1.本发明涉及冶金生产技术领域,尤其涉及一种基于数字孪生的宽厚板板形翘扣头动态调控方法。
背景技术:
2.厚板作为国家重大装备的基础零部件,应用于航空母舰、潜艇、核电站等诸多领域,其产品数量需求在全世界内日益增长,提高宽厚板产品质量一直是国内外研究热点,尤其对于其轧制过程中产生的板形问题难以得到很好的解决,目前国内外的解决办法多以钢厂工人的工程经验进行对轧制过程中板形的人工操作干预,这种方式效率低,对宽厚板板形控制精度差。
3.数字孪生是充分利用理论模型、优化算法、大数据库等数据,集成多物理量、多尺度、多概率的仿真过程,在计算机系统中完成映射,从而反映相对应的实体装备生产工艺的全流程过程。数字孪生系统在工程领域应用广泛,但是在宽厚板板形控制领域应用较少,并缺乏系统性的板形调控指导策略,针对带钢轧制板形控制问题,公开号cn113333474a的中国发明专利申请了一种基于数字孪生的带钢热轧板形控制方法和系统,是利用产生数据库、物理模型、有限元计算结果数据库建立数字孪生体,但其仅实现对带钢板形的预测和控制,未分析由于调控板形而引起的材料力学性能的变化,不能兼顾控形控性。相对于带钢这类薄板,宽厚板无张力控制,轧制过程为单机架往复的轧制,由于其厚度一般大于50mm,其内部残余应力更大,板形调控十分困难,并且对板形调控中材料晶粒和力学性能变化要求更高,因此,对于宽厚板的板形调控策略,需要构建全新的、系统性数字孪生体,实现对宽厚板板形翘扣头动态调控。
技术实现要素:
4.针对上述行业发展技术背景,本发明旨在提供一种基于数字孪生的宽厚板板形翘扣头动态调控方法,在能够及时满足现有工业轧机液压系统、传动系统的控制精度及响应速度的情况下,建立以理论预测模型、有限元仿真数据库、轧制实验晶粒尺寸数据库、轧机刚度变化数据库为基础的数字孪生体,通过数字孪生体对下一道次轧制参数的调整,改善宽厚板板形翘扣头情况。
5.本发明解决其技术问题所采用的技术方案是:
6.一种基于数字孪生的宽厚板板形翘扣头动态调控方法,其特征在于,包括数字孪生的建立和数字孪生体与轧机交互调控板形。
7.数字孪生体的建立包括以下步骤:
8.s1、利用板坯上下表面温差模型、变辊缝矫直模型、上下工作辊辊速比模型建立宽厚板板形翘扣头调控的理论预测模型;s2、借助有限元仿真软件分析各规格宽厚板在轧制线高度、摩擦系数、传送辊辊道运动速度下的宽厚板板形翘扣头变化趋势,提取各输入参数影响下的输出参数,建立有限元仿真数据库;s3、借助gleeble3800轧制实验,分析在不同规
格板坯下的应变速率、峰值应力、平均轧制温度下的晶粒变化尺寸,提取各输入参数影响下的输出参数,建立轧制实验晶粒尺寸数据库;s4、利用东华轧机刚度测试软件系统现场测试轧机在不同规格下钢板下的轧机两侧刚度变化情况,建立轧机刚度变化数据库;s5、将理论预测模型、有限元仿真数据库、轧制实验晶粒尺寸数据库、轧机刚度变化数据库、钢厂原定计划生产数据导入钢厂的轧制参数控制系统中,建立数字孪生体。
9.数字孪生体与轧机交互调控板形中具体运行步骤为:
10.t1、板坯轧制第一道次不进行数字孪生体对轧机参数和板坯参数发出命令指控,除第一道次外,在轧制前利用板形仪检测出翘头或者扣头时,宽厚板板形翘扣头系数输入数字孪生体,理论预测模型首先反馈出下一道次的板坯上下表面温差、轧制过程中的辊缝变化量、上下工作辊辊速比的参数具体值;t2、将理论预测模型反馈的轧制参数输入有限元仿真数据库,反馈下一道次稳定轧制下的轧制线高度、摩擦系数、传送辊辊道运动速度的参数具体值;t3、将理论预测模型和有限元仿真数据库反馈的轧制参数再输入轧机刚度变化数据库中,确定下一道次两侧液压缸的具体弯辊力;t4、,将理论预测模型、有限元仿真数据库、轧机刚度变化数据库反馈的轧制参数再输入到轧制实验晶粒尺寸数据库中,反馈出下一道次的板坯平均温度;t5、通过数字孪生体反馈的轧制参数输出命令修改下一道次原定的计划轧制参数,修改参数包括板坯上下表面温差、轧制过程中的辊缝变化量、上下工作辊辊速比、轧制线高度、摩擦系数、传送辊辊道运动速度、两侧液压缸的具体弯辊力、板坯平均温度,轧机控制系统会根据数字孪生体的修改指令进行下一道次轧制任务。
11.进一步地,所述板坯上下表面温差模型为:
[0012][0013]
式中:t为下一道次的板坯上下表面温差值;x为翘扣头权重系数一;η为单道次压下率。
[0014]
进一步地,所述变辊缝矫直模型:h=2.28-1.271y 1.854y2 1.365/lny
[0015]
式中:h为下一道次轧制至板坯尾部时的辊缝下降值,y为翘扣头权重系数二。
[0016]
进一步地,所述上下工作辊辊速比模型为:
[0017][0018]
式中:v为上下工作辊辊速比,z为翘扣头权重系数三。
[0019]
进一步地,所述翘扣头系数:p=17.2%x 25.8%y 57%z
[0020]
式中:p为上下工作辊辊速比,x为翘扣头权重系数一,y为翘扣头权重系数二,z为
翘扣头权重系数三。
[0021]
进一步地,所述该工艺可进行轧制材料为钢合金、铝合金、铜合金、镁合金,可对厚度大于50mm以上的宽厚板进行轧制,轧制温度条件为热轧。
[0022]
本发明的有益效果至少包括:
[0023]
本发明提出了一种基于数字孪生的宽厚板板形翘扣头动态调控方法,该方法包括数字孪生的建立和数字孪生体调控板形的具体运行步骤,建立了理论预测模型、有限元仿真数据库、轧制实验晶粒尺寸数据库、轧机刚度变化数据库。
[0024]
本发明建立数字孪生体并将其应用到宽厚板板形控制中,当板形利用板形仪检测出翘头或者扣头时,宽厚板板形翘扣头系数输入数字孪生体,利用数字孪生体反馈出下一道次的轧制工艺参数,在下一道次的宽厚板在轧制过程中通过轧制工艺参数的动态变化实现对板形翘扣头的动态调整,可有效改善宽厚板翘扣头,并且减少人工干预误差,降低人工成本,实现了宽厚板板形翘扣头的智能化。
[0025]
本发明利用数字孪生体对轧机进行实时动态控制,既能实现改善翘扣头的目的,又能实现对轧制材料的晶粒尺寸和力学性能的控制,实现控形控性的一体化。
附图说明
[0026]
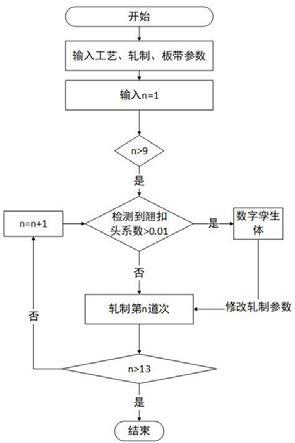
图1为本发明的在宽厚板轧制过程中的翘扣头控制方法流程图;
[0027]
图2为本发明的数字孪生体与轧机交互运行流程图;
[0028]
图3为变辊缝矫直翘扣头的轧制过程示意图。
具体实施方式
[0029]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。本发明提出了一种基于数字孪生的宽厚板板形翘扣头动态调控方法。下面结合附图及实施例对本发明做进一步说明:
[0030]
实施案例一
[0031]
一种基于数字孪生的宽厚板板形翘扣头动态调控方法,其特征在于,包括数字孪生的建立和数字孪生体与轧机交互调控板形;
[0032]
q370qe轧制工艺参数如下表所示:
[0033]
钢种厚度中间坯厚度比二开温度终轧温度返红温度q370qe125mm1.91185k1104k874k
[0034]
字孪生体的建立包括以下步骤:
[0035]
s1、利用板坯上下表面温差模型、变辊缝矫直模型、上下工作辊辊速比模型建立宽厚板板形翘扣头调控的理论预测模型;s2、借助有限元仿真软件分析各规格宽厚板在轧制线高度、摩擦系数、传送辊辊道运动速度下的宽厚板板形翘扣头变化趋势,提取各输入参数影响下的输出参数,建立有限元仿真数据库;s3、借助gleeble3800轧制实验,分析在不同规格板坯下的应变速率、峰值应力、平均轧制温度下的晶粒变化尺寸,提取各输入参数影响下的输出参数,建立轧制实验晶粒尺寸数据库;s4、利用东华轧机刚度测试软件系统现场测试
轧机在不同规格下钢板下的轧机两侧刚度变化情况,建立轧机刚度变化数据库;s5、将理论预测模型、有限元仿真数据库、轧制实验晶粒尺寸数据库、轧机刚度变化数据库、钢厂原定计划生产数据导入钢厂的轧制参数控制系统中,建立数字孪生体;
[0036]
数字孪生体与轧机交互调控板形中具体运行步骤为:
[0037]
t1、板坯轧制第一道次不进行数字孪生体对轧机参数和板坯参数发出命令指控,除第一道次外,在轧制前利用板形仪检测出翘头或者扣头时,宽厚板板形翘扣头系数输入数字孪生体,理论预测模型首先反馈出下一道次的板坯上下表面温差、轧制过程中的辊缝变化量、上下工作辊辊速比的参数具体值;t2、将理论预测模型反馈的轧制参数输入有限元仿真数据库,反馈下一道次稳定轧制下的轧制线高度、摩擦系数、传送辊辊道运动速度的参数具体值;t3、将理论预测模型和有限元仿真数据库反馈的轧制参数再输入轧机刚度变化数据库中,确定下一道次两侧液压缸的具体弯辊力;t4、,将理论预测模型、有限元仿真数据库、轧机刚度变化数据库反馈的轧制参数再输入到轧制实验晶粒尺寸数据库中,反馈出下一道次的板坯平均温度;t5、通过数字孪生体反馈的轧制参数输出命令修改下一道次原定的计划轧制参数,修改参数包括板坯上下表面温差、轧制过程中的辊缝变化量、上下工作辊辊速比、轧制线高度、摩擦系数、传送辊辊道运动速度、两侧液压缸的具体弯辊力、板坯平均温度,轧机控制系统会根据数字孪生体的修改指令进行下一道次轧制任务。
[0038]
进一步地,所述板坯上下表面温差模型为:
[0039][0040]
式中:t为下一道次的板坯上下表面温差值;x为翘扣头权重系数一;η为单道次压下率。
[0041]
进一步地,所述变辊缝矫直模型:h=2.28-1.271y 1.854y2 1.365/lny
[0042]
式中:h为下一道次轧制至板坯尾部时的辊缝下降值,y为翘扣头权重系数二。
[0043]
进一步地,所述上下工作辊辊速比模型为:
[0044][0045]
式中:v为上下工作辊辊速比,z为翘扣头权重系数三。
[0046]
根据权利要求1中所述的一种基于数字孪生的宽厚板板形翘扣头动态调控方法,其特征在于,所述翘扣头系数:p=17.2%x 25.8%y 57%z
[0047]
式中:p为上下工作辊辊速比,x为翘扣头权重系数一,y为翘扣头权重系数二,z为翘扣头权重系数三。
[0048]
进一步地,所述该工艺可进行轧制材料为钢合金、铝合金、铜合金、镁合金,可对厚度大于50mm以上的宽厚板进行轧制,轧制温度条件为热轧。
[0049]
通过工业实验q370qe宽厚板板形翘扣头合格率由70%提高到85%以上,取得了显著稳定生产实绩。
[0050]
以上所述的实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。