技术特征:
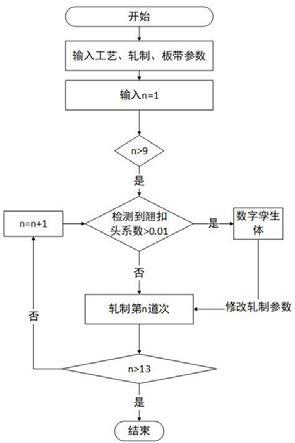
1.一种基于数字孪生的宽厚板板形翘扣头动态调控方法,其特征在于,包括数字孪生的建立和数字孪生体与轧机交互调控板形;数字孪生体的建立包括以下步骤:s1、利用板坯上下表面温差模型、变辊缝矫直模型、上下工作辊辊速比模型建立宽厚板板形翘扣头调控的理论预测模型;s2、借助有限元仿真软件分析各规格宽厚板在轧制线高度、摩擦系数、传送辊辊道运动速度下的宽厚板板形翘扣头变化趋势,提取各输入参数影响下的输出参数,建立有限元仿真数据库;s3、借助gleeble3800轧制实验,分析在不同规格板坯下的应变速率、峰值应力、平均轧制温度下的晶粒变化尺寸,提取各输入参数影响下的输出参数,建立轧制实验晶粒尺寸数据库;s4、利用东华轧机刚度测试软件系统现场测试轧机在不同规格下钢板下的轧机两侧刚度变化情况,建立轧机刚度变化数据库;s5、将理论预测模型、有限元仿真数据库、轧制实验晶粒尺寸数据库、轧机刚度变化数据库、钢厂原定计划生产数据导入钢厂的轧制参数控制系统中,建立数字孪生体;数字孪生体与轧机交互调控板形中具体运行步骤为:t1、板坯轧制第一道次不进行数字孪生体对轧机参数和板坯参数发出命令指控,除第一道次外,在轧制前利用板形仪检测出翘头或者扣头时,宽厚板板形翘扣头系数输入数字孪生体,理论预测模型首先反馈出下一道次的板坯上下表面温差、轧制过程中的辊缝变化量、上下工作辊辊速比的参数具体值;t2、将理论预测模型反馈的轧制参数输入有限元仿真数据库,反馈下一道次稳定轧制下的轧制线高度、摩擦系数、传送辊辊道运动速度的参数具体值;t3、将理论预测模型和有限元仿真数据库反馈的轧制参数再输入轧机刚度变化数据库中,确定下一道次两侧液压缸的具体弯辊力;t4、,将理论预测模型、有限元仿真数据库、轧机刚度变化数据库反馈的轧制参数再输入到轧制实验晶粒尺寸数据库中,反馈出下一道次的板坯平均温度;t5、通过数字孪生体反馈的轧制参数输出命令修改下一道次原定的计划轧制参数,修改参数包括板坯上下表面温差、轧制过程中的辊缝变化量、上下工作辊辊速比、轧制线高度、摩擦系数、传送辊辊道运动速度、两侧液压缸的具体弯辊力、板坯平均温度,轧机控制系统会根据数字孪生体的修改指令进行下一道次轧制任务。2.根据权利要求1中所述的一种基于数字孪生的宽厚板板形翘扣头动态调控方法,其特征在于,所述板坯上下表面温差模型为:式中:t为下一道次的板坯上下表面温差值;x为翘扣头权重系数一;η为单道次压下率。3.根据权利要求1中所述的一种基于数字孪生的宽厚板板形翘扣头动态调控方法,其特征在于,所述变辊缝矫直模型:h=2.28-1.271y 1.854y2 1.365/lny式中:h为下一道次轧制至板坯尾部时的辊缝下降值,y为翘扣头权重系数二。4.根据权利要求1所述的一种基于数字孪生的宽厚板板形翘扣头动态调控方法,其特
征在于,所述上下工作辊辊速比模型为:式中:v为上下工作辊辊速比,z为翘扣头权重系数三。5.根据权利要求1中所述的一种基于数字孪生的宽厚板板形翘扣头动态调控方法,其特征在于,所述翘扣头系数:p=17.2%x 25.8%y 57%z式中:p为上下工作辊辊速比,x为翘扣头权重系数一,y为翘扣头权重系数二,z为翘扣头权重系数三。6.根据权利要求1所述的一种基于数字孪生的宽厚板板形翘扣头动态调控方法,其特征在于,所述该工艺可进行轧制材料为钢合金、铝合金、铜合金、镁合金,可对厚度大于50mm以上的宽厚板进行轧制,轧制温度条件为热轧。
技术总结
本发明公开了一种基于数字孪生的宽厚板板形翘扣头动态调控方法,该方法包括数字孪生的建立和数字孪生体与轧机交互调控板形;通过理论预测模型、有限元仿真数据库、轧制实验晶粒尺寸数据库、轧机刚度变化数据库建立了数字孪生体并将其应用到宽厚板板形控制中,当板形利用板形仪检测出翘头或者扣头时,利用数字孪生体反馈出下一道次的轧制工艺参数,在下一道次轧制宽厚板时通过轧制工艺参数的动态变化实现对板形翘扣头的调整,可有效改善宽厚板翘扣头,本方法利用数字孪生体对轧机进行动态控制,既能实现改善翘扣头的目的,又能实现对轧制材料的晶粒尺寸和力学性能的控制,实现控形控性的一体化。控性的一体化。控性的一体化。
技术研发人员:彭艳 吴俊平 徐龙飞 王瑾 鲍梦媛 牛继龙 邓飞翔 王凡
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:2021.12.30
技术公布日:2022/4/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。