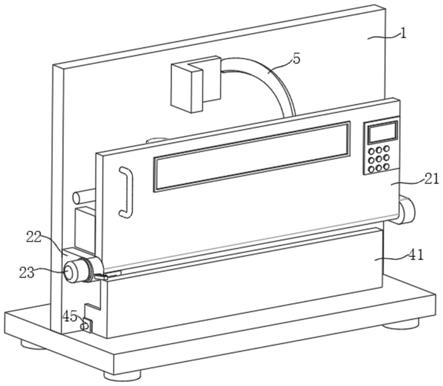
11.图1是本发明一种手环内支架全自动组装设备的一较佳实施例的整机结构图;
12.图2是本发明一种手环内支架全自动组装设备的一较佳实施例的拾料机构的结构图;
13.图3是本发明一种手环内支架全自动组装设备的一较佳实施例的压扣机构的结构图;
14.图4是本发明一种手环内支架全自动组装设备的一较佳实施例的产品结构图。
具体实施方式
15.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
16.如图1-4所示,本发明实施例包括:
17.一种手环内支架全自动组装设备,包括机台1、载盘2、输送线3、上料工位4、合装工位5、一级挡停气缸、tray盘供料机7、六轴机械手8、二级挡停气缸9、压扣机构10,所述机台1上设置有由电机驱动的承载有载盘2的输送线3,所述输送线3沿线划分有上料工位4和合装工位5,所述上料工位4处设置有一级挡停气缸,所述机台1为一级挡停气缸配套设置有tray盘供料机7和六轴机械手8,所述合装工位5处设置有二级挡停气缸9,所述二级挡停气缸9的正上方架设有压扣机构10。
18.其中,所述六轴机械手8上设置有拾料机构11,所述拾料机构11由主支架 111、副支架112、延伸臂113、负压吸头114、相机115、光源116组成,所述主支架111与六轴机械手8相连,所述副支架112扩展设置在主支架111旁侧,所述主支架111上设置延伸臂113,所述延伸臂113末端安装有负压吸头114,所述副支架112上设置有相机115,所述相机115上匹配安装有光源116。
19.进一步的,所述压扣机构10由直立支架101、三层吊台102、下压气缸103、延长杆104、压力传感器105、仿形压块106、导套107和导向柱108组成,所述主支架111顶端挂载有三层吊台102,所述三层吊台102上设置有下压气缸 103,所述下压气缸103下连延长杆104,所述延长杆104下端设置压力传感器 105,所述压力传感器105下连仿形压块106。
20.进一步的,所述仿形压块106上于压力传感器105的对称两侧竖直连接导向柱108,所述导向柱108套接在导套107内,所述导套107固定在三层吊台 102的底层。
21.进一步的,载盘2上等间距设置有若干手环上盖穴位201,在组装时,所述拾料机构11的负压吸头114从45度斜侧方向对接匹配手环上盖穴位201。
22.如图4所示是本设备所要加工的产品零部件,本设备应用在整条智能手环生产线上,负责为手环上盖1001装配入手环内支架1000,图中示出了手环内支架1000的两种装配
状态,其中平躺在手环上盖1001内的状态是安装完成的成品状态,其中斜置的状态是手环内支架1000刚刚配入手环上盖1001时候的初始状态。其中手环上盖1001的内壳体对称两侧具有侧卡扣1003,而相应的手环内支架1000对称两侧具有卡子1002,本设备是要将卡子1002卡入侧卡扣1003 内。
23.设备运行开始时,六轴机械手8根据坐标定位数据从tray盘供料机7盲取手环内支架1000,取来手环内支架1000后移送到如图1所示的机台1上的下视觉相机20处识别手环内支架1000并自动调整姿态;
24.接着,六轴机械手8将手环内支架1000转移到上料工位4,上料工位4处配备有光电传感器用于感应载盘2是否流入工位,检测到载盘2后,上料工位4 处的一级挡停气缸顶起,将载盘2拦截。如图2所示的载盘2内设置有5个穴位201,每个穴位201内防止有手环上盖1001,手环上盖1001的内腔朝上,六轴机械手8调整姿态将负压吸头114上的手环内支架1000斜向对位到手环上盖 1001内的侧卡扣1003上,然后断开负压气路,使手环内支架1000自然斜着扣放在手环上盖1001内;
25.下一步,一级挡停气缸将载盘2放行,载盘2沿着输送线3流转到合装工位5,在合装工位5处,二级挡停气缸9也配备有光电传感器用于感应载盘2,并且此工位除了二级挡停气缸9外,还在输送线3的底部对应设置有举升气缸,当载盘2被二级挡停气缸9拦截后,举升气缸将载盘2顶起脱离输送线3;
26.本设备此时执行压扣动作,此时压扣机构10内的若干下压气缸103带动延长杆104下行,仿形压块106的下表面设置有两个圆整的凸起部,这两个凸起部分别压在手环内支架1000的两侧,对应匹配手环上盖1001的两侧的侧卡扣 1003,此时下压气缸103继续下压,使自然斜放的手环内支架1000逐渐合入手环上盖1001的内腔;与此同时,压力传感器105实时监测下压压力,下压压力可以在如图3所示的压力显示器上进行观察,当达到预设压力值时即代表手环内支架1000成功扣入手环上盖1001的侧卡扣1003内。
27.至此一个完整的装配工序完成。
28.综上所述,本发明提供了一种手环内支架1000全自动组装设备,通过六轴机械手8对手环内支架1000实施自动化取料,并在下视觉相机20的辅助下完成对手环内支架1000的预卡接,通过压扣机构10对手环内支架1000实施最后压扣动作,全程无需人工干预,压力精准可控,生产效率高。
29.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。