一种用于氩弧焊焊缝跟踪的t型集磁电弧传感器
技术领域
1.本发明涉及一种用于氩弧焊焊缝跟踪的t型集磁电弧传感器,属于焊接自动化技术领域。
背景技术:
2.氩弧焊由于具有焊接质量高,适应性强,焊缝平滑美观等优点,被广泛应用于航空航天、压力容器制造等领域,随着氩弧焊接技术在工业生产中应用,高效、节能和低成本的焊接方法成为了焊接行业的研究热点。氩弧焊采用大电流焊接时,易造成焊接过程不稳定,产生大量飞溅,严重影响焊缝质量,因此,在大电流条件下进行焊缝轨迹识别、改善焊缝成型尤为重要。
3.目前,焊缝轨迹识别容易受到焊点、飞溅、弧光和焊接工件加工缺陷等因素的干扰,识别错误容易使设备损坏并造成产品报废,这对在复杂条件下对焊缝轨迹的准确识别和焊缝自动化跟踪提出了更高的要求。然而,在对焊缝轨迹进行实时检测的过程中,传感器的选择直接影响了跟踪的准确度与精度,决定了焊缝的质量好坏,所以工作时要根据焊接过程特点选择相适应的传感器。
4.现阶段应用于焊缝跟踪的传感器通常分为接触式传感器和非接触式传感器两类,其中接触式传感器一般利用机械探针检测焊缝偏差来跟踪焊缝轨迹,但其机械探针易产生磨损,需经常更换,跟踪精度较低,使用率不高;非接触式传感器是基于光、声、磁等物理效应进行测量和感知的一类传感器,因为其有不需要接触工件,测量精度高等特点,在焊接自动化中被广泛应用,但由于焊接现场环境繁杂,又有噪音、弧光、烟尘等干扰因素,非接触式传感器多采用电弧式传感器、激光式传感器和视觉传感器,应用较为广泛,但激光式传感器与视觉传感器设备复杂,且成本相对不低,应用场所也有限制。而电弧传感器是利用电弧变化引起的电流电压值变化关系来计算,通过焊枪调节机构来修正偏差,从而实现焊缝跟踪。电弧传感器结构简单、成本低、时效性好、对焊接环境的抗干扰性强,成为了时下的研究热点。
5.传统的机械摆动电弧传感器,依赖于控制电机和机械执行机构,摆动幅度与频率调节不精确,跟踪的效果不理想。而磁控电弧焊接是近年来新兴的技术手段,在焊接时加入磁场,不仅可以改变电弧形态和熔池的运动,还可以用来跟踪焊缝轨迹,有效抑制焊缝成型的缺陷,提高焊接质量与效率,所以利用磁控电弧控制器来进行复杂轨迹的焊缝跟踪在工业上具有重要的理论意义与实用价值。
6.针对磁控摆动电弧跟踪方法搜索发现,专利文献cn102151949b公开了一种利用钨极氩弧焊接电弧摆动进行双方向自动跟踪的方法,设计了一种利用电磁原理实现电弧摆动的电弧调节装置,适用范围广。专利文献cn111168198a公开了一种磁场控制双钨极电弧摆动的焊缝跟踪传感器,通过改变两个钨极上的磁感应线圈的电流方向来施加外部磁场,从而牵引电弧摆动扫描焊缝。专利文献 cn209867642u公布了一种外接式磁控电弧摆动装置及焊接装置,其结构简单且能精确操控电弧摆动。
7.上述文献虽然提出了磁控电弧传感器或焊缝跟踪方法,但在实际应用过程中,专利文献cn102151949b中的电弧摆动装置在焊接时,电弧未处在磁靴正中心,磁场产生引起电弧摆动后电弧方向可能靠近或远离磁靴一侧,容易出现电弧偏转紊乱的现象,跟踪准确度难以保证,而且由于气隙磁阻大、漏磁严重,磁场强度需靠大电流维持,线圈发热严重,会降低装置的使用寿命。专利文献 cn111168198a采用双钨极电弧,如果钨极间相隔太近,相互之间会有磁干扰,很难保钨极间的电弧汇聚情况;如果相隔太远,磁场强度降低,也难以保证电弧汇聚状态良好。专利文献cn209867642u中的装置体积较大,在窄间隙焊接等应用中具有局限性。综上,现有的磁控摆动装置均具有一定的局限性,无法适配多种焊接工作场合,与电弧跟踪有效结合,极大改善大电流条件下的焊缝成型质量。
技术实现要素:
8.针对现有的技术缺陷,本发明提出了一种用于氩弧焊焊缝跟踪的t型集磁电弧传感器,意在结合t型集磁器的聚磁特点,设计一种新式的磁控电弧传感器,能利用电磁原理控制电弧的摆动,再由磁控电弧控制系统控制线圈的励磁电流大小来改变电弧偏摆的幅度,通过改变两个线圈之间的电流通断来实现电弧摆动换向,控制电流通断时间调节摆动频率,实现对电弧摆动的精确控制,用于氩弧焊焊缝跟踪。
9.本发明提出的一种新式的磁控电弧传感器,旋转环与上盖连接,支撑底座通过螺栓可固定在旋转环上的不同位置,螺纹杆连接带有防滑层的限位块,贯穿开有螺纹槽的支撑底座,固定磁控电弧传感器与焊枪。其中,限位块类型可根据焊枪的尺寸更换,适用于夹紧不同型号的焊枪,用在不同的氩弧焊焊接场合。上盖开有螺纹槽,线圈均匀缠绕在铁芯上与上盖连接,下盖为分离式设计,通过螺纹槽与圆槽分别连接壳体与铁芯,并由螺母固定。
10.当给线圈通电后其内部的铁芯也将被磁化产生内部磁场,使得总磁感应强度增大,但由于线圈自身电阻和磁芯结构的存在,导致线圈的感抗较大,此时所产生的磁感应强度较低,磁场不均匀导致电弧偏摆效果不理想,响应速率低,精度不高。集磁器能够将磁通量聚集在电弧附近,减少漏磁,使用使得磁场更加均匀,最终产生较大且稳定的磁场力来精确控制电弧的摆动。所设计的t型集磁器为可拆卸式,方便更换。t型集磁器对称分布在铁芯下端,焊枪处于对称的中心位置。
11.在电弧摆动过程中,总磁感应强度b为外加磁场b0与磁化了的铁芯磁感应强度b1之和,即:
12.b=b0 b1;
13.引入磁场强度矢量所以磁介质的磁感强度为b=μ0(h m),其中,μ0为磁导率,m为磁化强度矢量,h满足安培环路定理:
14.上式中,等号右边为穿过安培环路l的传导电流。在介质中磁化强度为: m=nia;其中,a为线圈的环面积,n为单位体积内的分子环流数,i为通电电流。
15.对于磁路来说,有安培环路定理:
16.式中n和i0分别是产生磁化场的线圈匝数和传导电流,hi、bi、μi、li、 si分别是第i段均匀磁路中的磁场强度、磁感应强度、(相对)磁导率、长度和截面积,由于通过各段磁路的磁通量φ
bi
=bisi都一样,所以统一用φb代表,于是上式写成:
17.由于t型集磁器对称分布在焊枪两侧,空气间隙磁阻始终存在,所以t 型集磁器之间的距离要尽可能小。由于缝隙使材料内部分布的磁通产生了向环境中的磁通泄漏,集磁器的末端越宽,泄露的磁通量越多,磁感应强度就越小,当其集磁器末端d变小时,t型集磁器的磁聚集作用也随其长宽之比l/d增大而增大,因此设计成t型有利于改善磁力线分布,增强磁感应强度。根据实际情况需要,还可以调整t型集磁器弯曲角度α,可以改变其磁导率。公式如下:
18.其中和对应α=0
°
和α=90
°
两条曲线上相同磁强下的磁导率,因此改变集磁器角度即可以改变μ的大小,从而达到改变磁场强度的目的。
19.根据电磁理论:其中,b为磁感应强度,v为电子的速度, m为电子的质量。通过改变磁感应强度,可以改变电子的偏转半径,也就可以控制电弧的摆动幅度。即通过磁控电弧控制系统控制线圈的励磁电流大小来改变电弧偏摆的幅度,通过改变两个线圈之间的电流通断来实现电弧摆动换向,控制电流通断时间调节摆动频率。
20.相比现有的焊缝跟踪装置,本发明设计的磁控摆动传感器能安装在不同尺寸的焊枪上,可用于等离子弧焊或tig焊。传感器主体与焊枪同轴,可360度旋转,调节传感器位置,具有适配性强、固定性好等特点;在传感器外壳上开槽便于观察电弧形态与熔池状态,还能适配手持式焊枪,避免安装不便。
21.在磁控电弧传感器上还设计了一体化的送丝固定装置,可转动式连接件将送丝杆支撑座固定在壳体的一侧,其轴线与圆柱形外壳的轴线平齐,送丝杆支撑座上有开口孔供送丝杆固定,且孔内有限位筋限制送丝杆移动。送丝杆上有可升降的搭接块用来调整送丝高度,通过转动搭接块可以旋转送丝杆,使焊丝与焊枪轴线对齐。省去焊枪更换后需重新设计夹具的步骤,降低成本。该装置拆装方便,能够节约时间,提高效率。
22.另外,当线圈单独使用时,往往会因为受到巨大磁力而影响自身使用寿命,t形集磁器的使用则能够代替线圈承受电磁力,延长了装置的使用寿命。
23.本发明的有益效果是:带有t型集磁器的新式磁控摆动传感器适用于不同的氩弧焊焊接场所中,能实现对电弧摆动的精确控制,能改变熔池的流动状态,改善焊缝成型,也可以用来控制熔宽、熔高调整焊缝形状,便于进一步研究焊接过程;在进行焊缝跟踪时,电弧稳定,跟踪精度高,这在实际实验中也得到了验证。该磁控摆动传感器结构简单、设计新颖,使用寿命长、成本低,具有很高的工程应用价值。
附图说明
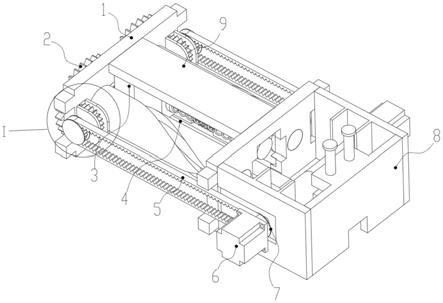
24.图1为本发明装置结构示意图之一;
25.图2为本发明装置结构示意图之二;
26.图3为本发明装置结构示意图之三;
27.图4为本发明焊缝跟踪示意图之一;
28.图5为本发明焊缝跟踪示意图之二;
29.图6为本发明的t型集磁器结构示意图;
30.图中的标记分别为:1-旋转环、2-上盖、3-支撑底座、4-螺纹杆、5
‑ꢀ
限位块、6-线圈、7-铁芯、8-下盖、9-外壳、10-t型集磁器、11-转动式连接件、 12-送丝杆支撑座、13-开口孔、14-送丝杆、15-转动搭接块、16-工件。
具体实施方式
31.下面结合附图和本发明应用于氩弧焊中的等离子弧焊和tig焊的实施例进行具体说明:
32.实例一:如图4、图5所示,焊接厚度为10mm的不锈钢板,焊接接头为v形坡口,坡口角度为60度,本实例中使用松下yc-300bp焊机,并采取旁路送丝方式进行焊接,所绕线圈匝数为400,通电电压为24v。螺纹杆4与带有防滑层的限位块5相连,并通过支撑底座3用来夹紧焊枪,小型手持式焊枪穿过传感器两侧开的凹槽,与传感器同轴,不但有利于焊枪的固定,还能够减少遮挡、便于观察焊接状态。
33.同时,本发明提出的一种用于氩弧焊焊缝跟踪的t型集磁电弧传感器在应用于氩弧焊焊缝跟踪时采用公知的焊缝跟踪技术,即通过以下步骤来实现:
34.a、焊接时给线圈通电,线圈产生的磁场聚集在集磁器两端,该磁场与电弧自身产生的磁场作用后,能使电弧发生偏摆,再由磁控电弧控制系统控制线圈的励磁电流大小来改变电弧偏摆的幅度,通过改变两个线圈之间的电流通断来实现电弧摆动换向,控制电流通断时间调节摆动频率,实现对电弧摆动的精确控制,收集左右偏摆的电压信号后,传输到计算机上进行处理。
35.b、设置左右偏摆电压的阈值,当电弧摆动时左右偏摆电压的差值大于阈值,则改变线圈的电流大小,调节电弧的偏摆幅度。同时,比较预设的电弧电压值与偏摆电弧电压值的大小,如预设的电压值大于电弧摆动方向的电压值,则由计算机控制电机驱动,将焊枪往电压值较大的方向移动,焊枪高度也随之调整。通过多次修正后,最终使焊枪对准焊缝坡口的中心。
36.通过多次实验对比分析,当t形集磁器的l为40mm、d为5mm、弯曲角度为150度、两者间缝隙距离为30mm时,焊缝平滑美观,焊接质量良好,跟踪稳定、精确,传感器发热较低,达到了理想的跟踪效果。
37.实施例二:本实施例与实施例一中的跟踪方法基本相同,相同之处不重述,不同之处在于:本实施例中使用微束等离子弧焊焊机,焊枪型号不同,此时需要更换限位块5,采用与焊枪适配的限位块尺寸;同时,本实施例的工件为碳钢,目的是为了进行增材,在增材过程中,电弧摆动稳定,通过改变励磁电流大小、线圈的通断和通电时间能够改变电弧偏摆的幅度、方向和频率,就能实现熔宽、熔高的调节,改变焊缝形态,达到增材的目的。在实际实
验中,单道单层和单道多层的焊缝质量良好,未出现焊道崩塌、较大的飞溅等现象,增材效果理想,本发明有益于进行微束等离子弧焊增材制造的进一步研究。
38.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。