1.本发明涉及玻璃加工工艺,尤其涉及一种玻璃上的图文制作工艺。
背景技术:
2.图形码包括二维条码以及二维码,其是用某种特定的几何图形按一定规律在平面(二维方向上)分布的黑白相间或彩色与白色底色相间的图形记录数据符号信息的,图形码的应用极大地提高了数据采集和信息处理的速度,改善了人们的工作和生活环境,为管理的科学化和现代化做出了重要贡献。
3.显示面板中的玻璃基板在生产中通常需要在玻璃表面添加二维码图案和线条图案等图形码,以对玻璃基板进行辨识、追溯。目前常用的玻璃基板图文制作的成形工艺是激光雕刻法,玻璃基板在激光照射下瞬间的熔化和气化的物理变性,达到加工的目的。由于激光雕刻会产生热量,在蚀刻玻璃时会破坏玻璃的应力故在对薄玻璃进行激光雕刻后,在进行后续化学强化工序时容易导致玻璃表面出现裂纹,产生不良品。由此,想要在超薄电子玻璃尤其是厚度在1mm以下的超薄电子玻璃表面形成永久的图文标记尤其困难。
技术实现要素:
4.本发明的目的在于提供一种玻璃上的图文制作工艺。
5.实现本发明目的的技术方案是,一种玻璃上的图文制作工艺,其包括以下步骤:(1)使用激光雕刻装置在耐酸碱耐冲击保护膜上蚀刻出目标图文,所述激光雕刻装置的激光光束击穿所述耐酸碱耐冲击保护膜在所述耐酸碱耐冲击保护膜上形成与所述目标图文对应的镂空点阵;(2)将所述耐酸碱耐冲击保护膜贴附于玻璃表面,而后使用水气喷砂装置对所述耐酸碱耐冲击保护膜上的所述镂空点阵进行水气喷砂加工,在水气喷砂后的所述镂空点阵下的所述玻璃表面形成防眩点阵;(3)将所述耐酸碱耐冲击保护膜从所述玻璃表面剥离,所述玻璃表面的所述防眩点阵即构成可被识读的图文。
6.进一步地,在所述步骤(2)和所述步骤(3)之间增加步骤(4):在所述防眩点阵上涂抹蒙砂膏,静置2~5min后将所述玻璃清洗干净。
7.进一步地,在所述步骤(2)和所述步骤(3)之间增加步骤(4):将步骤(2)水气喷砂后得到的所述玻璃放入蚀刻液中蚀刻。
8.进一步地,当所述目标图文为图形二维码时,所述步骤(1)中所述激光雕刻装置的激光光束击穿所述耐酸碱耐冲击保护膜在所述耐酸碱耐冲击保护膜上形成与图形码除底色之外的色块对应的镂空点阵。
9.进一步地,所述玻璃的厚度为0.05~2mm。
10.进一步地,所述玻璃的厚度为0.05~1mm。
11.本发明创造性地将耐酸碱耐冲击保护膜作为激光雕刻载体,激光将耐酸碱耐冲击
保护膜击穿形成镂空点阵,而后将所述耐酸碱耐冲击保护膜贴附于玻璃表面并对镂空点阵进行水气喷砂加工,在剥离所述将所述耐酸碱耐冲击保护膜后,玻璃表面的防眩点阵构成永久的目标图形码。本发明无需在玻璃表面进行激光雕刻,由于水气喷砂加工不产生热量,不会对玻璃表面产生应力,由此避免了后续对玻璃进行化学强化时玻璃表面出现裂纹。其工艺简洁,提升了玻璃加工尤其是超薄玻璃进行二维码、商标、仪表刻度盘等图文加工的成品率。
附图说明
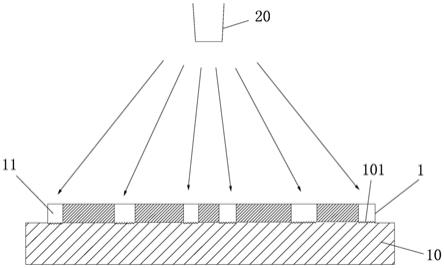
12.图1为本发明实施例1所述耐酸碱耐冲击保护膜表面镂空点阵结构示意图;图2为本发明实施例1所述喷砂工序示意图。
具体实施方式
13.以下结合实施例对本发明较佳实施例做详细说明。
14.实施例1一种0.05mm玻璃上的图文制作工艺,其包括以下步骤:(1)使用激光雕刻装置在耐酸碱耐冲击保护膜上蚀刻出图形码,所述激光雕刻装置的激光光束击穿图1所示的所述耐酸碱耐冲击保护膜1在所述耐酸碱耐冲击保护膜1上形成与图形码除底色之外的色块对应的镂空点阵11;(2)如图2所示,将所述耐酸碱耐冲击保护膜1贴附于玻璃10表面,而后使用水气喷砂装置20对所述耐酸碱耐冲击保护膜1上的所述镂空点阵11进行喷砂加工,所述水气喷砂装置20将研磨料与水混合后高速均匀地喷打在玻璃10表面,在水气喷砂后的所述镂空点阵下的所述玻璃10表面形成均匀的防眩点阵101;其中砂目数10000目,砂水的浓度为2.5%,喷砂压力为0.5
㎏
f,所述防眩点阵的ra值为1.7μm;(3)将水气喷砂好的玻璃放入蚀刻液中蚀刻;所述蚀刻液为浓度为20%的hf蚀刻液;蚀刻温度10℃,蚀刻时间6min;(4)将所述耐酸碱耐冲击保护膜从所述玻璃表面剥离,所述玻璃表面的所述防眩点阵即构成可被识读的图形码。
15.实施例2一种0.1mm玻璃上的图文制作工艺,其包括以下步骤:(1)使用激光雕刻装置在耐酸碱耐冲击保护膜上蚀刻出图形码,所述激光雕刻装置的激光光束击穿所述耐酸碱耐冲击保护膜在所述耐酸碱耐冲击保护膜上形成与图形码除底色之外的色块对应的镂空点阵;(2)将所述耐酸碱耐冲击保护膜贴附于玻璃表面,而后使用水气喷砂装置对所述耐酸碱耐冲击保护膜上的所述镂空点阵进行喷砂加工,所述水气喷砂装置将研磨料与水混合后高速均匀地喷打在玻璃表面,在所述玻璃表面形成均匀的防眩点阵;其中砂目数10000目,砂水的浓度为2.5%,喷砂压力为1.5
㎏
f,所述防眩点阵的ra值为2.9μm;(3)在所述防眩点阵上涂抹蒙砂膏,静置2min后将所述玻璃清洗干净;(4)将所述耐酸碱耐冲击保护膜从所述玻璃表面剥离,所述玻璃表面的所述防眩点阵即构成可被识读的图文。
16.实施例3一种0.15mm玻璃上的图文制作工艺,其包括以下步骤:(1)使用激光雕刻装置在耐酸碱耐冲击保护膜上蚀刻出目标图文,所述激光雕刻装置的激光光束击穿所述耐酸碱耐冲击保护膜在所述耐酸碱耐冲击保护膜上形成与所述目标图文对应的镂空点阵;(2)将所述耐酸碱耐冲击保护膜贴附于玻璃表面,而后使用水气喷砂装置对所述耐酸碱耐冲击保护膜上的所述镂空点阵进行喷砂加工,所述水气喷砂装置将研磨料与水混合后高速均匀地喷打在玻璃表面,在喷砂后的所述镂空点阵下的所述玻璃表面形成均匀的防眩点阵;其中砂目数8000目,砂水的浓度为2.5%,喷砂压力为2
㎏
f,所述防眩点阵的ra值为4μm;(3)将喷砂好的玻璃放入蚀刻液中蚀刻;所述蚀刻液为浓度为5%的hf蚀刻液;蚀刻温度14℃,蚀刻时间20min;(4)将所述耐酸碱耐冲击保护膜从所述玻璃表面剥离,所述玻璃表面的所述防眩点阵即构成可被识读的图形码。
17.实施例4一种2mm玻璃上的图文制作工艺,其包括以下步骤:(1)使用激光雕刻装置在耐酸碱耐冲击保护膜上蚀刻出目标图文,所述激光雕刻装置的激光光束击穿所述耐酸碱耐冲击保护膜在所述耐酸碱耐冲击保护膜上形成与所述目标图文对应的镂空点阵;(2)将所述耐酸碱耐冲击保护膜贴附于玻璃表面,而后使用水气喷砂装置对所述耐酸碱耐冲击保护膜上的所述镂空点阵进行喷砂加工,所述水气喷砂装置将研磨料与水混合后高速均匀地喷打在玻璃表面,在喷砂后的所述镂空点阵下的所述玻璃表面形成均匀的防眩点阵;其中砂目数2000目,砂水的浓度为5%,喷砂压力为4
㎏
f,所述防眩点阵的ra值为25μm;(3)在所述防眩点阵上涂抹蒙砂膏,静置3min后将所述玻璃清洗干净;(4)将所述耐酸碱耐冲击保护膜从所述玻璃表面剥离,所述玻璃表面的所述防眩点阵即构成可被识读的图形码。
18.本发明实施例中所采用激光雕刻装置以及喷砂设备均为市售设备,所述耐酸碱耐冲击保护膜为市售pe保护膜,所述蒙砂膏为市售产品,在此不做赘述;激光雕刻装置的强度、照射时间等操作参数随保护膜的厚度、图形码除底色之外的色块面积的变化做适应性的调整,以击穿所述耐酸碱耐冲击保护膜在所述耐酸碱耐冲击保护膜上形成与目标图文对应的镂空点阵为限;所述蚀刻步骤可选择使用,经蚀刻的防眩点阵无段差,透过率高,并且可以消除ag表面的细微纹,使玻璃更耐冲击,而且可以防止玻璃高温加热后喷砂ag细微纹扩大;使用的蚀刻液为化学蚀刻工艺中常规的酸蚀刻液或碱蚀刻液,在此不作赘述。
19.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。