1.本实用新型涉及水管加工技术领域,尤其涉及一种三通管成型机。
背景技术:
2.现有普通三通水管的加工成型为在普通水管的侧壁进行冲孔然后通过焊接的方式,在冲孔处将一节相对应的管道与水管进行焊接。该方式工序复杂,自动化的要求极高,且容易因虚焊或焊点不齐而产生漏水孔。
3.另一方面,对于采用拉拔方式的生产方式,即在水管冲出的孔上,通过拉拔的方法,使之形变外翻而形成新的管道。但是,该拉拔的方式,需要预先在水管内摆设对应的拉拔件,然后通过外部的拉拔设备与拉拔件连接,并将其拉出,以实现侧管的拉拔成型。
4.但该方法在每次拉拔成型后,都需要人工拆除拉拔件,然后再将拉拔件重复置于水管内的对应位置,因此,该方法生产效率低。
技术实现要素:
5.本实用新型所要解决的技术问题在于,提供一种三通管成型机,结构简单、生产效率高,且无需反复拆卸拉拔件。
6.为了解决上述技术问题,本实用新型提供了一种三通管成型机,包括用于固定水管的装夹装置、与所述装夹装置相对应的顶出机构和移动装置,所述顶出机构通过所述移动装置插入水管内;
7.其中,所述装夹装置包括用于限制所述水管移动的夹合模具和设于所述夹合模具内的承压件,所述夹合模具设有与所述侧管口相对应的顶伸通道,所述承压件设有与所述顶伸通道相对应的受压弧形面;
8.所述顶出机构包括安装于所述移动装置上的顶棒和与所述顶棒铰链连接的摆动件,所述摆动件的一端设有球形部,所述球形部与所述受压弧形面接触后转向所述顶伸通道,以将所述侧管口顶成管状。
9.作为上述方案的改进,所述夹合模具包括底模和与所述底模相匹配的顶模,所述顶模和底模之间闭合形成与所述水管相适配的水管腔,所述承压件安装于所述水管腔内。
10.作为上述方案的改进,所述承压件包括与所述水管相适配的承压棒和用于手持的把柄,所述受压弧形面设于所述承压棒的一端,所述承压棒的另一端与所述把柄连接。
11.作为上述方案的改进,所述底模设有用于安装所述承压件的固定轴,所述承压棒设有与固定轴相适配的安装孔。
12.作为上述方案的改进,所述移动装置包括导轨、安装于所述导轨上的移动基座和驱动装置,所述驱动装置驱动所述移动基座沿所述导轨移动。
13.作为上述方案的改进,所述移动基座设有限定所述顶出机构安装角度的限位杆,所述顶棒设有与所述限位杆相对应的定位柱。
14.作为上述方案的改进,所述移动基座设有用于夹合固定所述顶棒的夹合块。
15.作为上述方案的改进,所述移动基座设有用于调整所述限位杆伸出量的调节基板,所述限位杆设有用于与调节基板螺纹连接的螺纹部。
16.作为上述方案的改进,所述三通管成型机还包括用于控制所述夹合模具开合的开模装置,所述开模装置包括用于夹紧固定所述底模的夹具和与所述顶模连接的升降装置。
17.作为上述方案的改进,所述承压棒与水管为间隙配合。
18.实施本实用新型,具有如下有益效果:
19.本实用新型公开了一种三通管成型机,包括装夹装置、顶出机构和移动装置,所述顶出机构通过所述移动装置插入水管内。
20.所述装夹装置包括用于限制所述水管移动的夹合模具和设于所述夹合模具内的承压件,所述夹合模具设有与所述侧管口相对应的顶伸通道,所述承压件设有与所述顶伸通道相对应的受压弧形面;所述顶出机构包括顶棒和与所述顶棒铰链连接的摆动件,所述摆动件的一端设有球形部,
21.因此,使用者只需将待加工的水管套于所述承压件上,然后所述夹合模具对其进行位置限制,所述顶出机构在移动装置的作用下,所述球形部会在与所述受压弧形面接触后,转向所述顶伸通道,从而将所述侧管口顶成管状;
22.而且,当侧管口加工完成后,只需所述移动装置驱动所述顶出机构复位,即可使顶出机构脱离已加工的水管,然后使用者可取出已加工的水管,以进行下一工件的加工,故生产效率高,且无需反复拆卸拉拔所需的拉拔件。
附图说明
23.图1是本实用新型装入水管的结构示意图;
24.图2是本实用新型的结构示意图。
具体实施方式
25.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
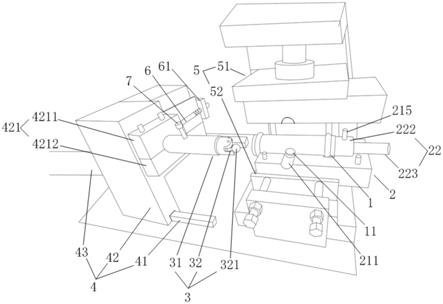
26.参见图1、2,本实用新型提供一种三通管成型机,用于顶出外翻水管1的侧管口11,所述三通管成型机包括用于限制水管1移动的装夹装置2、与所述装夹装置2相对应的顶出机构3和移动装置4,所述顶出机构3通过所述移动装置4插入水管1内;
27.其中,所述装夹装置2包括用于限制所述水管移动的夹合模具21和设于所述夹合模具内的承压件22,所述夹合模具21设有与所述侧管口11相对应的顶伸通道211,所述承压件22设有与所述顶出机构3相对应的受压弧形面221;
28.所述顶出机构3包括安装于所述移动装置4上的顶棒31和与所述顶棒31铰链连接的摆动件32,所述摆动件32的一端设有球形部321,所述球形部321与所述受压弧形面221接触后转向所述顶伸通道211,以将所述侧管口11顶成管状。需要说明的是,所述顶伸通道211的内径与所述球形部321的直径之间的差值的1/2为壁厚拉伸值,故为了使侧管口11被顶出而形成翻边时,其翻边能更加贴合所述顶伸通道211的内壁,以形成较圆的管口的同时不影响翻边的顶出。待加工的水管壁厚小于所述壁厚拉伸值,优选地,待加工的水管壁厚为所述壁厚拉伸值0.95
‑
0.99。
29.具体地,所述夹合模具21包括底模212和与所述底模212相匹配的顶模213,所述顶模213和底模212之间闭合形成与所述水管1相适配的水管腔214,所述承压件22安装于所述水管腔214内。所述三通管成型机还包括用于控制所述夹合模具21开合的开模装置5,所述开模装置5包括用于夹紧固定所述底模212的夹具51和与所述顶模213连接的升降装置52。所述承压件22包括与所述水管1相适配的承压棒222和用于手持的把柄223,所述受压弧形面221设于所述承压棒222的一端,承压棒222的另一端与所述把柄223连接。因此,可通过所述升降装置52控制所述顶模213的升降,从而实现对夹合模具21开合的控制。优选地,所述夹具为台钳,所述升降装置为液压升降装置或气动伸缩装置。
30.为了方便水管1装卸于所述承压棒222上,所述底模212设有用于安装所述承压件22的固定轴215,所述承压棒222设有与固定轴215相适配的安装孔(在图中未标出)。因此,当需要在承压棒222上取出或套入水管1时,可通过推动所述把柄223使所述承压棒222装有水管1的一端转向使用者的一侧,从而方便取出已加工的水管,并将待加工的水管装上,以准备下一加工的操作。
31.在驱动所述顶出机构3方面上,所述移动装置4包括导轨41、安装于所述导轨上的移动基座42和驱动装置43,所述驱动装置43驱动所述移动基座42沿所述导轨41移动,从而控制所述顶出机构3插入或抽离水管1内。优选地,所述驱动装置43为液压伸缩装置,所述液压伸缩装置为现有技术,在此不再赘述。
32.由于所述球形部321的球心绕所述顶棒31转动的水平面,需要与所述顶伸通道211的轴线重合,以避免在顶出翻边时,所述球形部321与顶伸通道211的内壁发生硬碰撞而导致球形部321与顶棒31的铰链连接处发生破坏性形变。因此,为了方便确定所述顶出机构3的安装角度,以确保所述球形部321的球心绕所述顶棒31转动的水平面与所述顶伸通道211的轴线重合。所述移动基座42设有用于夹合固定所述顶棒31的夹合块421。所述移动基座42设有限定所述顶出机构3安装角度的限位杆6,所述顶棒31设有与所述限位杆422相对应的定位柱7。所述夹合块421包括上夹块4211和下夹块4212,所述上夹块4211和下夹4212块均设有相互对应的弧形口,以用于夹紧所述顶棒31。所述上夹块4211和下夹块4212之间通过螺栓连接的方式进行连接。因此,当需要更换顶出机构3或调整所述顶出机构3的安装角度时,拧松其连接的螺栓即可。同时,可通过所述限位杆6限定所述顶棒31的预设安装角度,即通过所述限位杆6与所述定位柱7之间的抵触,以确定所述顶出机构3的安装角度,为预设的安装角度。
33.进一步地,为了使所述顶出机构3能根据实际的安装以及使用的情况,对顶出机构3的安装角度进行微调整,所述移动基座42设有用于调整所述限位杆6伸出量的调节基板61,所述限位杆6设有用于与调节基板61螺纹连接的螺纹部。因此,可通过旋拧所述限位杆6,以控制所述限位杆6的伸出量,进而改变所述限位杆6与定位柱7相抵触时,所述顶出机构3的安装角度。
34.另一方面,工人将水管1在套入承压棒222时,一般需要将水管1的侧管口对准所述顶伸通道211,由于人工的套入一般具有一定的误差,而且工人刻意地去调节侧管口11与顶伸通道211之间的位置关系时,会相对降低生产效率,故所述承压棒222与水管1为间隙配合,以使水管1在外力的作用下,能相对顶棒31发生转动。因此,在当侧管口11与顶伸通道211之间的重合度在一定范围内时,所述侧管口11在被所述球形部321所顶出翻边的过程
中,会使水管发生旋转,使其侧管口11逐渐对准所述顶伸通道211。
35.以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。