技术特征:
1.一种高强度轻量化新能源汽车骨架铝型材的生产工艺,其特征在于:具体操作步骤如下:步骤一:按照以下质量百分比配制铝合金原料:硅0.8~1.3%、铬0.2~0.5%、锰0.3~0.7%、铁0.1~0.3%、石墨5~7%、镁2~2.5%、铜0.5~0.8%、锌0.1~0.2%、稀土金属元素6~8%、硼0.1~0.15%,其余为铝,按照上述比例配制铝合金原料,然后将铝合金原料投入熔炼炉中均匀混合后熔炼为液态铝合金;步骤二:对液态铝合金进行第一级冷却,冷却到700~750℃,将冷却完成的铝合金溶液进行浇注,经铸造成型,清理,得到边框(4);步骤三:将液态铝合金熔铸为铝合金铸锭,然后将铝合金铸锭置于挤压机中进行挤压,经挤压成型,淬火得到面板;步骤四:将四个边框(4)依次首尾钎焊连接在一起构成框体(1),并且将两个面板依次胶接在框体(1)的上下两侧,构成铝型材。2.根据权利要求1所述的一种高强度轻量化新能源汽车骨架铝型材,包括框体(1)和面板,其特征在于:所述面板包括下面板(2)和上面板(3),并且框体(1)由四个边框(4)钎焊而成,下面板(2)和上面板(3)分别胶接在框体(1)的上下两侧壁上,同时边框(4)的内壁上通过连接螺栓(14)安装有一对连接架(5),连接架(5)的端部倾斜开设有滑槽(13),相邻的两个滑槽(13)之间滑动安装有短杆(6),并且对称的两个短杆(6)之间搭架有两根长杆。3.根据权利要求2所述的一种高强度轻量化新能源汽车骨架铝型材,其特征在于:所述长杆包括第一长杆(7)和第二长杆(8),其中第一长杆(7)和第二长杆(8)的两端侧壁内开设有一对卡槽(9),卡槽(9)卡扣在短杆(6)的外壁上,同时第一长杆(7)的中间位置开设有一对第一插槽(11),第一插槽(11)的开口方向和卡槽(9)的开口方向相反,并且第二长杆(8)的中间开设有一对第二插槽(12),第二插槽(12)和卡槽(9)的开口方向相同,第一长杆(7)和第二长杆(8)通过第一插槽(11)和第二插槽(12)插接在一起。4.根据权利要求2所述的一种高强度轻量化新能源汽车骨架铝型材,其特征在于:所述边框(4)的结构为空心矩形,并且边框(4)的外壁顶部开设有一对凹槽(15),其中下面板(2)和上面板(3)靠近框体(1)的一侧壁上安装有一圈封条(21),同时凹槽(15)的两侧壁上开设有多组侧槽(16),并且靠近框体(1)外壁的一侧侧槽(16)密封设置,靠近框体(1)内壁的一侧侧槽(16)顶部开设有弧形槽(17),弧形槽(17)和边框(4)的顶壁连接在一起。5.根据权利要求4所述的一种高强度轻量化新能源汽车骨架铝型材,其特征在于:所述封条(21)和凹槽(15)采用过盈配合,其中封条(21)的高度小于凹槽(15)的深度,在胶接过程中将粘粘胶挤入凹槽(15)内,然后将下面板(2)和上面板(3)表面的封条(21)插入凹槽(15)内,将凹槽(15)底部的粘粘胶挤入侧槽(16)内,其中部分粘粘胶会沿着侧槽(16)和弧形槽(17)挤压至边框(4)的表面上,将边框(4)表面和面板胶接在一起,从而将面板胶接在框体(1)的两侧。6.根据权利要求3所述的一种高强度轻量化新能源汽车骨架铝型材,其特征在于:所述第一长杆(7)和第二长杆(8)的两端侧壁内开设有一对通孔(10),并且下面板(2)靠近框体(1)的表面上安装有四组固定杆(18),四组固定杆(18)安装在下面板(3)的四个直角处,其中每组固定杆(18)包括两根固定杆(18),两根固定杆(18)用来插入第一长杆(7)和第二长杆(8)的通孔(10)。
7.根据权利要求6所述的一种高强度轻量化新能源汽车骨架铝型材,其特征在于:所述固定杆(18)的内部开设有注胶孔(19),并且上面板(3)靠近框体(1)的一侧壁上安装有四组连接柱(20),每组连接柱(20)包括两根连接柱(20),连接柱(20)和注胶孔(19)对称设置。8.根据权利要求7所述的一种高强度轻量化新能源汽车骨架铝型材,其特征在于:所述连接柱(20)和注胶孔(19)采用间隙配合,连接柱(20)的高度小于注胶孔(19)的深度,在安装过程中,将粘粘胶注入注胶孔(19)内,此时将上面板(3)扣合在框体(1)的顶部,此时连接柱(20)插入注胶孔(19)内,粘粘胶会沿着连接柱(20)侧壁向上挤出,将固定杆(18)和连接柱(20)牢固连接在一起,从而将下面板(2)和上面板(3)连接在一起。9.根据权利要求2-8任一所述的一种高强度轻量化新能源汽车骨架铝型材,其特征在于,组装方式如下:步骤一:首先将四个边框(4)依次首尾钎焊连接在一起构成框体(1),然后将连接架(5)通过连接螺栓(14)安装在边框(4)的内壁上,将两个短杆(6)插入相邻的两个连接架(5)的滑槽(13)内;步骤二:然后将框体(1)粘接在下面板(2)的顶部,并且将第一长杆(7)和第二长杆(8)依次扣合在短杆(6)的顶部,在第一长杆(7)和第二长杆(8)扣合过程中将固定杆(18)插入通孔(10)内,完成对第一长杆(7)和第二长杆(8)的定位安装;步骤三:最后将上面板(3)粘接框体(1)的另一个侧面上,完成对框体(1)的密封,构成铝型材本体。
技术总结
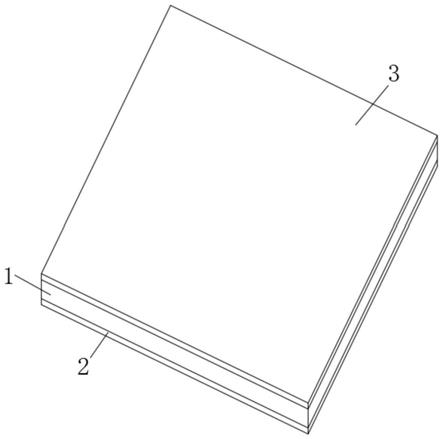
本发明涉及一种铝型材技术领域,一种高强度轻量化新能源汽车骨架铝型材包括框体和面板,其中面板包括下面板和上面板,框体由四个边框钎焊而成,下面板和上面板分别胶接在框体的上下两侧壁上,边框的内壁上通过连接螺栓安装有一对连接架,连接架的端部倾斜开设有滑槽,相邻的两个滑槽之间滑动安装有短杆,并且对称的两个短杆之间搭架有两根长杆,通过短杆和长杆在框体的内部构建有多个三角形,使得框架整体的稳固性更强,进而使得当框体的各处受力更加均衡,进而达到防止受力较大的部位却容易出现应力集中导致铝型材损坏的目的,同时设置成空心铝板,框体同样设置成空心矩形,进一步降低铝型材的重量,使得铝型材兼具质轻和高强度的优点。强度的优点。强度的优点。
技术研发人员:钟保元
受保护的技术使用者:湖北航飞蜂窝复合材料有限公司
技术研发日:2021.12.23
技术公布日:2022/4/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。