1.本发明涉及注塑模具技术领域,具体为一种高精密移液吸头加工注塑模具。
背景技术:
2.移液枪是移液器的一种,常用于实验室少量或微量液体的移取,规格不同,不同规格的移液枪配套使用不同大小的枪头,不同生产厂家生产的形状也略有不同,但工作原理及操作方法基本一致;而移液枪头端的吸头通常的制作工艺都是聚丙烯注塑制成,其中注塑的模具,如申请号为cn202023156202.5的一种生物实验室吸头生产用模具固定装置,包括底座,底座的顶端与模具本体的底端固定连接,底座的底端中间开设有t型限位槽。本实用新型生物实验室吸头生产用模具固定装置,通过将底座上的t型限位槽滑动至t型滑块外,使底座对模具本体进行纵向的固定,再转动螺纹杆使两个方形限位板对底座上的方形限位杆进行横向限位,使模具本体在固定板上被固定柱,防止模具本体在读吸头塑模时发生移动,解决了现有的模具没有固定结构,在被外物碰撞时容易使模具内塑形的吸头发生变形而导致吸头的塑形不合格,浪费了生物实验室吸头在塑模的时间和材料,并且使生物实验室吸头塑模效果差的问题。
3.而上述的技术方案,在吸头注塑的取样品时不是很方便,虽然都需要将上下模具分开,这在批量生产的时候就需要大量的工序的和步骤,是生产流水线的工序复杂化,由于其属于医用消耗品,很影响生产的效率,使市场供不应求。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种高精密移液吸头加工注塑模具,解决了现如今在吸头注塑的取样品时不是很方便,虽然都需要将上下模具分开,这在批量生产的时候就需要大量的工序的和步骤,是生产流水线的工序复杂化,由于其属于医用消耗品,很影响生产的效率,使市场供不应求的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种高精密移液吸头加工注塑模具,包括模具固定底座,所述模具固定底座上端一体化固定连接有两个下模具架高底座,两个所述下模具架高底座上端固定连接有底模,所述底模上端滑动设置有滑动模具模组,所述底模上端四角处一体化固定连接有四个校准杆,四个所述校准杆上滑动设置有上模具模组,四个所述校准杆上分别套设有缓冲弹簧,所述滑动模具模组包括:散热出气孔和沉头槽,所述散热出气孔开设在滑动模具模组上端表面,所述滑动模具模组上端表面还开设有沉头槽,所述上模具模组包括:校准孔和浇筑孔,所述上模具模组上端四角处分别开设有四个校准孔,所述上模具模组中间开设有浇筑孔。
8.作为优选的,所述滑动模具模组一侧一体化固定连接有气缸轴连接板,所述气缸轴连接板远离滑动模具模组的一侧与出模双轴气缸的两个输出轴固定连接,所述出模双轴
气缸固定安装在出模气缸安装台上端表面,所述出模气缸安装台固定安装在模具固定底座上端表面且位于下模具架高底座一侧。
9.作为优选的,所述底模靠近出模气缸安装台的一侧表面与其之间固定连接有两个滑动模具滑轨,且两个所述滑动模具滑轨位于滑动模具模组下方并与其滑动接触,所述底模远离出模气缸安装台的一侧表面一体化连接有滑动模具限位槽。
10.作为优选的,所述底模两端侧面分别一体化固定连接有两个固定夹角铁,且每同侧的两个所述固定夹角铁之间分别转动安装有固定夹,两个所述固定夹的长度与上模具模组和底模相加的厚度相等,所述缓冲弹簧位于上模具模组和底模之间。
11.作为优选的,所述校准孔滑动套设在对应的校准杆上,所述浇筑孔下端开设有注塑流道,所述注塑流道下端开设有分流空腔,所述浇筑孔、注塑流道和分流空腔连通,且所述分流空腔呈倒圆锥状。
12.作为优选的,所述分流空腔下端内壁开设有若干注流孔,每个所述注流孔下端且位于上模具模组下端表面分别固定连接有若干与其表面垂直向下的成型顶模,每个所述成型顶模内分别开设有倒流道,每个所述倒流道与注流孔连通,所述上模具模组上端表面且位于浇筑孔外圈分别开设有若干通气孔,且每个所述通气孔与分流空腔连通。
13.作为优选的,所述沉头槽内开设有若干与成型顶模对应的封顶孔,每个所述封顶孔下端分别开设有成型孔,每个所述成型孔与成型顶模形状相同。
14.作为优选的,所述成型孔与成型顶模的尺寸比例为1.05:1。
15.作为优选的,所述滑动模具滑轨包括:滑轨外壳、滚珠限位板和滚珠,所述滑轨外壳固定连接在底模和出模气缸安装台之间,所述滑轨外壳内固定安装有滚珠限位板,所述滑轨外壳上活动设置有若干滚珠。
16.作为优选的,每个所述滚珠穿过滚珠限位板且顶端突出滑轨外壳的上端表面,且所述滚珠的球心点位于滚珠限位板下方。
17.(三)有益效果
18.本发明提供了一种高精密移液吸头加工注塑模具。具备以下有益效果:
19.根据上述背景技术中提出的现如今在吸头注塑的取样品时不是很方便,虽然都需要将上下模具分开,这在批量生产的时候就需要大量的工序的和步骤,是生产流水线的工序复杂化,由于其属于医用消耗品,很影响生产的效率,使市场供不应求的问题,本方案通过在出模双轴气缸将滑动模具模组推至底模和上模具模组之间,直至抵住滑动模具限位槽一侧内壁,将上模具模组通过校准孔插在校准杆上,到底时挤压缓冲弹簧,通过翻转固定夹,使上端卡在上模具模组上端表面,实现上下模具的对接,通过将预制好的注塑材料从浇筑孔灌入,顺着注塑流道流至分流空腔,并通过通气孔将内部原本的空气排除,以免内部材料中出现气泡,注塑的材料会从注流孔进入倒流道中,并通过下端的开孔和上端的材料的压力挤压,填充至成型顶模和成型孔之间的缝隙中,而缝隙空间内的空气则通过封顶孔排出,通过散热出气孔将原料的热量快速的散出,实现冷却成型,最终完成注塑,待注塑完成后,再通过出模双轴气缸将滑动模具模组通过滑动模具滑轨滑出,再取出样品,至此,工序结束,此工序的制备步骤相比较现在的工艺,成品出模更加方便,再次加工能够更加快速的校准上下模具之间的校准。
附图说明
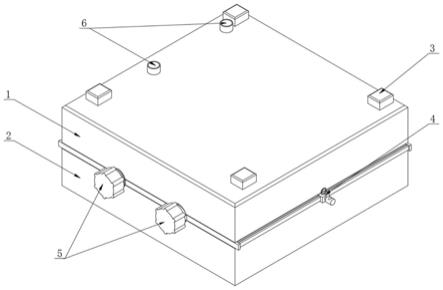
20.图1为本发明的整体结构示意图;
21.图2为本发明的侧视结构示意图;
22.图3为本发明图2中a-a线的剖面结构示意图;
23.图4为本发明图2中b-b线的剖面结构示意图;
24.图5为本发明图3中a处的放大结构示意图;
25.图6为本发明图4中b处的放大结构示意图;
26.图7为本发明图4中c处的放大结构示意图;
27.图8为本发明中滑动模具滑轨的结构示意图。
28.其中,1、模具固定底座;2、下模具架高底座;3、滑动模具模组;301、散热出气孔;302、沉头槽;303、封顶孔;304、成型孔;4、校准杆;5、上模具模组;501、校准孔;502、浇筑孔;503、注塑流道;504、分流空腔;505、注流孔;506、成型顶模;507、通气孔;508、倒流道;6、缓冲弹簧;7、固定夹角铁;8、固定夹;9、出模气缸安装台;10、出模双轴气缸;11、滑动模具滑轨;1101、滑轨外壳;1102、滚珠限位板;1103、滚珠;12、气缸轴连接板;13、滑动模具限位槽;14、底模。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.实施例:
31.如图1、2、3、4、5、6、7、8所示,本发明实施例提供一种高精密移液吸头加工注塑模具,包括模具固定底座1,所述模具固定底座1上端一体化固定连接有两个下模具架高底座2,两个所述下模具架高底座2上端固定连接有底模14,所述底模14上端滑动设置有滑动模具模组3,所述底模14上端四角处一体化固定连接有四个校准杆4,四个所述校准杆4上滑动设置有上模具模组5,四个所述校准杆4上分别套设有缓冲弹簧6,所述滑动模具模组3包括:散热出气孔301和沉头槽302,所述散热出气孔301开设在滑动模具模组3上端表面,所述滑动模具模组3上端表面还开设有沉头槽302,所述上模具模组5包括:校准孔501和浇筑孔502,所述上模具模组5上端四角处分别开设有四个校准孔501,所述上模具模组5中间开设有浇筑孔502;所述滑动模具模组3一侧一体化固定连接有气缸轴连接板12,所述气缸轴连接板12远离滑动模具模组3的一侧与出模双轴气缸10的两个输出轴固定连接,所述出模双轴气缸10固定安装在出模气缸安装台9上端表面,所述出模气缸安装台9固定安装在模具固定底座1上端表面且位于下模具架高底座2一侧;所述底模14靠近出模气缸安装台9的一侧表面与其之间固定连接有两个滑动模具滑轨11,且两个所述滑动模具滑轨11位于滑动模具模组3下方并与其滑动接触,所述底模14远离出模气缸安装台9的一侧表面一体化连接有滑动模具限位槽13;所述底模14两端侧面分别一体化固定连接有两个固定夹角铁7,且每同侧的两个所述固定夹角铁7之间分别转动安装有固定夹8,两个所述固定夹8的长度与上模具模组5和底模14相加的厚度相等,所述缓冲弹簧6位于上模具模组5和底模14之间。
32.通过上述的技术方案,通过在出模双轴气缸10将滑动模具模组3推至底模14和上模具模组5之间,直至抵住滑动模具限位槽13一侧内壁,将上模具模组5通过校准孔501插在校准杆4上,到底时挤压缓冲弹簧6,通过翻转固定夹8,使上端卡在上模具模组5上端表面,实现上下模具的对接,通过将预制好的注塑材料从浇筑孔502灌入,顺着注塑流道503流至分流空腔504,并通过通气孔507将内部原本的空气排除,以免内部材料中出现气泡,注塑的材料会从注流孔505进入倒流道508中,并通过下端的开孔和上端的材料的压力挤压,填充至成型顶模506和成型孔304之间的缝隙中,而缝隙空间内的空气则通过封顶孔303排出,通过散热出气孔301将原料的热量快速的散出,实现冷却成型,最终完成注塑,待注塑完成后,再通过出模双轴气缸10将滑动模具模组3通过滑动模具滑轨11滑出,再取出样品,至此,工序结束,此工序的制备步骤相比较现在的工艺,成品出模更加方便,再次加工能够更加快速的校准上下模具之间的校准。
33.其中,所述校准孔501滑动套设在对应的校准杆4上,所述浇筑孔502下端开设有注塑流道503,所述注塑流道503下端开设有分流空腔504,所述浇筑孔502、注塑流道503和分流空腔504连通,且所述分流空腔504呈倒圆锥状;所述分流空腔504下端内壁开设有若干注流孔505,每个所述注流孔505下端且位于上模具模组5下端表面分别固定连接有若干与其表面垂直向下的成型顶模506,每个所述成型顶模506内分别开设有倒流道508,每个所述倒流道508与注流孔505连通,所述上模具模组5上端表面且位于浇筑孔502外圈分别开设有若干通气孔507,且每个所述通气孔507与分流空腔504连通,将预制好的注塑材料从浇筑孔502灌入,顺着注塑流道503流至分流空腔504,并通过通气孔507将内部原本的空气排除,以免内部材料中出现气泡,注塑的材料会从注流孔505进入倒流道508中,并通过下端的开孔和上端的材料的压力挤压。
34.本实施例中,所述沉头槽302内开设有若干与成型顶模506对应的封顶孔303,每个所述封顶孔303下端分别开设有成型孔304,每个所述成型孔304与成型顶模506形状相同;所述成型孔304与成型顶模506的尺寸比例为1.05:1,其中,缝隙空间内的空气则通过封顶孔303排出,通过散热出气孔301将原料的热量快速的散出,实现冷却成型,最终完成注塑,待注塑完成后,再通过出模双轴气缸10将滑动模具模组3通过滑动模具滑轨11滑出,再取出样品。
35.需要说明的是,所述滑动模具滑轨11包括:滑轨外壳1101、滚珠限位板1102和滚珠1103,所述滑轨外壳1101固定连接在底模14和出模气缸安装台9之间,所述滑轨外壳1101内固定安装有滚珠限位板1102,所述滑轨外壳1101上活动设置有若干滚珠1103;每个所述滚珠1103穿过滚珠限位板1102且顶端突出滑轨外壳1101的上端表面,且所述滚珠1103的球心点位于滚珠限位板1102下方,通过滑动模具模组3下端表面与若干滚珠1103之间的活动接触,能够使其更加平顺的滑出,从而保护模具和出模双轴气缸10。
36.工作原理:
37.本方案通过在出模双轴气缸10将滑动模具模组3推至底模14和上模具模组5之间,直至抵住滑动模具限位槽13一侧内壁,将上模具模组5通过校准孔501插在校准杆4上,到底时挤压缓冲弹簧6,通过翻转固定夹8,使上端卡在上模具模组5上端表面,实现上下模具的对接,通过将预制好的注塑材料从浇筑孔502灌入,顺着注塑流道503流至分流空腔504,并通过通气孔507将内部原本的空气排除,以免内部材料中出现气泡,注塑的材料会从注流孔
505进入倒流道508中,并通过下端的开孔和上端的材料的压力挤压,填充至成型顶模506和成型孔304之间的缝隙中,而缝隙空间内的空气则通过封顶孔303排出,通过散热出气孔301将原料的热量快速的散出,实现冷却成型,最终完成注塑,待注塑完成后,再通过出模双轴气缸10将滑动模具模组3通过滑动模具滑轨11滑出,再取出样品,至此,工序结束,此工序的制备步骤相比较现在的工艺,成品出模更加方便,再次加工能够更加快速的校准上下模具之间的校准。
38.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个引用结构”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
39.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。