1.本发明涉及油缸部品结构领域,尤其涉及一种连杆生产加工装置。
背景技术:
2.油缸部品系列,包括连杆、法兰、油缸头、活塞和支座,其中连杆加工分四道工序完成,分别为工序1大孔、工序2端面、工序3小孔和工序4ps注油孔。
3.其中,每完成一道工序均需要拆卸调整位置后重新装夹,导致整个连杆的加工过程耗时达到30min,产能低下,这也会带来人为装夹产生的品质隐患,生产成本高。
技术实现要素:
4.本发明要解决的技术问题是提供一种连杆生产加工装置,解决现有连杆加工产能低下、生产成本高的问题。
5.为解决上述技术问题,本发明的技术方案为:一种连杆生产加工装置,油缸部品包括连杆、法兰、油缸头、活塞和支座,其创新点在于:包括回转卡盘组件和油孔加工夹装结构;所述连杆包括一连杆本体,所述连杆本体包括互相垂直固定成一体的第一筒体和第二筒体,所述第一筒体上设有小孔和一大孔,且所述小孔与所述大孔连通,所述第二筒体远离第一筒体的一侧面为端面,第二筒体上设有一ps注油孔,且所述大孔与所述ps注油孔连通且互相垂直;所述回转卡盘组件与一机床连接,用于加工所述大孔、小孔和端面,回转卡盘组件包括卡盘本体,所述卡盘本体水平设置,在卡盘本体一侧内部开设有一腰型容纳槽,卡盘本体顶部开设有一与所述腰型容纳槽连通的回转开口,所述回转开口上设有一回转轴,一上押爪通过所述回转轴转动连接在所述腰型容纳槽内顶部,一下母爪通过一回转锁紧结构设置在所述腰型容纳槽内底部,使得下母爪做90
°
、180
°
、270
°
或360
°
回转后锁紧;所述上押爪的底面沿着上押爪的长度方向上依次为第一平面、内弧面和第二平面,所述下母爪的顶面结构与上押爪的底面一致,且上押爪与下母爪之间形成刚好容纳所述第一筒体的容纳区,且第一平面的长度等于第二平面的长度,第一平面的长度小于第二筒体的长度,使得所述端面延伸出上押爪与下母爪;所述油孔加工夹装结构与一车床连接,用于加工所述ps注油孔,油孔加工夹装结构包括一装夹台和一红外传感探头,所述装夹台用于装夹所述第一筒体,使得所述第二筒体水平设置,所述装夹台的外部一侧还安装有一靠山,所述靠山上安装有所述红外传感探头,用于确认所述连杆安装到位。
6.进一步的,所述回转锁紧结构包括旋转气缸、锁紧气缸、限位块,所述卡盘本体底部开设有一竖直设置的、连通所述腰型容纳槽的锁紧槽,卡盘本体外侧开设有水平连接槽,且锁紧槽与水平连接槽连通,所述下母爪的底面上开设有连接槽,所述旋转气缸的活塞杆穿进所述锁紧槽连接在所述连接槽中,所述锁紧槽内位于活塞杆的上水平设有一正方形限
位块,且所述锁紧槽内壁上位于所述正方形限位块的一侧向内凹进有一限位槽,所述锁紧气缸的活塞杆自水平连接槽穿进所述限位槽,用于锁紧所述正方形限位块。
7.进一步的,还包括一报警器,与所述红外传感探头连接。
8.一种采用所述连杆生产加工装置的加工方法,其特征在于:包括以下步骤:step1:通过机床内回转卡盘组件夹装连杆本体,并进行大孔、端面、小孔的加工;step2:将step1中的连杆本体夹装至装夹台上,进行ps注油孔的加工;step3:连杆加工结束。
9.本发明的优点在于:1)本发明中利用回转卡盘一次性装夹后,利用回转锁紧结构即可完成法兰的回转切换,从而完成大孔、端面和小孔的加工,省去两个拆卸调整位置后重新装夹的过程,节省时间的同时杜绝人为装夹产生的品质隐患,降低生产成本;再配合油孔加工夹装结构完成ps注油孔的加工,同时增加了红外传感探头,工件装夹不到位,报警器会提示,从根本上杜绝了,因装夹不到位而产生的不良现象,保证夹装稳定性。
附图说明
10.下面结合附图和具体实施方式对本发明作进一步详细的说明。
11.图1为本发明的一种连杆生产加工装置的回转卡盘结构主视图。
12.图2为本发明的一种连杆生产加工装置的回转卡盘结构侧视图。
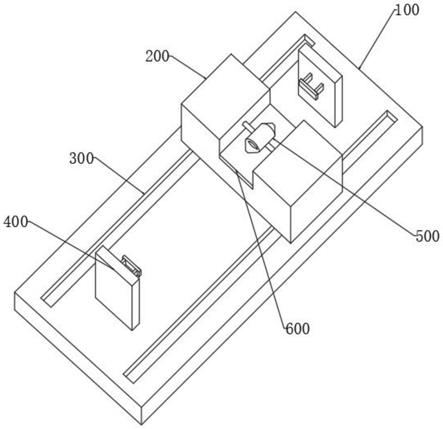
13.图3为本发明的一种连杆生产加工装置的油孔加工夹装结构的俯视图。
具体实施方式
14.如图1至图3所示的一种连杆生产加工装置,包括回转卡盘组件2和油孔加工夹装结构3。
15.油缸部品包括连杆1、法兰、油缸头、活塞和支座,连杆1包括一连杆本体,连杆本体包括互相垂直固定成一体的第一筒体11和第二筒体12,第一筒体11上设有小孔和一大孔13,且小孔与大孔13连通,第二筒体12远离第一筒体11的一侧面为端面14,第二筒体12上设有一ps注油孔,且大孔13与ps注油孔连通且互相垂直。
16.回转卡盘组件2与一机床连接,用于加工大孔13、小孔和端面14。
17.回转卡盘组件2包括卡盘本体21,卡盘本体21水平设置,在卡盘本体21一侧内部开设有一腰型容纳槽22,卡盘本体21顶部开设有一与腰型容纳槽22连通的回转开口,回转开口上设有一回转轴23,一上押爪24通过回转轴23转动连接在腰型容纳槽22内顶部,一下母爪25通过一回转锁紧结构26设置在腰型容纳槽22内底部,使得下母爪25做90
°
、180
°
、270
°
或360
°
回转后锁紧。
18.上押爪24的底面沿着上押爪24的长度方向上依次为第一平面、内弧面和第二平面,下母爪25的顶面结构与上押爪24的底面一致,且上押爪24与下母爪25之间形成刚好容纳第一筒体11的容纳区,且第一平面的长度等于第二平面的长度,第一平面的长度小于第二筒体12的长度,使得端面14延伸出上押爪24与下母爪25。
19.回转锁紧结构26包括旋转气缸、锁紧气缸、限位块,卡盘本体21底部开设有一竖直
设置的、连通腰型容纳槽22的锁紧槽,卡盘本体21外侧开设有水平连接槽,且锁紧槽与水平连接槽连通,下母爪25的底面上开设有连接槽,旋转气缸的活塞杆穿进锁紧槽连接在连接槽中,锁紧槽内位于活塞杆的上水平设有一正方形限位块,且锁紧槽内壁上位于正方形限位块的一侧向内凹进有一限位槽,锁紧气缸的活塞杆自水平连接槽穿进限位槽,用于锁紧正方形限位块。
20.油孔加工夹装结构3与一车床连接,用于加工ps注油孔,油孔加工夹装结构3包括一装夹台31和一红外传感探头32,装夹台31用于装夹第一筒体11,使得第二筒体12水平设置,装夹台31的外部一侧还安装有一靠山33,靠山33上安装有红外传感探头32,用于确认连杆1安装到位。
21.还包括一报警器,与红外传感探头32连接。
22.一种采用连杆生产加工装置的加工方法,其特征在于:包括以下步骤:step1:通过机床内回转卡盘组件2夹装连杆本体,并进行大孔13、端面14、小孔的加工,费时10min,与原工序相比,费时大大节省。
23.step2:将step1中的连杆本体夹装至装夹台31上,进行ps注油孔的加工。
24.step3:连杆1加工结束。
25.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。