1.本实用新型属于曲轴精加工技术领域,更具体地说,它涉及一种航空发动机曲轴精加工用切削刀。
背景技术:
2.切削刀具是机械制造中用于切削加工的工具,刀具的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素,有的刀具的工作部分就是切削部分,如车刀、刨刀、镗刀和铣刀等,有的刀具的工作部分则包含切削部分和校准部分,如钻头、扩孔钻、铰刀、内表面拉刀和丝锥等,切削部分的作用是用刀刃切除切屑,校准部分的作用是修光已切削的加工表面和引导刀具。
3.现有技术下的传统航空发动机曲轴精加工用切削刀在对航空发动机曲轴进行精加工切削时,其切削刀往往为单体进给切削工作模式,由于航空发动机曲轴拥有多个连接扇面,当这些扇面需要进行切削精加工时,其利用单个切削刀体进行切削会增加多条切削路径才能完成对不同连接扇面的切削精加工,此传统的切削方式十分耗费工时,从而降低了航空发动机曲轴的生产效率,且现有技术下的传统航空发动机曲轴精加工用切削刀在对航空发动机曲轴进行精加工切削时,由于航空发动机曲轴的不同连接扇面的连接角度不同,导致其刀具在切削过程中的切削有效面积会有所不同,即传统航空发动机曲轴精加工用切削刀在机床上投入使用时无法自身调节角度,导致传统航空发动机曲轴精加工用切削刀的切削灵活度低下。
4.因此为解决上述技术问题,本领域技术人员提供了一种航空发动机曲轴精加工用切削刀。
技术实现要素:
5.针对现有技术的不足,本实用新型提供了一种航空发动机曲轴精加工用切削刀,包括第一切削刀体,还具备:
6.切削刀片:所述第一切削刀体的底部末端前侧面设有切削刀片;
7.第一锁紧螺栓:所述第一切削刀体与切削刀片之间螺纹连接有第一锁紧螺栓;
8.第一锁紧螺母:所述第一锁紧螺栓的末端螺纹连接有第一锁紧螺母;
9.压紧板:所述第一切削刀体的底部凸起端前侧面设有压紧板;
10.第二锁紧螺栓:所述第一切削刀体与压紧板之间螺纹连接有第二锁紧螺栓;
11.第二锁紧螺母:所述第二锁紧螺栓的末端螺纹连接有第二锁紧螺母;
12.连接组件:所述第一切削刀体的侧面固定连接有连接组件;
13.第二切削刀体:所述连接组件的末端固定连接有第二切削刀体;
14.连接螺母:所述连接组件与第二切削刀体之间螺纹连接有连接螺母。
15.优选的,所述第一切削刀体的底部末端前侧面固定连接有切削刀片,所述第一切削刀体与切削刀片之间螺纹连接有第一锁紧螺栓,所述第一锁紧螺栓的末端螺纹连接有第
一锁紧螺母,所述第一切削刀体的底部凸起端前侧面固定连接有压紧板,所述第一切削刀体与压紧板通过第二锁紧螺栓螺纹连接,所述第二锁紧螺栓的末端螺纹连接有第二锁紧螺母,所述第一切削刀体的侧面固定连接有连接组件的一端,所述连接组件的另一端固定连接有第二切削刀体,所述连接组件与第二切削刀体之间螺纹连接有连接螺母。
16.优选的,所述第一切削刀体的侧面开设有沉头连接孔,所述沉头连接孔的内侧圆弧壁面开设有花键槽。
17.优选的,所述连接组件包括有连接螺栓,所述连接螺栓的两端均与第一切削刀体与第二切削刀体的相对侧面螺纹连接,所述连接螺栓活动套接有花键轴,所述花键轴的外侧面活动套接有隔套。
18.优选的,所述第一切削刀体与第二切削刀体结构一致,所述第一切削刀体与第二切削刀体的相对侧面均开设有沉头连接孔,所述花键轴的两端均与沉头连接孔固定套接,所述花键轴的侧面键凸与花键槽相互嵌合。
19.优选的,所述连接螺栓的末端与连接螺母螺纹连接,所述连接螺栓与花键轴之间为间隙配合,所述花键轴与隔套的长度相等。
20.与现有技术对比,本实用新型具备以下有益效果:
21.1.该航空发动机曲轴精加工用切削刀的第一切削刀体的侧面可通过连接组件增设第二切削刀体,第一切削刀体与第二切削刀体的结构一致,通过第一切削刀体与第二切削刀体的协同进给切削可对航空发动机曲轴的不同连接扇面进行切削精加工,通过花键轴与花键槽的嵌合连接可使第一切削刀体与第二切削刀体之间保持稳定状态,通过更换不同尺寸的连接组件可调节第一切削刀体与第二切削刀体之间的连接间距,通过此方式可实现对不同尺寸航空发动机曲轴扇面的同步切削精加工,该航空发动机曲轴精加工用切削刀解决了传统机床利用单个切削刀体进行切削会增加多条切削路径才能完成对不同连接扇面的切削精加工的问题,提高了该航空发动机曲轴精加工用切削刀的切除效率。
22.2.该航空发动机曲轴精加工用切削刀在对航空发动机曲轴的不同连接扇面进行切削精加工时,对于不同连接角度的曲轴扇面,通过转动花键轴与花键槽的嵌合角度,从而改变第一切削刀体与第二切削刀体之间的连接角度,通过改变第一切削刀体与第二切削刀体之间的连接角度可使该航空发动机曲轴精加工用切削刀对不同连接角度的曲轴扇面进行同步有效切削,该结构解决了传统航空发动机曲轴精加工用切削刀在机床上投入使用时无法自身调节角度的问题,提高了传统航空发动机曲轴精加工用切削刀的切削灵活度。
附图说明
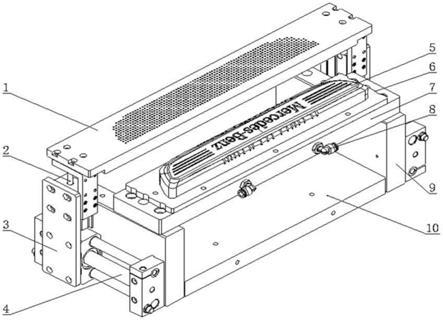
23.图1是本实施例的整体结构示意图;
24.图2是本实施例的第一切削刀体处结构示意图;
25.图3是本实施例的花键轴处结构示意图;
26.图4是本实施例的连接组件结构示意图。
27.附图标记说明:1、第一切削刀体;2、切削刀片;3、第一锁紧螺栓;4、第一锁紧螺母;5、压紧板;6、第二锁紧螺栓;7、第二锁紧螺母;8、连接组件;9、第二切削刀体;10、连接螺母;101、沉头连接孔;102、花键槽;801、连接螺栓;802、花键轴;803、隔套。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.请参阅图1-4,本实用新型提供了一种技术方案:一种航空发动机曲轴精加工用切削刀,包括第一切削刀体1,还具备:
30.切削刀片2:第一切削刀体1的底部末端前侧面设有切削刀片2;
31.第一锁紧螺栓3:第一切削刀体1与切削刀片2之间螺纹连接有第一锁紧螺栓3;
32.第一锁紧螺母4:第一锁紧螺栓3的末端螺纹连接有第一锁紧螺母4;
33.压紧板5:第一切削刀体1的底部凸起端前侧面设有压紧板5;
34.第二锁紧螺栓6:第一切削刀体1与压紧板5之间螺纹连接有第二锁紧螺栓6;
35.第二锁紧螺母7:第二锁紧螺栓6的末端螺纹连接有第二锁紧螺母7;
36.连接组件8:第一切削刀体1的侧面固定连接有连接组件8;
37.第二切削刀体9:连接组件8的末端固定连接有第二切削刀体9;
38.连接螺母10:连接组件8与第二切削刀体9之间螺纹连接有连接螺母10。
39.第一切削刀体1的底部末端前侧面固定连接有切削刀片2,第一切削刀体1与切削刀片2之间螺纹连接有第一锁紧螺栓3,第一锁紧螺栓3的末端螺纹连接有第一锁紧螺母4,第一切削刀体1的底部凸起端前侧面固定连接有压紧板5,第一切削刀体1与压紧板5通过第二锁紧螺栓6螺纹连接,第二锁紧螺栓6的末端螺纹连接有第二锁紧螺母7,第一切削刀体1的侧面固定连接有连接组件8的一端,连接组件8的另一端固定连接有第二切削刀体9,连接组件8与第二切削刀体9之间螺纹连接有连接螺母10,压紧板5实现对切削刀片2的压紧效果,切削刀片2实现对高速旋转中的曲轴进行切削的效果,连接组件8实现第一切削刀体1与第二切削刀体9之间的连接效果,连接螺母10实现连接组件8与第二切削刀体9之间的锁紧效果,第一切削刀体1的侧面开设有沉头连接孔101,沉头连接孔101的内侧圆弧壁面开设有花键槽102,该结构实现第一切削刀体1与花键轴802之间的嵌合效果,连接组件8包括有连接螺栓801,连接螺栓801的两端均与第一切削刀体1与第二切削刀体9的相对侧面螺纹连接,连接螺栓801活动套接有花键轴802,花键轴802的外侧面活动套接有隔套803,通过花键轴802与花键槽102的嵌合连接可使第一切削刀体1与第二切削刀体9之间保持稳定状态,通过更换不同尺寸的连接组件8可调节第一切削刀体1与第二切削刀体9之间的连接间距,通过此方式可实现对不同尺寸航空发动机曲轴扇面的同步切削精加工,第一切削刀体1与第二切削刀体9结构一致,第一切削刀体1与第二切削刀体9的相对侧面均开设有沉头连接孔101,花键轴802的两端均与沉头连接孔101固定套接,花键轴802的侧面键凸与花键槽102相互嵌合,通过转动花键轴802与花键槽102的嵌合角度,从而改变第一切削刀体1与第二切削刀体9之间的连接角度,通过改变第一切削刀体1与第二切削刀体9之间的连接角度可使该航空发动机曲轴精加工用切削刀对不同连接角度的曲轴扇面进行同步有效切削,连接螺栓801的末端与连接螺母10螺纹连接,连接螺栓801与花键轴802之间为间隙配合,花键轴802与隔套803的长度相等,该结构解释连接螺栓801、花键轴802、隔套803之间的配合关系,实现其方便更换使用的效果。
40.工作时,首先将该航空发动机曲轴精加工用切削刀安装在加工机床上,在对航空发动机曲轴进行精加工时,通过第一切削刀体1与第二切削刀体9的协同进给切削可对航空发动机曲轴的不同连接扇面进行切削精加工,通过花键轴802与花键槽102的嵌合连接可使第一切削刀体1与第二切削刀体9之间保持稳定状态,通过更换不同尺寸的连接组件8可调节第一切削刀体1与第二切削刀体9之间的连接间距,通过此方式可实现对不同尺寸航空发动机曲轴扇面的同步切削精加工,通过转动花键轴802与花键槽102的嵌合角度,从而改变第一切削刀体1与第二切削刀体9之间的连接角度,通过改变第一切削刀体1与第二切削刀体9之间的连接角度可使该航空发动机曲轴精加工用切削刀对不同连接角度的曲轴扇面进行同步有效切削,由此便完成该航空发动机曲轴精加工用切削刀的一次切削使用方法。
41.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。