1.本发明属于钽电容器中钽块加工设备技术领域,具体涉及一种粉末同步成型机。
背景技术:
2.现有军工钽电容器的钽块加工工艺为:将适量的钽粉放入模腔中,通过模具将钽粉压制成一定的形状,在压制过程中将规定长度的钽丝插入到钽块中去。
3.现有的钽块成型机一般采用横向钽块成型机与竖向钽块成型机,制作时在伺服电机的驱动下驱动左右或上下两个推杆将钽粉压制为方块状,无法压制为其他形状,且在此工作方式下压制出来的钽块,其中心点力度不够均匀,效率较差。
技术实现要素:
4.本发明的目的在于提供一种粉末同步成型机,使得钽粉的挤压成型一次成型,且满足多种多边形状的压制需求,成品中心力度均匀,精度及工作功率高。
5.本发明技术方案如下:一种粉末同步成型机,包括送粉机构、送丝机构、成型机构、校直机构、切断机构、底板,所述成型机构设置于底板中部连接设置于底板尾部的送粉机构,所述送粉机构的一侧设置有用于传输钽丝的送丝机构,所述成型机构的上方竖直安装有校直机构,所述送丝机构的同侧下方通过丝杆安装有用于切断钽丝的切断机构,所述成型机构包括有设置于底板中部的同步挤压成型模具和将所述同步挤压成型模具环绕包裹的驱动轴。
6.上述的粉末同步成型机,所述送粉机构包括设置于底板尾部的丝杆、悬空在所述同步挤压成型模具上方的钽粉盒以及安装在丝杆上方的自动供粉罐。
7.上述的粉末同步成型机,所述校直机构安装在成型机构的上方,所述校直机构包括有第一安装板以及设置在第一安装板顶部的旋转编码器,第二安装板垂直焊接在第一安装板上,第一安装板上设置有第一气缸与第二气缸,第一安装板的底部设置有上下连接的上切刀与上模座,第一安装板的内侧与第二安装板的内侧设置有轴承组,第三气缸通过摆臂与第一安装板连接。
8.上述的粉末同步成型机,所述上模座内设置有一个切刀滑块。
9.上述的粉末同步成型机,所述送丝机构包括竖直安装在所述校直机构上方的钽丝检测器,所述钽丝检测器的下方设置有夹丝机构,所述夹丝机构的一侧设置有用于存放钽丝的钽丝卷盘。
10.上述的粉末同步成型机,所述夹丝机构包括气缸安装座以及设置在所述气缸安装座上的第一夹丝气缸,所述第一夹丝气缸的上方设置有第二夹丝气缸,下方设置有送丝气缸。
11.上述的粉末同步成型机,所述钽丝卷盘下方设置有用于切断钽丝的切断机构,所述切断机构包括有旋转摆臂,所述旋转摆臂叶片外壁设置有同轴安装的凸轮和同步带轮,所述旋转摆臂通过连杆与转轴连接,所述转轴连接用于撞击切刀滑块的撞杆,所述同步带
轮通过同步带与电机连接。
12.上述的粉末同步成型机,所述同步挤压成型模具由至少三块三角形块状板组成。
13.上述的粉末同步成型机,所述驱动轴与所述同步挤压成型模具接触位置设置有由定位销固定的轴承。
14.上述的粉末同步成型机,所述轴承的数量与同步挤压成型模具成型面数量相同。
15.本发明的有益效果:本发明在坦块加工过程中,使用伺服电机带动驱动轴旋转,从而将扭矩转换为力施加给成型模具,一次挤压成型,中心力度均匀,精度高;钽丝在进入钽粉之前经过钽丝检测器与校直机构,保证了其垂直角度与埋入钽粉的深度,避免了钽丝未进入钽粉的情况;钽粉在被挤压成型成钽块后被钽丝切断机构切断钽丝,校直机构向上回位,钽块从下滑通道进入收集盒,整套流程无需人力操作,且加工进度和效率高,具有较高的实用价值和经济价值。
附图说明
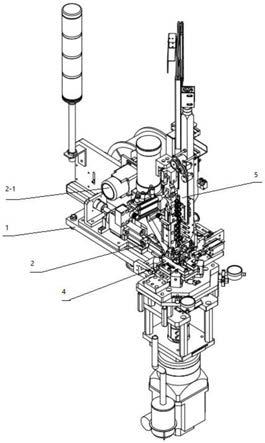
16.图1是本发明立体结构的示意图;
17.图2是本发明立体结构的侧视示意图;
18.图3是本发明驱动轴及模具部分结构的示意图;
19.图4是本发明送粉机构与成型机构的示意图;
20.图5是本发明自动供粉罐的结构示意图;
21.图6是本发明校直机构的示意图;
22.图7是本发明夹丝机构的示意图;
23.图8是本发明切断机构的示意图。
24.附图标记:1底板,2送粉机构,3送丝机构,4成型机构,5校直机构,6切断机构,2-1自动供粉罐,2-11输粉管,2-12送粉齿轮,2-13送粉轴,2-14防钽粉凝结搅拌轴,2-2丝杆,2-3钽粉盒,2-4下滑板,2-5气缸,2-6刚性联轴器,2-7伺服电机,3-1钽丝卷盘,3-2夹丝机构,3-21气缸安装座,3-22第一夹丝气缸,3-23第二夹丝气缸,3-24送丝气缸,3-2第一夹块,3-26第二夹块,3-3钽丝检测器,4-1驱动轴,4-11轴承,4-2同步挤压成型模具,5-1第一安装板,5-2第二安装板,5-3上模座,5-4上切刀,5-5第一气缸,5-6第二气缸,5-7旋转编码器,5-8第三气缸,5-9轴承组,6-1旋转摆臂,6-2凸轮,6-3同步带轮,6-4同步带,6-5连杆,6-6转轴,6-7撞杆,6-8电机。
具体实施方式
25.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合附图对本发明的各实施方式进行详细的阐述。然而,本领域的普通技术人员可以理解,在本发明各实施方式中,为了使读者更好地理解本技术而提出了许多技术细节。但是,即使没有这些技术细节和基于以下各实施方式的种种变化和修改,也可以实现本技术所要求保护的技术方案。以下各个实施例的划分是为了描述方便,不应对本发明的具体实现方式构成任何限定,各个实施例在不矛盾的前提下可以相互结合相互引用。
26.本发明的第一实施方式涉及一种粉末同步成型机,如图1至图3所示,包括送粉机构2、送丝机构3、成型机构4、校直机构5、切断机构6、底板1,成型机构4设置于底板1中部连
接设置于底板1尾部的送粉机构2,送粉机构2的一侧设置有用于传输钽丝的送丝机构3,成型机构4的上方竖直安装有校直机构5,送丝机构3的同侧下方通过丝杆安装有用于切断钽丝的切断机构6,成型机构4包括有设置于底板1中部的同步挤压成型模具4-2和将同步挤压成型模具4-2环绕包裹的驱动轴4-1,同步挤压成型模具4-2由四块三角形块状板组成,可以实现四面同步挤压成型,轴承4-11的数量与同步挤压成型模具成型面数量相同。
27.本发明的第二实施方式涉及一种粉末同步成型机。第二实施方式与第一实施方式大致相同,主要区别之处在于:如图4和图5所示,送粉机构2包括设置于底板尾部的丝杆2-2、悬空在同步挤压成型模具4-2上方的钽粉盒2-3以及安装在丝杆2-2上方的自动供粉罐2-1,自动供粉罐2-1包括在粉罐下方的送粉齿轮2-12,与送粉齿轮2-12连接的送粉轴2-13,与送粉齿轮2-12通过齿轮啮合转动的防钽粉凝结搅拌轴2-14,当自动供粉罐2-1将钽粉送到钽粉盒2-3后,丝杆2-2将钽粉送到同步挤压成型模具4-2处,伺服电机2-7开始运转,通过刚性联轴器2-6连接带动驱动轴4-1旋转,然后将扭矩转换成力施加给同步挤压成型模具4-2,驱动同步挤压成型模具挤压钽粉成型。当钽粉成型且钽丝被切断之后,气缸2-5运动,驱动下滑板2-4运动,使钽块下落通道打开,钽块掉落进收集盒里。
28.本发明的第三实施方式涉及一种粉末同步成型机。第三实施方式与第一实施方式大致相同,主要区别之处在于:如图6所示,校直机构5安装在成型机构4的上方,校直机构5包括有第一安装板5-1以及设置在第一安装板5-1顶部的旋转编码器5-7,第二安装板5-2垂直焊接在第一安装板5-1上,第一安装板5-1上设置有第一气缸5-5与第二气缸5-6,第一安装板5-1的底部设置有上下连接的上切刀5-4与上模座5-3,第一安装板5-1的内侧与第二安装板5-2的内侧设置有轴承组5-9,第三气缸5-8通过摆臂与第一安装板5-1连接。
29.送丝机构3传过来的钽丝,首先经过校直机构5头部的旋转编码器,随后进入轴承组5-9将钽丝校直,通过第一气缸5-5,第二气缸5-6的协同运动将钽丝送入钽粉中。此设备第一次运行时需人工将钽丝由上至下穿丝直到穿出上模座5-3。当钽丝被切断后没有穿出上模座5-3时,首先第一气缸5-5运动将钽丝夹住,然后第二气缸5-6及上模座5-3和上切刀5-4向上运动,钽丝不动,这就会使钽丝从上模座5-3出来,下次要将钽丝插入钽粉中,第二气缸5-6运动夹住钽丝,第一气缸5-5回位放开钽丝,第三气缸5-8运动驱动整个机构向下运动,直到上模座5-3接触到同步挤压成型成型模具4-2,钽丝同时也插入了钽粉中。产品挤压成型完成后,上切刀5-4运动切断钽丝,整个机构向上运动回到原位。
30.本发明的第四实施方式涉及一种粉末同步成型机,与第一实施方式大致相同,主要区别之处在于:上模座5-3内设置有一个切刀滑块。
31.本发明的第五实施方式涉及一种粉末同步成型机,与第一实施方式大致相同,主要区别之处在于:如图2所示,送丝机构3包括竖直安装在校直机构5上方的钽丝检测器3-3,钽丝检测器3-3的下方设置有夹丝机构3-2,夹丝机构3-2的一侧设置有用于存放钽丝的钽丝卷盘3-1。
32.本发明的第六实施方式涉及一种粉末同步成型机,与第一实施方式大致相同,区别在于:如图7所示,夹丝机构3-2包括气缸安装座3-21以及设置在气缸安装座3-21上的第一夹丝气缸3-22,第一夹丝气缸3-22的上方设置有第二夹丝气缸3-23,下方设置有送丝气缸3-24。第一夹丝气缸3-21驱动第一夹块3-25将钽丝夹住向上运动,第二夹丝气缸3-23不处于工作状态,钽丝向上运动,随后第二夹丝气缸3-23驱动第二夹块3-26将钽丝夹住,第一
夹丝气缸3-21回位,完成自动送丝功能。
33.本发明的第七实施方式涉及一种粉末同步成型机,与第一实施方式大致相同,主要区别之处在于:如图8所示,钽丝卷盘3-1下方设置有用于切断钽丝的切断机构6,切断机构6包括有旋转摆臂6-1,旋转摆臂6-1叶片外壁设置有同轴安装的凸轮6-2和同步带轮6-3,旋转摆臂6-1通过连杆6-5与转轴6-6连接,转轴6-6连接用于撞击切刀滑块的撞杆6-7,同步带轮6-3通过同步带6-4与电机6-8连接。电机6-8通过同步带6-4将动力传到同步带轮6-3,凸轮6-2与同步带轮6-3同轴旋转,凸轮6-2旋转摆臂6-1摆动,驱动连杆6-5,使转轴6-6摆动,驱动撞杆6-7直线往复运动,撞击切刀滑块使切刀运动切断钽丝。
34.本发明的第八实施方式涉及一种粉末同步成型机,与第一实施方式大致相同,主要区别之处在于:驱动轴4-1与同步挤压成型模具4-2接触位置设置有由定位销固定的轴承。
35.如图1至图8所示,本发明的总体工作流程如下:人工手动将混合好的钽粉放入自动供粉罐2-1中,自动供粉罐2-1下方的一对齿轮将钽粉通过输粉管2-11送至送粉机构2中的钽粉盒2-3,电机运转通过丝杆2-2驱动钽粉盒2-3向前运动,将钽粉送到同步挤压成型成型模具4-2,随后校直机构5向下运动,将送丝机构3传送过来的钽丝校直插入钽粉中,同时成型机构4下方伺服电机2-7运转,通过驱动轴4-1驱动同步挤压成型模具4-2运动,将钽粉挤压成型,随后钽丝切断机构电机6-8运转,通过连杆机构撞杆,撞杆6-7撞击切刀滑块使上切刀5-4运动切断钽丝,随后校直机构5向上运动复位,成型机构的下滑板2-4打下钽丝下落的通道,钽丝落下经过圆管运送进入收集盒。
36.本发明的第九实施方式涉及一种粉末同步成型机,与第一实施方式大致相同,主要区别之处在于:第九实施方式的同步挤压成型模具由三块三角形块状板组成,设置于底板的中部,可以实现三面同步挤压成型,并且同步挤压成型模具被三个可活动的驱动轴轴承所包裹。
37.本发明的第十实施方式涉及一种粉末同步成型机,与第一实施方式大致相同,主要区别之处在于:第十实施方式的同步挤压成型模具由六块三角形块状板组成,设置于底板的中部,可以实现六面同步挤压成型,并且同步挤压成型模具被六个可活动的驱动轴轴承所夹紧。
38.本领域的普通技术人员可以理解,上述各实施方式是实现本发明的具体实施例,而在实际应用中,可以在形式上和细节上对其作各种改变,而不偏离本发明的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
