1.本发明涉及手机声学模块组装技术领域,具体为一种手机声学模块自动组装设备。
背景技术:
2.现有技术中,对手机声学模块壳体进行网体的安装工作通常是需要人工来操作,需要工人一手持手机声学模块壳体,一手持网体,然后将网体与壳体组装,组装完成再放入载具中等待下一步骤工作。
3.组装过程中,工序繁多,人工操作精度不高,并且受操作熟练度及人工疲劳度的影响较大,效率较低,可能出现组装不合格的现象,出现返工,造成人力、物力的损失,提高生产成本。
4.综上所述,如何提手机声学模块组装过程的准确性和效率,是目前本领域技术人员亟待解决的问题。
技术实现要素:
5.本发明的目的在于提供一种手机声学模块自动组装设备,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种手机声学模块自动组装设备,包括底座,还包括:
7.转盘,设于所述底座上,所述转盘上设有载具转运工位;
8.上下载具机构,其设于所述底座上,包括旋转移动载具组件,用于夹取载具并将载具搬运至所述载具转运工位上;
9.上料机构,其设于所述底座上,用于将所述载具转运工位上的载具放入工件,包括一组壳体上料组件和两组网体上料网体;
10.机器人抓手,与所述壳体上料机构和网体上料机构一一对应设置,用于将所述载具转运工位上的载具取出转移至所述上料机构上料后再次转运至所述载具转运工位上;
11.检测机构,包括上检测机构和下检测机构,用于检测所述载具转运工位上载具的空余位置,所述上检测机构位于所述转盘上方,所述下检测机构位于所述转盘下方;
12.所述上下载具机构、上料机构、机器人抓手、检测机构环绕所述转盘设置。
13.优选的,所述载具转运工位沿所述转盘周向均匀设置为4个。
14.优选的,所述上下载具机构包括上载具工位和下载具工位,所述上载具工位和下载具工位的同一端设有支架,所述旋转移动载具组件与所述支架滑动连接。
15.优选的,所述旋转移动载具组件包括与所述支架滑动连接的滑块,所述滑块上旋转连接有第一底板,所述第一底板上设有第一气缸。
16.优选的,所述上料机构包括与所述底座连接的第二底板以及设置在所述第二底板上的移动线性模组,所述移动线性模组上设有载具定位机构,所述第二底板上设有支撑板,
所述支撑板处设有振动盘,所述支撑板上滑动设有上料气缸,所述上料气缸的下端连接有吸盘,两组所述上料气缸分别吸取工件后运送至所述载具定位组件上的载具内。
17.优选的,所述支撑板上设有条形通道,所述支撑板的一侧设有竖直滑轨,所述竖直滑轨上滑动连接有滑板,所述滑板上设有横向滑轨,所述横向滑轨上滑动设有安装板,两组所述上料气缸与所述安装板连接,所述支撑板的另一侧设有电机,所述电机的驱动轴端设有旋转臂,所述旋转臂的一侧端设有连接杆,所述连接杆与所述安装板连接,所述旋转臂的另一侧端设有凸起,所述凸起与所述条形通道滑动连接。
18.优选的,所述载具定位组件包括定位支撑框,所述定位支撑框顶端面设有载具放置框,所述定位支撑框的一侧设有夹紧气缸,所述夹紧气缸的驱动端设有定位板,所述夹紧气缸通过驱动定位板靠近所述定位支撑框以夹紧载具。
19.优选的,所述检测机构包括安装杆、底板、相机镜头、光源安装架、安装架、移动模组。
20.优选的,所述机器人抓手与底座连接的底架,所述底架上设有四轴机器人主体,所述四轴机器人主体的下表面安装有圆形双层底座,所述圆形双层底座的下层底端面设有有无痕吸盘。
21.优选的,所述底座上设有保护壳。
22.与现有技术相比,本发明的有益效果是:本发明提供的自动组装设备实现了手机声学模块壳体与网体的自动上料与组装,在组装的过程中对组装后的产品进行定位检测,提高了产品的合格率;节约人力成本,提高了工作效率。
附图说明
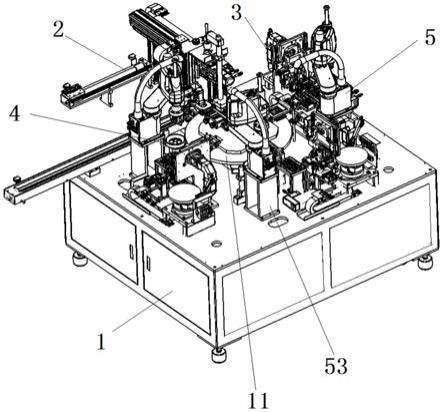
23.图1为本发明结构立体图;
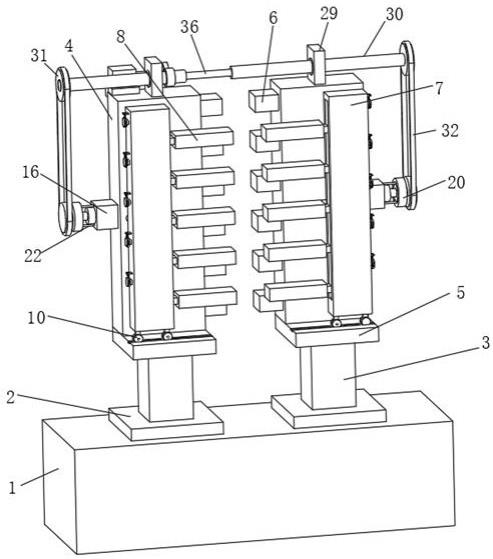
24.图2为本发明上下载具机构结构示意图;
25.图3为本发明壳体上料组件结构示意图;
26.图4为本发明网体上料组件结构示意图;
27.图5为本发明载具定位组件结构示意图;
28.图6为本发明检测机构一种结构示意图;
29.图7为本发明检测机构另一种结构示意图;
30.图8为本发明转盘结构示意图;
31.图9为本发明底座与保护壳结构示意图;
32.图10为本发明机器人抓手结构示意图。
33.图中:1、底座;2、上下载具机构;21、上载具工位;22、支架;23、旋转移动载具组件;24、下载具工位;25、第一底板;26、旋转夹持气缸;27、滑块;3、上料机构;3a、壳体上料组件;3b、网体上料组件;31、支撑板;310、条形通道;311、竖直滑轨;312、滑板;313、横向滑轨;314、安装板;315、电机;316、旋转臂;317、连接杆;318、凸起;32、上料气缸;34、移动线性模组;35、振动盘;36、载具定位组件;361、定位支撑框;362、载具放置框;363、夹紧气缸;364、定位板;366、定位柱;39、第二底板;4、检测机构;41、安装杆;42、第三底板;43、相机镜头;44、光源安装架;45、安装架;46、移动模组;5、机器人抓手;51、四轴机器人主体;52、圆形双层底座;53、底架;6、保护壳;11、转盘;112、载具转运工位。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.请参阅图1-10,本发明提供一种技术方案:一种手机声学模块自动组装设备,包括底座1,转盘11,上下载具机构2,上料机构3,机器人抓手5,检测机构4,要说明的是,上述各部件均为现有技术,市售产品,本发明的贡献在于,将这些公知部件科学布局,有效解决现有技术的缺陷,满足生产需要。
36.转盘11,设于底座1上,转盘11下方设有电机用以驱动转盘11转动,转盘11上设有载具转运工位112,用来转运载具;
37.上下载具机构2,其设于底座1上,用于夹取载具并将载具搬运至载具转运工位112上;
38.上料机构3,其设于底座1上,用于将载具转运工位112上的载具放入工件,包括一组壳体上料组件3a和两组网体上料组件3b,根据实际需要,壳体上料组件3a也可以拆分为两组,或者网体上料组件3b也可以合并为一组,壳体上料组件3a为一组时,每次上料数量为6个,网体上料组件3b为两组时,每次每组网体上料组件3b的上料数量为3个,这样,壳体上料组件3a每次上完料,转盘11转动一度角度,第一组网体上料组件3b对应的上3个网体与3个壳体组装,转盘11再次转动一个角度,第二组网体上料组件3b对应的上3个网体与剩余3个壳体组装;
39.机器人抓手5,与壳体上料机构3a和网体上料机构3b一一对应设置,用于将载具转运工位112上的载具取出转移至上料机构3上料后再次转运至载具转运工位112上;
40.检测机构4,包括上检测机构4a和下检测机构4b,用于检测载具转运工位112上载具的空余位置,上检测机构4a位于转盘11上方,下检测机构4b位于转盘11下方。
41.在使用本具体实施例提供的自动组装设备组装的过程中,首先将所要使用的载具放置在上下载具机构2上,旋转移动载具组件23将载具搬运至转盘11上的载具转运工位112内,转盘11转动,将载具搬运至上料机构3的壳体上料组件3a位置对应处,与壳体上料组件3a对应设置的机器人抓手5抓起载具放置在壳体上料组件3a上,壳体上料组件3a给载具内上6个壳体物料,机器人抓手5再次抓起载具放回至转盘11上的载具转运工位112内,转盘11继续转动,载具被搬运至网体上料组件3b处,此处对应网体上料组件3b的工作原理与壳体上料组件3a相同,不同的是,网体上料组件3b设置为两组,每组每次上3个网体物料与壳体物料组装,转盘11转动至第二组网体上料组件3b后完成6个壳体与6个网体的组装,转盘11继续转动,带动载具至上下载具机构2处,旋转移动载具组件23抓取载具离开转盘11,完成一组壳体物料和网体物料的组装。
42.相比于现有技术,本具体实施例提供的自动组装设备可以实现产品的自动组装,并且在组装的过程中会对产品进行定位,提高组装合格率;另外,还节省了人力成本,避免了因熟练程度和疲劳程度而对生产效率的影响,提高生产效率。
43.如图9所示,底座1设置有保护壳6,避免杂质灰尘等对装置的影响,保护壳6上开设有观察窗,将自动组装设备罩设于内部,通过观察窗可以实时观察设备的运转情况。
44.具体的,如图8所示,可以在转盘11上安装4个载具转运工位112,4个载具转运工位112沿转盘11周向均匀设置,以保证转盘11没转动一个角度都会有载具被搬运至上料机构3,使设备可以连续不断的进行组装。
45.上下载具机构2、壳体上料组件3a、网体上料组件3b、机器人抓手5、检测机构4围绕转盘11设置,并且上下载具机构2、壳体上料组件3a、网体上料组件3b与4个载具转运工位112一一对应。
46.如图2所示,上下载具机构2包括上载具工位21和下载具工位24,上载具工位21和下载具工位24均安装有无杆气缸,上载具工位21和下载具工位24的同一端设有支架22,载具放入上载具工位21后无杆气缸驱动载具靠近支架22,支架22上设有旋转移动载具组件23,旋转移动载具组件抓取载具将其搬运至转盘11上的载具转运工位112内,同理,转盘11上完成组装后的载具同样由旋转移动载具组件23抓取后放入下载具工位24上。具体的,旋转移动载具组件23包括滑块27,其与支架22滑动连接,支架22上设有无杆气缸驱动滑块27来回滑动,滑块27上连接有第一底板25,在第一底板25上设有用以抓取载具的旋转夹持气缸26,旋转夹持气缸26设为2个,每次可以抓取2组载具。
47.如图3和图4所示,上料机构3包括与底座1连接的第二底板39以及设置在第二底板39上的移动线性模组34,移动线性模组34上设有载具定位组件36,第二底板39上设有支撑板31,机器人抓手5从转盘11上抓取载具后放入载具定位组件36内,移动线性模组34带动载具向支撑板31处移动,支撑板31处设有振动盘35,支撑板31上滑动设有上料气缸32,上料气缸32的下端连接有吸盘,振动盘35将壳体物料振动分拣后输送至上料气缸32下方,上料气缸32分别吸取工件后运送至载具定位组件36上的载具内,机器人抓手5抓取载具放回转盘11上。
48.具体的,支撑板31上设有条形通道310,支撑板31的一侧设有竖直滑轨311,竖直滑轨311上滑动连接有滑板312,滑板312上设有横向滑轨313,横向滑轨313上滑动设有安装板314,上料气缸32与安装板314连接,上料气缸32设为2个,对应的移动线性模组34也设为两个,每个上料气缸32每次吸取3个壳体物料,两组上料气缸32一次共同完成6个壳体物料的上料工作。
49.具体的,支撑板31的另一侧设有电机315,电机315的驱动轴端设有旋转臂316,旋转臂316的一侧端设有连接杆317,连接杆317与安装板314连接,旋转臂316的另一侧端设有凸起318,旋转臂316通过凸起318与条形通道310滑动连接,电机315转动,带动旋转臂316转动,旋转臂316带动连接杆317先向上运动,连接杆317抬起安装板314,进而上料气缸32向上运动,旋转臂316继而横向运动,带动上料气缸32移动至载具上方,上料气缸32继续沿着条形通道310运动,带动上料气缸32向下靠近载具,上料气缸32打开吸盘将壳体物料放入载具,完成壳体物料的上料。
50.如图5所示,载具定位组件36包括定位支撑框361,定位支撑框361顶端面设有载具放置框362,载具放置框362上设有载具定位柱366用以将载具定位,定位支撑框361的一侧设有夹紧气缸363,夹紧气缸363的驱动端设有定位板364,夹紧气缸363通过驱动定位板364靠近定位支撑框361以夹紧载具。
51.如图6、图7所示,检测机构4检测机构4设有2个,包括上检测机构4a和下检测机构4b,都包括安装杆41、第三底板42、相机镜头43、光源安装架44、安装架45、移动模组46,上检
测机构4a安装在转盘11上方,下检测机构4b安装在转盘11下方,上下方位对载具进行检测,提高检测精度。
52.如图10所示,机器人抓手5与底座1连接的底架53,底架53上设有四轴机器人主体51,四轴机器人主体51的下表面安装有圆形双层底座52,圆形双层底座52的下层底端面设有有无痕吸盘。
53.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。