1.本发明涉及一种桌式包边机的控制方法。
背景技术:
2.汽车的四门两盖是汽车车身总成的重要组成部分,由于其需要开闭的特性,四门两盖的边缘需要美观圆滑,因此包边工艺相对于焊接、铆接等连接工艺,对于四门两盖来说是不可取代的。
3.目前汽车门盖板的包边技术占据主流的为压机包边和机器人滚边两种常用方式,其中,压机包边主要由压力主体外加可以切换的包边模具构成,其原理是利用上模和下模的扣合,完成预翻边和终包边动作,从而达到外板包住内板的目的;机器人滚边系统主要由滚边夹具、滚边工具、机器人及其控制系统构成,其原理是利用滚轮对门盖板翻边进行多次滚压,以达到外板包住内板的目的。
4.压机包边的缺点是占地面积大、柔性差、成本高;机器人滚边的缺点一是滚边速度慢,节拍一般不超过50jph,二是长期的质量稳定性不高,需要人为的维护和修正较多。
5.随着现代汽车车型的愈益多样化和个性化,对包边工艺的质量要求和复杂程度也日益提升,另外,还有极高的生产节拍要求。
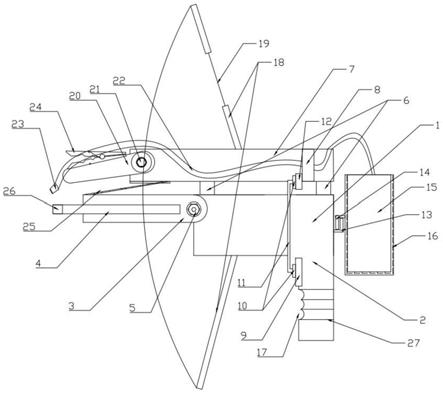
6.为应对上述挑战,本技术人提供了一种桌式包边机,如图1所示,包括底座5、胎模安装座4、顶升机构3、在所述胎模安装座4上设置的胎模2、位于所述胎模2四周的若干压刀机构1、位于胎模2上侧的压模机构6、以及驱动压模机构6转动的翻转机构7。其中,顶升机构3用于带动胎模2及门盖件上下移动,若干组压刀机构1能拼接成汽车门盖件轮廓形状,压刀机构1驱动压刀水平运动以对门盖件进行包边。
7.上述桌式包边机在中国专利文献cn 112077218a中披露,其全部内容结合于此供参考。
8.在上述桌式包边机实施包边作业的过程中,针对线体对节拍快速、精准定位、操作方便的生产需求,本发明人对上述桌式包边机的控制方法加以改进,以提高设备性能和生产效率。
技术实现要素:
9.本发明的目的在于提供一种桌式包边机的控制方法,以满足线体对包边专机的节拍快速、精准定位、操作方便的生产需要。
10.为此,本发明提供了一种桌式包边机的控制方法,该桌式包边机包括底座、胎模安装座、顶升机构、在所述胎模安装座上设置的胎模、位于所述胎模四周的若干压刀机构、位于胎模上侧的压模机构、以及驱动压模机构转动的翻转机构,所述桌式包边机的控制方法包括升降机构控制子方法,该控制子方法包括:s1、使用同步伺服电机来驱动升降机构并且在同步伺服电机上设置绝对值编码器,该升降机构上还设置有用于检测升降高度的位移传感器和用于检测升降机构对胎膜升顶升压力的压力传感器;s2、在桌式包边机的预包边位
和终包边位,各自设定包边作业对应的压力范围和升降高度的位置绝对值;s3、由同步伺服电机驱动升降机构行至预包边位和终包边位的位置绝对值,在此过程中,若顶升压力超出设定范围则判定板厚,若顶升压力小于设定范围则判定板薄,将故障报警信息提供给触摸屏人机界面,以实现人工干预,以排除故障故对线体节拍的干扰。
11.根据本发明的控制方法,当桌式包边机升降机构自动运行过程中出现异常情况时控制系统能及时给出报警提示和对应解决方法,操作人员根据提示信息通过触摸屏(hmi)快速处理和恢复自动生产。
12.本控制方法可以实时监测桌式包边机各设备的运行状态和各类检测传感器的状态,及时发现生产异常情况,提升产能,避免损失。本控制方法可以省去人工现场手动操作,提升生产效率。
13.除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
14.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
15.图1是桌式包边机的结构示意图;
16.图2是本发明控制系统的硬件结构框图;
17.图3是本发明升降机构功能控制块的结构示意图;
18.图4是本发明翻转机构功能控制块的结构示意图;
19.图5是本发明桌式包边机的控制流程图;以及
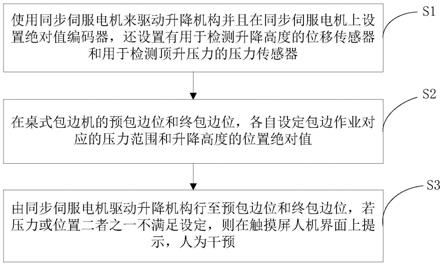
20.图6是本发明桌式包边机中升降机构控制子方法的流程图。
具体实施方式
21.下面将参考附图并结合实施例来详细说明本发明。
22.本发明主要应用于包边专机工作站(见图1),是在生产时,根据生产需求对包边专机工位进行精准定位、操作方便的一种控制方法,用于生产的改良和提升,提高生产效率。
23.下面对桌式包边机的控制系统的硬件组成进行描述。
24.每个桌式包边机工位的电气部分按照以下示例范围进行配置(参见图2):电气部分包括西门子1513f cpu、sew变频器、sew同步伺服电机、绝对值编码器、balluff位移传感器、西门子安全移动触摸屏以及现场io模块等。
25.下面对升降机构和翻转机构标准控制块进行描述。
26.升降机构和翻转机构都是桌式包边机的重要组成部分,它们均采用标准的功能控制块(fb功能块)进行控制,依据规划的工艺流程,升降机构功能控制块输入引脚依次写入设备名称、变频器反馈数据、安全使能、手动动作使能、动作互锁、位置数量、位置检测、工作站模式、速度设置等,输出引脚依次写入变频器输入数据、报警和位置到位状态等,其中变频器输入数据主要是给变频器发送控制指令相关信息(参见图3)。
27.安全使能是指安全门、设备安全光栅、光电传感器等安全设备正常。手动动作使能是指触摸屏触发正常。动作互锁是指与升降机构相关的其他机构例如压刀位置保持。位置
数量与主机厂的要求有关,例如5个工位和一个检修位,例如四个工位和一个检修位。位置检测是指绝对值编码器反馈的位置。工作站模式是指手动和自动。速度设置是指正常运行速度。
28.翻转机构控制块输入引脚依次为设备名称、安全使能、正反转互锁、正反转使能等,输出引脚依次为报警输出、正反转输出、保持性正反转输出、正反转到位状态等(参见图4)。
29.下面对桌式包边机自动升降控制的工作原理进行描述。
30.plc通过总线与变频器进行数据交互,变频器通过编码器卡分别实时采集绝对值编码器和位移传感器数据,变频器把采集到的数值实时反馈给plc,plc根据反馈位置值来给变频器发送不同的控制指令,同时变频器内的ipos程序根据编码器数值进行快速处理。
31.变频器根据plc发送的不同控制指令,会执行速度控制和位置控制的相互转换,同时在接近定位位置时会在ipos程序中执行定位模式,调节不同参数实现快速精准定位。
32.桌式包边机的主要功能就是在两个包边位让升降位置值和压力值均达到设定的允许范围,正常情况下都能自动完成每个生产时序,当出现板件异常时,桌式包边机控制系统会根据不同异常情况在触摸屏上自动弹出对应报警信息和解决方法,操作人员通过操作触摸屏画面,人工干预,例如快速调整升降机构对应位置值,让压力值和反馈位置值都能处在设定范围内。
33.下面结合图5对桌式包边机的控制流程进行描述。
34.上件阶段:首先令包边机处于初始状态,机器人上件,然后胎膜2中的真空发生器形成真空吸住工件,机器人离开。
35.预包边阶段:翻转机构7的大翻转电机动作,到位后立柱插销插入;大翻转上气缸下压,角推单元动作,对工件包边先进行倒角,其中角推单元是翻转机构上的一组推进和缩回动作的气缸,在图1未示出;升降电机从上件位到预包边等待位;平推气缸推出,若干压刀机构1合围;升降电机从预包边等待位升至预包边位,此时判断位置和压力是否均满足,若不满足,则hmi提示,人为干预;在位置和压力满足后,升降电机从预包边位降至预包边等待位,平推气缸退出,若干压刀机构1散开,接触合围状态。
36.终包边阶段:升降电机从预包边等待位降至终包边等待位;平推气缸推出,若干压刀机构1再合围,升降电机从终包边等待位升至终包边位,此时判断位置或压力是否均满足,若不满足,则hmi提示,人为干预;在压力和位置均满足时,完成终包边,升降电机从终包边位降至终包边等待位;平推气缸推出,若干压刀机构1散开,接触合围状态;升降电机从终包边位升至上件位,同时大翻转上压气缸缩回,翻转电机打开。
37.下件阶段:机器人准备取件,真空发生器吹气,机器人取件离开,结束。在工位上重复执行上述工作过程,实现对工件包边工作。
38.其中,压刀机构1具有上下两层压刀,分别为上层的预包边压刀和下层的终包边压刀,在预包边时上层的预包边压刀工作,下层压刀闲置;在终包边时上层的预包边压刀闲置,下层的终包边压刀动作。
39.其中,胎膜2由上至下依次经过的工作位如下:上件位、预包边位、预包边等待位、终包边位、终包边等待位。
40.在包边机控制方法的一改进实施例中,仅包括四个工作位:预包边位、预包边等待
位、终包边位、终包边等待位,其中,预包边等待位同时作为上料位和下料位,如此提高了工作节拍。
41.如图6所示,本发明的桌式包边机的控制方法包括升降机构控制子方法,该子方法包括以下步骤:
42.s1、使用同步伺服电机来驱动升降机构,同步伺服电机上设置有绝对值编码器,升降机构还包括用于检测升降高度的位移传感器和用于检测升降机构对胎膜升顶升力的压力传感器,
43.s2、在预包边位和终包边位,各自设定包边作业对应的压力范围和位置绝对值;
44.s3、由同步伺服电机驱动升降机构行至预包边位和终包边位,若压力或位置二者之一不满足设定,则在触摸屏人机界面上提示,人为干预。若压力和位置均满足设定,则判定作业正常,执行下一步。
45.其中,若位置满足,压力小于设定的压力范围,则判定工件板厚比标准值较薄;若位置不满足而压力满足,即达到设定位置过程中压力超范围,则判定工件板厚比标准值较厚。
46.其中,由压力传感器反馈压力和优先由绝对值编码器反馈升降高度值(例如精度0.0001mm),由位移传感器监控绝对值编码器是否工作正常,若不正常,则由位移传感器代替反馈升降高度值。
47.人工干预的选择:(1)该工件板厚不合格,放弃包边,执行工件移走流程,再继续下一工件的包边作业流程;或者(2)人工快速调整升降机构对应位置值,让压力值和反馈位置值都能处在设定范围内。
48.在同一批次工件中,例如1000件中板厚有偏差的工件数量仅为个别,通过移除工件的方式能够不扰乱线体节拍。
49.位置绝对值的设置可由包边试验来确定,手工操作包边机进行若干次包边作业,得到的位置绝对值作为设定的位置绝对值。
50.根据本发明的控制方法,当桌式包边机升降机构自动运行过程中出现异常情况时控制系统能及时给出报警提示和对应解决方法,操作人员根据提示信息通过触摸屏(hmi)快速处理和恢复自动生产。
51.本控制方法可以实时监测桌式包边机各设备的运行状态和各类检测传感器的状态,及时发现生产异常情况,提升产能,避免损失。
52.本控制方法可以省去人工现场手动操作,提升生产效率。
53.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。