1.本发明涉及垂直导电胶技术领域,特别涉及一种垂直导电胶、焊接方法及焊接结构。
背景技术:
2.本部分的描述仅提供与本发明公开相关的背景信息,而不构成现有技术。
3.现有的垂直导电胶焊接通常采用acf/acp(传统垂直导电胶),由贴合、预压、拨开离型纸、对位、本压等工序将导电胶形成固化,达到底部焊盘和待焊接材料的焊接,及电性导通。
4.如图1所示,传统acf/acp导电胶工艺路线复杂,且导电胶固化后焊盘周围会残留导电粒子,有焊接后短路风险;焊接后结合面存在空洞、推拉力值偏小等会影响焊接后产品的可靠性;焊接面导电能力有限,可承载的电流偏小,无法满足大电流工艺的应用。
5.应该注意,上面对技术背景的介绍只是为了方便对本发明的技术方案进行清楚、完整的说明,并方便本领域技术人员的理解而阐述的。不能仅仅因为这些方案在本发明的背景技术部分进行了阐述而认为上述技术方案为本领域技术人员所公知。
技术实现要素:
6.本发明要解决的技术问题是提供一种垂直导电胶、焊接方法及焊接结构。
7.为了解决上述技术问题,本发明提供了一种垂直导电胶,所述的垂直导电胶由以下材料混合而成,按重量百分比包括,
8.sn-58bi合金颗粒,8.5%~8.7%;
9.导电金属微粒,2.1%~2.3%
10.热硬化树脂,39%~39.4%,
11.上述材料在真空条件下充分搅拌后脱泡形成本申请所述的垂直导电胶。
12.优选地,所述的sn-58bi合金颗粒,粒径为2.5um~3.5um,液/固相线温度为135~145℃;导电金属微粒的粘度为141~pas~165pas;热硬化树脂的弹性率1.9gpa~2.1gpa,固化温度105℃~115℃。
13.本申请还涉及一种焊接方法,所述的焊接方法使用所述的垂直导电胶作为焊接剂。
14.优选地,将垂直导电胶设于底部基板与待焊接材料之间,所述的底部基板与待焊接材料的相对表面均设置有金属焊盘,将底部基板和待焊接材料的焊盘对齐后,将垂直导电胶加热固化。
15.优选地,所述的加热固化温度为110~140℃。
16.优选地,所述的底部基板上设置有单个或多个金属焊盘,所述的待焊接材料为电子元器件、芯片或待焊接基板。
17.优选地,所述的垂直导电胶通过印刷或点胶的方式附着在底部加班的金属焊盘
上。
18.本申请还提供一种焊接结构,所述的焊接结构通过所述的焊接方法焊接而成。
19.借由以上的技术方案,本发明的有益效果如下:
20.本发明的垂直导电胶,垂直导电且横向不到电性、使用加热固化、固化后焊盘周围无导电微粒,导电胶附着焊盘面积大无明显空洞,导电胶可承载电流能力强。本申请的焊接方法及结构,可以确保焊接后材料接触面积大、无短路、可通过大电流、垂直导电横向不导电,可靠性极大得到提升。
附图说明
21.图1为使用传统的导电胶的焊接面的结构示意图;
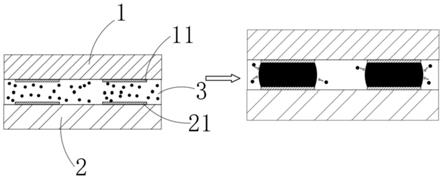
22.图2为本申请的垂直导电胶的焊接过程的焊接面变化图;
23.图3为本申请的一种焊接方法的流程图。
24.其中:1,2、焊接基板;11,21、焊盘;3、垂直导电胶。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.需要说明的是,在本发明的描述中,术语“第一”、“第二”等仅用于描述目的和区别类似的对象,两者之间并不存在先后顺序,也不能理解为指示或暗示相对重要性。此外,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
27.本申请的垂直导电胶为sap(self assembly paste),材料质量组分为,sn-58bi合金颗粒,8.5%~8.7%;导电金属微粒,2.1%~2.3%;热硬化树脂,39%~39.4%。其中,所述的sn-58bi合金颗粒,粒径为2.5um~3.5um,液/固相线温度为135℃~145℃;导电金属微粒的粘度为141~pas~165pas;热硬化树脂的弹性率1.9gpa~2.1gpa,固化温度105℃~115℃。本申请的垂直导电胶的固化条件相比传统的垂直导电胶acf/acp,无需贴合、预压、拨开离型纸、本压等工序,只需要焊盘对位后,加热即可将该导电胶进行固化,通常110-140℃。
28.如图2所示,为本申请的垂直导电胶的焊接过程,将垂直导电胶设于底部基板与待焊接材料之间,所述的底部基板与待焊接材料的相对表面均设置有金属焊盘,将底部基板和待焊接材料的焊盘对齐后,将垂直导电胶加热固化。所述的加热固化温度为110~140℃。本申请的焊接方法只需加热无需加压,sap垂直导电胶的焊球自动向焊盘靠拢,形成强烈的金属结合(如图2的箭头方向),sap垂直导电胶受热后固定化,形成相邻焊盘之间的绝缘。
29.所述的底部基板上设置有单个或多个金属焊盘,所述的待焊接材料为电子元器件、芯片或待焊接基板,焊接后,可与底部基板形成相应电路结构,达到电路导通等作用。所述的垂直导电胶通过印刷或点胶的方式附着在底部加班的金属焊盘上,通过加热方式直接使导电胶形成固化,达到底部焊盘和待焊接材料的焊接,及电性导通。
30.如图3所示,为本申请的焊接方法的一种具体实施例,将本申请的sap垂直导电胶
印刷或点胶在钢网上形成胶点,将零件与胶点对位,加热固化,完成焊接。
31.与图1相比,本申请的垂直导电胶在固化后,焊盘周围无导电微粒残留。所述垂直导电胶在固化后,两个焊盘结合紧密,相比传统的垂直导电胶acf/acp,无明显空洞残留,推拉力值更大。相比传统的垂直导电胶acf/acp的最大通过电流600ma,可允许通过的电流值更大,达2000ma。
32.以上所述实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
技术特征:
1.一种垂直导电胶,其特征在于,所述的垂直导电胶由以下材料混合而成,按重量百分比包括,sn-58bi合金颗粒,8.5%~8.7%;导电金属微粒,2.1%~2.3%;热硬化树脂,39%~39.4%。2.根据权利要求1所述的,其特征在于,所述的sn-58bi合金颗粒,粒径为2.5um~3.5um,液/固相线温度为135℃~145℃;导电金属微粒的粘度为141~pas~165pas;热硬化树脂的弹性率1.9gpa~2.1gpa,固化温度105℃~115℃。3.一种焊接方法,其特征在于,使用权利要求1或2所述的垂直导电胶作为焊接剂。4.根据权利要求3所述的焊接方法,其特征在于,将垂直导电胶设于底部基板与待焊接材料之间,所述的底部基板与待焊接材料的相对表面均设置有金属焊盘,将底部基板和待焊接材料的焊盘对齐后,将垂直导电胶加热固化。5.根据权利要求4所述的焊接方法,其特征在于,所述的加热固化温度为110~140℃。6.根据权利要求4或5所述的焊接方法,其特征在于,所述的底部基板上设置有单个或多个金属焊盘,所述的待焊接材料为电子元器件、芯片或待焊接基板。7.根据权利要求4所述的焊接方法,其特征在于,所述的垂直导电胶通过印刷或点胶的方式附着在底部加班的金属焊盘上。8.一种焊接结构,其特征在于,所述的焊接结构通过权利要求3~7任意一项所述的焊接方法焊接而成。
技术总结
本发明提供了一种垂直导电胶、焊接方法及焊接结构,所述的垂直导电胶由以下材料混合而成,按重量百分比包括,Sn-58Bi合金颗粒,8.5~8.7%;导电金属微粒,2.1%~2.3%;热硬化树脂,39%~39.4%,所述的Sn-58Bi合金颗粒,粒径为2.5um~3.5um,液/固相线温度为135~145℃;导电金属微粒的粘度为141~Pas~165Pas;热硬化树脂的弹性率1.9~2.1GPa,固化温度105~115℃。本发明的垂直导电胶,垂直导电且横向不到电性、使用加热固化、固化后焊盘周围无导电微粒,导电胶附着焊盘面积大无明显空洞,导电胶可承载电流能力强。本申请的焊接方法及结构,可以确保焊接后材料接触面积大、无短路、可通过大电流、垂直导电横向不导电,可靠性极大得到提升。得到提升。得到提升。
技术研发人员:景俊
受保护的技术使用者:苏州欧依迪半导体有限公司
技术研发日:2021.12.17
技术公布日:2022/4/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。