技术特征:
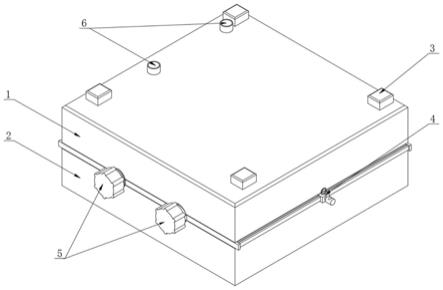
1.一种高精密移液吸头加工注塑模具,包括模具固定底座(1),其特征在于:所述模具固定底座(1)上端一体化固定连接有两个下模具架高底座(2),两个所述下模具架高底座(2)上端固定连接有底模(14),所述底模(14)上端滑动设置有滑动模具模组(3),所述底模(14)上端四角处一体化固定连接有四个校准杆(4),四个所述校准杆(4)上滑动设置有上模具模组(5),四个所述校准杆(4)上分别套设有缓冲弹簧(6),所述滑动模具模组(3)包括:散热出气孔(301)和沉头槽(302),所述散热出气孔(301)开设在滑动模具模组(3)上端表面,所述滑动模具模组(3)上端表面还开设有沉头槽(302),所述上模具模组(5)包括:校准孔(501)和浇筑孔(502),所述上模具模组(5)上端四角处分别开设有四个校准孔(501),所述上模具模组(5)中间开设有浇筑孔(502)。2.根据权利要求1所述的一种高精密移液吸头加工注塑模具,其特征在于:所述滑动模具模组(3)一侧一体化固定连接有气缸轴连接板(12),所述气缸轴连接板(12)远离滑动模具模组(3)的一侧与出模双轴气缸(10)的两个输出轴固定连接,所述出模双轴气缸(10)固定安装在出模气缸安装台(9)上端表面,所述出模气缸安装台(9)固定安装在模具固定底座(1)上端表面且位于下模具架高底座(2)一侧。3.根据权利要求2所述的一种高精密移液吸头加工注塑模具,其特征在于:所述底模(14)靠近出模气缸安装台(9)的一侧表面与其之间固定连接有两个滑动模具滑轨(11),且两个所述滑动模具滑轨(11)位于滑动模具模组(3)下方并与其滑动接触,所述底模(14)远离出模气缸安装台(9)的一侧表面一体化连接有滑动模具限位槽(13)。4.根据权利要求3所述的一种高精密移液吸头加工注塑模具,其特征在于:所述底模(14)两端侧面分别一体化固定连接有两个固定夹角铁(7),且每同侧的两个所述固定夹角铁(7)之间分别转动安装有固定夹(8),两个所述固定夹(8)的长度与上模具模组(5)和底模(14)相加的厚度相等,所述缓冲弹簧(6)位于上模具模组(5)和底模(14)之间。5.根据权利要求4所述的一种高精密移液吸头加工注塑模具,其特征在于:所述校准孔(501)滑动套设在对应的校准杆(4)上,所述浇筑孔(502)下端开设有注塑流道(503),所述注塑流道(503)下端开设有分流空腔(504),所述浇筑孔(502)、注塑流道(503)和分流空腔(504)连通,且所述分流空腔(504)呈倒圆锥状。6.根据权利要求5所述的一种高精密移液吸头加工注塑模具,其特征在于:所述分流空腔(504)下端内壁开设有若干注流孔(505),每个所述注流孔(505)下端且位于上模具模组(5)下端表面分别固定连接有若干与其表面垂直向下的成型顶模(506),每个所述成型顶模(506)内分别开设有倒流道(508),每个所述倒流道(508)与注流孔(505)连通,所述上模具模组(5)上端表面且位于浇筑孔(502)外圈分别开设有若干通气孔(507),且每个所述通气孔(507)与分流空腔(504)连通。7.根据权利要求6所述的一种高精密移液吸头加工注塑模具,其特征在于:所述沉头槽(302)内开设有若干与成型顶模(506)对应的封顶孔(303),每个所述封顶孔(303)下端分别开设有成型孔(304),每个所述成型孔(304)与成型顶模(506)形状相同。8.根据权利要求7所述的一种高精密移液吸头加工注塑模具,其特征在于:所述成型孔(304)与成型顶模(506)的尺寸比例为1.05:1。9.根据权利要求3所述的一种高精密移液吸头加工注塑模具,其特征在于:所述滑动模具滑轨(11)包括:滑轨外壳(1101)、滚珠限位板(1102)和滚珠(1103),所述滑轨外壳(1101)
固定连接在底模(14)和出模气缸安装台(9)之间,所述滑轨外壳(1101)内固定安装有滚珠限位板(1102),所述滑轨外壳(1101)上活动设置有若干滚珠(1103)。10.根据权利要求9所述的一种高精密移液吸头加工注塑模具,其特征在于:每个所述滚珠(1103)穿过滚珠限位板(1102)且顶端突出滑轨外壳(1101)的上端表面,且所述滚珠(1103)的球心点位于滚珠限位板(1102)下方。
技术总结
本发明提供一种高精密移液吸头加工注塑模具,涉及注塑模具技术领域,包括模具固定底座,所述模具固定底座上端一体化固定连接有两个下模具架高底座,所述滑动模具模组包括:散热出气孔和沉头槽,所述滑动模具模组上端表面还开设有沉头槽,所述上模具模组包括:校准孔和浇筑孔,所述上模具模组中间开设有浇筑孔;本方案通过在出模双轴气缸将滑动模具模组推至底模和上模具模组之间,直至抵住滑动模具限位槽一侧内壁,将上模具模组通过校准孔插在校准杆上,到底时挤压缓冲弹簧,通过翻转固定夹,而缝隙空间内的空气则通过封顶孔排出,此工序的制备步骤相比较现在的工艺,成品出模更加方便,再次加工能够更加快速的校准上下模具之间的校准。的校准。的校准。
技术研发人员:刘刚 刘子贤 刘子德 袁义勇 赵华 唐波
受保护的技术使用者:美东汇成生命科技(昆山)有限公司
技术研发日:2021.11.25
技术公布日:2022/4/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。