1.本发明涉及汽车轮毂加工技术领域,具体来说,涉及一种汽车轮毂冲压焊接装置。
背景技术:
2.汽车轮毂是车轮中心安装车轴的部位,常被称为轮圈或者钢圈,汽车轮毂是汽车零部件的一个重要组成部分,伴随着中国汽车零部件工业的成长,轮毂行业逐渐发展壮大起来,汽车轮毂的需求量将随汽车销量的增长而增长,现有市场上的轮毂存在着大量的钢制轮毂,钢质轮毂因其制造工艺简单、成本相对较低且抗金属疲劳的能力很强,被广泛使用,轮毂在生产制造过程中需要对轮毂的边缘进行焊接。
3.现有技术中的汽车轮毂焊接装置不便于对轮毂进行夹持固定,且在固定时不能够实现对轮毂的多方位同步夹紧,从而容易造成轮毂夹持的偏斜,进而影响轮毂的焊接质量,并且在焊接时不便于多方位焊接,从而导致焊接效率低下,而且不能够保证焊接头与轮毂之间始终接触,进而影响焊接质量。
技术实现要素:
4.本发明的技术任务是针对以上不足,提供一种汽车轮毂冲压焊接装置,不仅方便对待焊接的轮毂进行夹持固定,而且能够对轮毂的内圈进行多方位同步夹紧固定,因此避免了对轮毂夹持时出现的偏斜,从而保证了轮毂的焊接质量,并且在焊接时能够实现多方位圆周焊接,既提高了轮毂焊接效率,又保证了轮毂的焊接质量,而且在焊接过程中,能够始终保证焊头与轮毂的紧密接触,进而提高了焊接质量,来解决上述问题。
5.本发明的技术方案是这样实现的:
6.一种汽车轮毂冲压焊接装置,包括:
7.工作台、安装在所述工作台中心处的驱动机构、安装在工作台顶部的固定机构、安装在所述工作台顶部的龙门架以及安装在所述龙门架上的焊接机构;
8.其中,所述驱动机构包括固定安装在所述工作台底部中心处的驱动电机,所述驱动电机的输出轴活动贯穿所述工作台设置,并延伸至所述工作台的上方固定连接有驱动轴,所述驱动轴的顶部固定连接有主动锥形齿轮;
9.其中,所述固定机构由固定座以及等距离安装在所述固定座顶部的若干个固定组件构成;
10.其中,所述固定组件由支撑组件、安装在所述支撑组件上的夹紧组件以及安装在所述夹紧组件上的限位组件构成;
11.其中,所述支撑组件包括固定连接在所述固定座顶部的支撑杆,所述支撑杆的顶部固定连接有支撑架,所述支撑架顶部的两侧均固定连接有轴承座;
12.其中,所述夹紧组件包括转动安装在两个所述轴承座上的螺纹轴,所述螺纹轴的端部固定连接有与所述主动锥形齿轮相互啮合的从动锥形齿轮,所述螺纹轴的表面螺纹连接有与所述螺纹轴相互啮合的螺纹套,所述螺纹套的顶部与底部均固定连接有连接块,两
个所述连接块的侧面均固定连接有夹紧杆,两个所述夹紧杆的另一端通过弧形夹板固定连接,所述弧形夹板的底部固定连接有安装块;
13.其中,所述限位组件包括固定连接在所述支撑杆侧面的限位筒,所述限位筒的内壁上滑动连接有与所述限位筒相适配的限位柱,位于所述限位筒内部的限位柱表面固定连接有两个限位盘;
14.其中,所述焊接机构由压紧组件、安装在所述压紧组件上的旋转组件、安装在所述压紧组件上的驱动组件以及安装在所述旋转组件上的焊接组件构成;
15.其中,所述压紧组件包括固定连接在所述龙门架顶部的压紧气缸,所述压紧气缸的输出端上固定连接有驱动杆,所述驱动杆的底部固定连接有压紧盘,所述压紧盘底部的边缘处固定连接有压紧圈;
16.其中,所述旋转组件包括环形滑轨,所述环形滑轨的内壁上固定连接有环形齿条,所述环形滑轨的底部开设有环形滑槽,所述环形滑槽的内壁上滑动连接有滑杆,且所述滑杆的底部与所述压紧盘的顶部固定连接;
17.其中,所述驱动组件包括固定连接在所述压紧盘顶部的安装板,所述安装板的顶部固定连接有伺服电机,所述伺服电机的输出轴上固定连接有与所述环形齿条相适配的驱动齿轮;
18.其中,所述焊接组件包括固定连接在所述环形滑轨侧面的安装杆,所述安装杆的端部固定连接有安装滑套,所述安装滑套上滑动连接有滑柱,所述滑柱的底部固定连接有安装盘,位于所述安装盘与安装滑套之间的滑柱表面套设有套簧,所述安装盘的底部固定连接有焊枪。
19.作为优选,所述工作台底部的四角处均固定连接有支撑腿。
20.作为优选,所述夹紧组件还包括固定连接在所述螺纹轴远离所述从动锥形齿轮一端的限位块。
21.作为优选,所述弧形夹板远离所述从动锥形齿轮的一端固定连接有夹紧垫。
22.作为优选,所述限位组件还包括固定连接在所述限位筒上的限位圈。
23.作为优选,所述限位盘的边缘处设置有等距离排列的若干个限位滚珠,且所述限位滚珠靠近所述限位筒内壁的一侧与所述限位筒的内壁滚动连接。
24.作为优选,所述压紧组件还包括固定连接在所述压紧圈底部的压紧垫。
25.作为优选,所述压紧盘为镂空设计。
26.作为优选,所述环形滑槽开设为t型槽,且所述滑杆的顶部设置有与所述t型槽相适配的t型块。
27.作为优选,所述焊接组件还包括固定连接在所述滑柱顶部的限位球。
28.与现有技术相比,本发明的优点和积极效果在于:
29.1、本发明,设置的若干个夹紧组件均由螺纹轴、从动锥形齿轮、螺纹套、连接块、夹紧杆、弧形夹板以及安装块构成,既方便对待焊接的轮毂进行夹持固定,而且通过若干个弧形夹板从多方位对轮毂的内圈进行同时夹紧固定,从而避免了轮毂夹持时出现的偏斜,也因此保证了焊接质量;
30.2、本发明,设置的限位组件由限位筒、限位柱以及限位盘构成,通过限位筒以及限位柱之间的相互作用下,能够实现对夹紧组件的限位作用,从而提高了弧形夹板对待焊接
轮毂夹持的稳定性;
31.3、本发明,设置的压紧组件由压紧气缸、驱动杆、压紧盘以及压紧圈构成,能够在焊接时对轮毂从上方对轮毂进行再次压紧固定,从而有效的避免了轮毂焊接时出现的错位,也因此提高了轮毂焊接的质量;
32.4、本发明,设置的焊接组件由安装杆、安装滑套、滑柱、安装盘、套簧以及焊枪构成,通过滑动连接的滑柱以及套簧的弹力作用下,能够保证焊枪的焊头始终与待焊接轮毂紧密接触,从而提高了焊接质量;
33.5、本发明,设置的旋转组件以及驱动组件分别由环形滑轨、环形齿条、环形滑槽、滑杆以及安装板、伺服电机、驱动齿轮构成,通过伺服电机带动驱动齿轮转动,并在环形齿条的齿牙啮合作用下,能够实现对环形滑轨的周向转动,从而能够带动焊接组件上的焊枪进行圆周运动,因此方便对轮毂进行周向焊接,从而提高了焊接质量,而且通过环形滑槽以及滑杆之间的相互作用,提高了环形滑轨带动焊接组件对轮毂进行焊接的稳定性。
附图说明
34.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
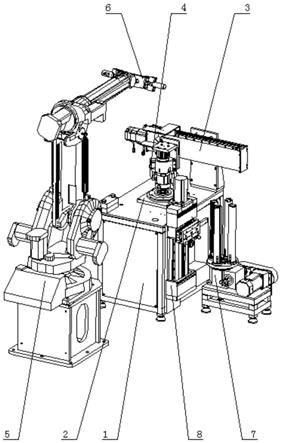
35.图1是根据本发明实施例的汽车轮毂冲压焊接装置的结构示意图;
36.图2是根据本发明实施例的汽车轮毂冲压焊接装置中驱动机构的结构示意图;
37.图3是根据本发明实施例的汽车轮毂冲压焊接装置中驱动机构的另一视角的结构示意图;
38.图4是根据本发明实施例的汽车轮毂冲压焊接装置中固定机构的结构示意图;
39.图5是根据本发明实施例的汽车轮毂冲压焊接装置中固定组件的结构示意图;
40.图6是根据本发明实施例的汽车轮毂冲压焊接装置中支撑组件的结构示意图;
41.图7是根据本发明实施例的汽车轮毂冲压焊接装置中夹紧组件的结构示意图;
42.图8是根据本发明实施例的汽车轮毂冲压焊接装置中限位组件的结构示意图;
43.图9是根据本发明实施例的汽车轮毂冲压焊接装置中焊接机构的结构示意图;
44.图10是根据本发明实施例的汽车轮毂冲压焊接装置中压紧组件的结构示意图;
45.图11是根据本发明实施例的汽车轮毂冲压焊接装置中压紧组件的另一视角的结构示意图;
46.图12是根据本发明实施例的汽车轮毂冲压焊接装置中旋转组件的结构示意图;
47.图13是根据本发明实施例的汽车轮毂冲压焊接装置中旋转组件的另一视角的结构示意图;
48.图14是根据本发明实施例的汽车轮毂冲压焊接装置中旋转组件的剖面结构示意图;
49.图15是根据本发明实施例的汽车轮毂冲压焊接装置中驱动组件的结构示意图;
50.图16是根据本发明实施例的汽车轮毂冲压焊接装置中焊接组件的结构示意图。
51.图中:
52.1、工作台;2、驱动机构;3、固定机构;4、龙门架;5、焊接机构;
53.201、驱动电机;202、驱动轴;203、主动锥形齿轮;
54.301、固定座;302、固定组件;
55.3021、支撑组件;3022、夹紧组件;3023、限位组件;
56.30211、支撑杆;30212、支撑架;30213、轴承座;
57.30221、螺纹轴;302211、限位块;30222、从动锥形齿轮;30223、螺纹套;30224、连接块;30225、夹紧杆;30226、弧形夹板;302261、夹紧垫;30227、安装块;
58.30231、限位筒;302311、限位圈;30232、限位柱;30233、限位盘;302331、限位滚珠;
59.501、压紧组件;502、旋转组件;503、驱动组件;504、焊接组件;
60.5011、压紧气缸;5012、驱动杆;5013、压紧盘;5014、压紧圈;50141、压紧垫;
61.5021、环形滑轨;5022、环形齿条;5023、环形滑槽;5024、滑杆;
62.5031、安装板;5032、伺服电机;5033、驱动齿轮;
63.5041、安装杆;5042、安装滑套;5043、滑柱;50431、限位球;5044、安装盘;5045、套簧;5046、焊枪。
具体实施方式
64.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和实施例对本发明做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
65.下面结合附图和具体实施例对本发明作进一步说明。
66.实施例1
67.如图1-16所示,根据本发明实施例的一种汽车轮毂冲压焊接装置,包括工作台1、安装在所述工作台1中心处的驱动机构2、安装在工作台1顶部的固定机构3、安装在所述工作台1顶部的龙门架4以及安装在所述龙门架4上的焊接机构5;
68.其中,所述工作台1底部的四角处均固定连接有支撑腿;
69.其中,所述驱动机构2包括固定安装在所述工作台1底部中心处的驱动电机201,所述驱动电机201的输出轴活动贯穿所述工作台1设置,并延伸至所述工作台1的上方固定连接有驱动轴202,所述驱动轴202的顶部固定连接有主动锥形齿轮203;
70.其中所述固定机构3由固定座301以及等距离安装在所述固定座301顶部的若干个固定组件302构成;
71.其中所述固定组件302由支撑组件3021、安装在所述支撑组件3021上的夹紧组件3022以及安装在所述夹紧组件3022上的限位组件3023构成;
72.其中,所述支撑组件3021包括固定连接在所述固定座301顶部的支撑杆30211,所述支撑杆30211的顶部固定连接有支撑架30212,所述支撑架30212顶部的两侧均固定连接有轴承座30213;
73.其中,所述夹紧组件3022包括转动安装在两个所述轴承座30213上的螺纹轴30221,所述螺纹轴30221的端部固定连接有与所述主动锥形齿轮203相互啮合的从动锥形齿轮30222,所述螺纹轴30221的表面螺纹连接有与所述螺纹轴30221相互啮合的螺纹套30223,所述螺纹套30223的顶部与底部均固定连接有连接块30224,两个所述连接块30224
的侧面均固定连接有夹紧杆30225,两个所述夹紧杆30225的另一端通过弧形夹板30226固定连接,所述弧形夹板30226的底部固定连接有安装块30227;
74.其中,所述限位组件3023包括固定连接在所述支撑杆30211侧面的限位筒30231,所述限位筒30231的内壁上滑动连接有与所述限位筒30231相适配的限位柱30232,位于所述限位筒30231内部的限位柱30232表面固定连接有两个限位盘30233;
75.其中,所述焊接机构5由压紧组件501、安装在所述压紧组件501上的旋转组件502、安装在所述压紧组件501上的驱动组件503以及安装在所述旋转组件502上的焊接组件504构成;
76.其中,所述压紧组件501包括固定连接在所述龙门架4顶部的压紧气缸5011,所述压紧气缸5011的输出端上固定连接有驱动杆5012,所述驱动杆5012的底部固定连接有压紧盘5013,所述压紧盘5013底部的边缘处固定连接有压紧圈5014;
77.其中,所述旋转组件502包括环形滑轨5021,所述环形滑轨5021的内壁上固定连接有环形齿条5022,所述环形滑轨5021的底部开设有环形滑槽5023,所述环形滑槽5023的内壁上滑动连接有滑杆5024,且所述滑杆5024的底部与所述压紧盘5013的顶部固定连接;
78.其中,所述驱动组件503包括固定连接在所述压紧盘5013顶部的安装板5031,所述安装板5031的顶部固定连接有伺服电机5032,所述伺服电机5032的输出轴上固定连接有与所述环形齿条5022相适配的驱动齿轮5033;
79.其中,所述焊接组件504包括固定连接在所述环形滑轨5021侧面的安装杆5041,所述安装杆5041的端部固定连接有安装滑套5042,所述安装滑套5042上滑动连接有滑柱5043,所述滑柱5043的底部固定连接有安装盘5044,位于所述安装盘5044与安装滑套5042之间的滑柱5043表面套设有套簧5045,所述安装盘5044的底部固定连接有焊枪5046。
80.通过采用上述技术方案,不仅方便对待焊接的轮毂进行夹持固定,而且能够对轮毂的内圈进行多方位同步夹紧固定,因此避免了对轮毂夹持时出现的偏斜,从而保证了轮毂的焊接质量,并且在焊接时能够实现多方位圆周焊接,既提高了轮毂焊接效率,又保证了轮毂的焊接质量,而且在焊接过程中,能够始终保证焊头与轮毂的紧密接触,进而提高了焊接质量;
81.其中,若干个夹紧组件3022均由螺纹轴30221、从动锥形齿轮30222、螺纹套30223、连接块30224、夹紧杆30225、弧形夹板30226以及安装块30227构成,既方便对待焊接的轮毂进行夹持固定,而且通过若干个弧形夹板30226从多方位对轮毂的内圈进行同时夹紧固定,从而避免了轮毂夹持时出现的偏斜,也因此保证了焊接质量;
82.其中,限位组件3023由限位筒30231、限位柱30232以及限位盘30233构成,通过限位筒30231以及限位柱30232之间的相互作用下,能够实现对夹紧组件3022的限位作用,从而提高了弧形夹板30226对待焊接轮毂夹持的稳定性;
83.其中,压紧组件501由压紧气缸5011、驱动杆5012、压紧盘5013以及压紧圈5014构成,能够在焊接时对轮毂从上方对轮毂进行再次压紧固定,从而有效的避免了轮毂焊接时出现的错位,也因此提高了轮毂焊接的质量;
84.其中,焊接组件504由安装杆5041、安装滑套5042、滑柱5043、安装盘5044、套簧5045以及焊枪5046构成,通过滑动连接的滑柱5043以及套簧5045的弹力作用下,能够保证焊枪5046的焊头始终与待焊接轮毂紧密接触,从而提高了焊接质量;
85.其中,旋转组件502以及驱动组件503分别由环形滑轨5021、环形齿条5022、环形滑槽5023、滑杆5024以及安装板5031、伺服电机5032、驱动齿轮5033构成,通过伺服电机5032带动驱动齿轮5033转动,并在环形齿条5022的齿牙啮合作用下,能够实现对环形滑轨5021的周向转动,从而能够带动焊接组件504上的焊枪5046进行圆周运动,因此方便对轮毂进行周向焊接,从而提高了焊接质量,而且通过环形滑槽5023以及滑杆5024之间的相互作用,提高了环形滑轨5021带动焊接组件504对轮毂进行焊接的稳定性。
86.实施例2
87.如图1-16所示,本实施例与实施例1的不同之处在于,所述夹紧组件3022还包括固定连接在所述螺纹轴30221远离所述从动锥形齿轮30222一端的限位块302211,所述弧形夹板30226远离所述从动锥形齿轮30222的一端固定连接有夹紧垫302261。
88.通过采用上述技术方案,既避免了螺纹套30223在移动过程中脱离螺纹轴30221,又增加了弧形夹板30226对待焊接轮毂夹持的稳定性。
89.实施例3
90.如图1-16所示,本实施例与实施例2的不同之处在于,所述限位组件3023还包括固定连接在所述限位筒30231上的限位圈302311,所述限位盘30233的边缘处设置有等距离排列的若干个限位滚珠302331,且所述限位滚珠302331靠近所述限位筒30231内壁的一侧与所述限位筒30231的内壁滚动连接。
91.通过采用上述技术方案,既对限位盘30233起到限位作用,避免限位盘30233在滑动过程中脱离限位筒30231,又减小了限位盘30233与限位筒30231之间的摩擦力,从而保证了对夹紧组件3022限位的稳定性。
92.实施例4
93.如图1-16所示,本实施例与实施例3的不同之处在于,所述压紧组件501还包括固定连接在所述压紧圈5014底部的压紧垫50141,所述压紧盘5013为镂空设计。
94.通过采用上述技术方案,既增加了压紧圈5014对待焊接轮毂压紧的稳定性,又减小了压紧盘5013的材料使用,从而降低了制造成本。
95.实施例5
96.如图1-16所示,本实施例与实施例4的不同之处在于,所述环形滑槽5023开设为t型槽,且所述滑杆5024的顶部设置有与所述t型槽相适配的t型块。
97.通过采用上述技术方案,增加了滑杆5024与环形滑槽5023滑动连接的稳定性。
98.实施例6
99.如图1-16所示,本实施例与实施例5的不同之处在于,所述焊接组件504还包括固定连接在所述滑柱5043顶部的限位球50431。
100.通过采用上述技术方案,对滑动连接在安装滑套5042上的滑柱5043起到限位作用,避免滑柱5043在滑动过程中脱离滑柱5043。
101.为了方便理解本发明的上述技术方案,以下就本发明在实际过程中的工作原理或者操作方式进行详细说明。
102.在实际应用时,首先将待焊接的轮圈放置在固定座301上,然后打开驱动电机201带动驱动轴202上的主动锥形齿轮203进行转动,从而在从动锥形齿轮30222的齿牙啮合作用下,能够带动螺纹轴30221进行转动,因此在螺纹套30223的螺纹作用下,能够带动弧形夹
板30226向外侧移动,并对轮圈的内侧进行夹持固定,然后将待焊接的轮毂放置在固定完成后的轮圈上,接着通过压紧气缸5011带动驱动杆5012底部的压紧盘5013下移,从而可以通过压紧圈5014对轮毂进行压紧固定,固定完成后,即可通过焊枪5046对轮毂进行焊接操作,与此同时,打开伺服电机5032带动驱动齿轮5033转动,并在环形齿条5022的齿牙啮合作用下,能够带动环形滑轨5021进行周向转动,因此可以带动焊枪5046进行周向旋转,从而能够实现对轮毂的周向焊接,进而大大提高了焊接效率以及焊接质量。
103.通过上面具体实施方式,所述技术领域的技术人员可容易的实现本发明。但是应当理解,本发明并不限于上述的具体实施方式。在公开的实施方式的基础上,所述技术领域的技术人员可任意组合不同的技术特征,从而实现不同的技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。