1.本发明涉及降面铣削装饰件制备技术领域,尤其涉及一种降面铣削装饰件的制备方法。
背景技术:
2.以电子消费产品市场中的笔记本电脑为例,不同品牌厂商为了使其产品具有超高的硬件性能外,在其a面外观标志logo辨识度、装饰性方面也在不断寻求更美观、更高端的设计与制造工艺,目前,笔记本a面外观标志logo的成型工艺主要有模切、冲压、锻造、电铸、镭射、数码切割、cnc铣削等,其中,cnc铣削工艺可实现的加工效果最为丰富,同一产品中可实现一体降面铣削,在不同高度、不同角度、不同表面效果等方面自由切换;但是,现有的cnc铣削加工效率相对较低,其时间成本、设备成本以及铣削刀具成本相对较高,不能满足使用需求,综合上述情况加以改进,因此我们提出了一种降面铣削装饰件的制备方法用于解决上述问题。
技术实现要素:
3.基于背景技术存在的技术问题,本发明提出了一种降面铣削装饰件的制备方法。
4.本发明提出的一种降面铣削装饰件的制备方法,包括以下步骤:s1:首先使用板材印刷机在底板主体结构层的底部印刷底板底部装饰层;s2:通过丝网印刷工艺在底板主体结构层的顶部完成对可剥胶功能层的印刷,在制作丝网的时候直接将不需要印刷的地方镂空出来,同时镂空的区域不需要印刷可剥胶功能层;s3:通过涂覆机在s2中所述的可剥胶功能层的顶部以及底板主体结构层顶部的镂空区域涂抹一层uv树脂粘结层;s4:将涂抹有uv树脂粘结层的底板主体结构层放置在压印机上,将凸台主体结构层放置在uv树脂粘结层的顶部,通过压印机将uv树脂粘结层的顶部与凸台主体结构层的底部进行辊压贴合;s5:使用uv转印工艺在s4中所述的凸台主体结构层的顶部进行凸台表面功能层的加工;s6:利用铣削机沿凸台主体结构层的外轮廓进行铣削,铣削深度至底板主体结构层的顶部;s7:利用铣削机继续沿底板主体结构层的外轮廓进行铣削,铣削深度至底板底部装饰层的底部;s8:利用切割刀将底板主体结构层结构中的无效区域进行剥离,即可完成铣削工序。
5.优选地,所述s2中,将镂空区域进行适当外扩,使镂空区域面积大于凸台主体结构层的面积。
6.优选的,所述s3中,将一层uv树脂粘结层涂抹在可剥胶功能层的顶部以及底板主体结构层顶部的镂空区域。
7.优选的,所述s5中,凸台表面功能层可实现不同的纹理、光泽度、粗糙度、颜色、硬度等效果。
8.本发明便于将无效区域在一次大面积铣削后实现整块的剥离和去除,提高了对装饰件的制造效率,降低了大面积降面铣削带来的成本浪费,大大降低了cnc的铣削时间,从而降低了装饰件的加工成本,满足使用需求。
附图说明
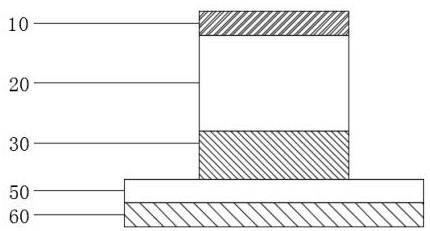
9.图1为本发明提出的一种降面铣削装饰件的半成品爆炸图;图2为本发明提出的一种降面铣削装饰件的成品爆炸图;图3为本发明提出的一种降面铣削装饰件的半成品剖视图;图4为本发明提出的一种降面铣削装饰件的成品剖视图;图5为本发明提出的一种降面铣削装饰件的立体图。
10.图中:10、凸台表面功能层;20、凸台主体结构层;30、uv树脂粘结层;40、可剥胶功能层;50、底板主体结构层;60、底板底部装饰层。
具体实施方式
11.下面结合具体实施例对本发明作进一步解说。
实施例
12.参照图1-5,本实施例提出了一种降面铣削装饰件的制备方法,包括以下步骤:s1:首先使用板材印刷机在底板主体结构层50的底部印刷底板底部装饰层60;s2:通过丝网印刷工艺在底板主体结构层50的顶部完成对可剥胶功能层40的印刷,在制作丝网的时候直接将不需要印刷的地方镂空出来,同时镂空的区域不需要印刷可剥胶功能层40,并将镂空区域进行适当外扩,使镂空区域面积大于凸台主体结构层的面积;s3:通过涂覆机在s2中所述的可剥胶功能层40的顶部以及底板主体结构层50顶部的镂空区域涂抹一层uv树脂粘结层30,此时uv树脂粘结层30填充在可剥胶功能层40的顶部以及底板主体结构层50顶部的镂空区域;s4:将涂抹有uv树脂粘结层30的底板主体结构层50放置在压印机上,将凸台主体结构层20放置在uv树脂粘结层30的顶部,通过压印机将uv树脂粘结层30的顶部与凸台主体结构层20的底部进行辊压贴合;s5:使用uv转印工艺在s4中所述的凸台主体结构层20的顶部进行凸台表面功能层10的加工,凸台表面功能层10可实现不同的纹理、光泽度、粗糙度、颜色、硬度等效果;s6:利用铣削机沿凸台主体结构层20的外轮廓进行铣削,铣削深度至底板主体结构层50的顶部;s7:利用铣削机继续沿底板主体结构层50的外轮廓进行铣削,铣削深度至底板底部装饰层60的底部;s8:利用切割刀将底板主体结构层50结构中的无效区域进行剥离,即可完成铣削
工序。
13.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种降面铣削装饰件的制备方法,其特征在于,包括以下步骤:s1:首先使用板材印刷机在底板主体结构层(50)的底部印刷底板底部装饰层(60);s2:通过丝网印刷工艺在底板主体结构层(50)的顶部完成对可剥胶功能层(40)的印刷,在制作丝网的时候直接将不需要印刷的地方镂空出来;s3:通过涂覆机在s2中所述的可剥胶功能层(40)的顶部以及底板主体结构层(50)顶部的镂空区域涂抹一层uv树脂粘结层(30);s4:将涂抹有uv树脂粘结层(30)的底板主体结构层(50)放置在压印机上,将凸台主体结构层(20)放置在uv树脂粘结层(30)的顶部,通过压印机将uv树脂粘结层(30)的顶部与凸台主体结构层(20)的底部进行辊压贴合;s5:使用uv转印工艺在s4中所述的凸台主体结构层(20)的顶部进行凸台表面功能层(10)的加工;s6:利用铣削机沿凸台主体结构层(20)的外轮廓进行铣削,铣削深度至底板主体结构层(50)的顶部;s7:利用铣削机继续沿底板主体结构层(50)的外轮廓进行铣削,铣削深度至底板底部装饰层(60)的底部;s8:利用切割刀将底板主体结构层(50)结构中的无效区域进行剥离,即可完成铣削工序。2.根据权利要求1所述的一种降面铣削装饰件的制备方法,其特征在于,所述s2中,将镂空区域进行适当外扩,使镂空区域面积大于凸台主体结构层(20)的面积。3.根据权利要求1所述的一种降面铣削装饰件的制备方法,其特征在于,所述s3中,将uv树脂粘结层(30)填充在可剥胶功能层(40)的顶部以及底板主体结构层(50)顶部的镂空区域。4.根据权利要求1所述的一种uv压印拉丝纹理的加工工艺,其特征在于,所述s5中,凸台表面功能层(10)可实现不同的纹理、光泽度、粗糙度、颜色、硬度等效果。
技术总结
本发明公开了一种降面铣削装饰件的制备方法,包括以下步骤:S1:首先使用板材印刷机在底板主体结构层的底部印刷底板底部装饰层;S2:通过丝网印刷工艺在底板主体结构层的顶部完成对可剥胶功能层的印刷,在制作丝网的时候直接将不需要印刷的地方镂空出来,同时镂空的区域不需要印刷可剥胶功能层;S3:通过涂覆机在S2中所述的可剥胶功能层的顶部以及底板主体结构层顶部的镂空区域涂抹一层UV树脂粘结层。本发明便于将无效区域在一次大面积铣削后实现整块的剥离和去除,提高了对装饰件的制造效率,降低了大面积降面铣削带来的成本浪费,大大降低了CNC的铣削时间,从而降低了装饰件的加工成本,满足使用需求。满足使用需求。满足使用需求。
技术研发人员:康成军 邱吉有
受保护的技术使用者:丝艾工业科技(海安)有限公司
技术研发日:2021.12.24
技术公布日:2022/4/12
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。