1.本发明涉及镁合金加工领域,具体涉及具有良好强塑性的镁钛层合板及制备方法。
背景技术:
2.镁及其合金作为一种轻质结构材料,再加上它比强度高、导热性、电磁屏蔽性能良好等优点,成为了“21世纪的绿色工程材料”,在航空航天和汽车工业等领域具有广阔的应用前景。然而,其广泛的应用也增加了对更好的机械性能的需求,如较高的拉伸强度,较好的延展性。众所周知,镁合金具有密排六方晶体结构,滑移系少,不利于塑性变形,从而导致韧性较差。因此,要解决镁合金塑性变形能力差的缺点,可以考虑将其与异种金属或合金组合起来,形成金属复合材料,来弥补镁合金的不足。
3.金属钛及其合金具有质轻、比强度高,塑性变形能力好,耐蚀性能好等优点,是继钢铁、铝合金之后又一种重要的轻质金属结构材料,在航空航天、石油化工等领域广泛应用。
4.考虑到金属镁具有强度低、塑性变形能力差的缺点以及金属钛具有强度高、塑性好、耐蚀性好等优点,在这种情况下,若能够实现镁钛异种金属的可靠连接,充分发挥各自优点,弥补彼此的不足,从而可能制备出一种具有优异性能的镁钛复合板材。
5.当前,镁钛金属层状复合材料的制备方法主要有真空热压、爆炸焊接、轧制等多种加工工艺方法。其中,真空热压工艺能够在高温高压下实现层间扩散的良好冶金结合,该工艺的优点是易于制备界面缺陷少的块体材料。但真空条件成本高,产品尺寸受到真空室的限制。爆炸焊接工艺是一种特殊的压力焊接方法,其利用爆炸过程中产生的爆轰波将均匀或非均匀的金属材料结合起来。但在爆炸焊接中存在着可控性差、污染严重等问题。作为一种连续加工技术,轧制技术工艺简单,可用于生产大型板状结构材料。但对一些塑性变形能力差的金属,轧制过程中不可避免地产生边缘裂纹,从而造成材料损失。与上述工艺不同,采用挤压来制备镁钛层合板的研究鲜有报道;其次,挤压作为一种塑性变形工艺,使材料受到很高的三向应力和较大的塑性应变,从而有效地提高材料的塑性变形能力,进而提高复合板的界面结合。因此,基于挤压工艺,开发出一种直接用于镁钛层合板制备的工艺,并获得了性能优异的镁钛层合板。
技术实现要素:
6.有鉴于此,本发明的目的主要是针对镁合金强度低、塑性变形能力差的问题,采用钛板作为复合板材料,提出了一种制备具有良好强塑性的镁钛层合板的方法。
7.本发明所述的具有良好强塑性的镁钛层合板的制备方法,其包括如下步骤:
8.s1,对轧制态镁板进行退火处理得到退火态镁板,分别对钛板和退火态镁板进行表面打磨、除油;
9.s2,将退火态镁板和钛板交替堆叠形成多层结构的层合板,且层合板最外层为退
火态镁板,对层合板进行热挤压,堆叠形成的层合板的横向与挤压模具定径带长度方向垂直,挤压变形量为60~90%,挤压温度为200~400℃,挤压速度为3~6mm/s,对挤出后的层合板进行水冷;
10.s3,对水冷后的层合板进行退火处理。
11.进一步,所述s1中轧制态镁板与钛板的厚度比为3~6:1。
12.进一步,所述s3中退火处理的退火温度为250~400℃,退火时间为1~2h。
13.进一步,所述镁板为纯镁板或镁合金板,所述钛板为纯钛板或钛合金板。
14.一种按照上述制备方法制得的具有良好强塑性的镁钛层合板。
15.本发明与现有技术相比具有如下有益效果。
16.1、本发明通过合理安排镁板和钛板的堆叠顺序,堆叠形成的层合板最外层为退火态镁板,然后将层合板置于方形挤压筒内,使其横向与定径带长度方向之间保持垂直关系;经过热挤压后,在制备的镁钛层合板中形成了弯曲的结合界面,同时,镁层和钛层保持较好的连续性。进而在拉伸变形过程中,钛层提供高强度,而弯曲的界面有利于增强层界面间的咬合,从而提高了镁钛层合板的延展性。
17.2、本发明通过退火处理来调控镁钛层合板组织和成分变化。通过控制退火温度,获得了不均匀的晶粒尺寸,并且改变了镁层和钛层中粗晶和细晶的比例,实现了组织力学性能的调控。同时,退火也导致镁板中的一些元素比如铝元素在界面处发生扩散,有利于界面处形成冶金结合,进而提高了层合板的塑性。
18.3、本发明限定了挤压温度在200~300℃之间,若挤压温度过低,镁钛层合板表面质量不好,界面结合性差;若挤压温度过高,层合板发生再结晶,使得晶粒粗化,进而不利于层合板强度的提高。
19.4、本发明制备工艺流程简单,操作可行,成品性能可控,适用大规模工业化生产,同时也为其他金属层合板材的大规模工业制备提供思路。
附图说明
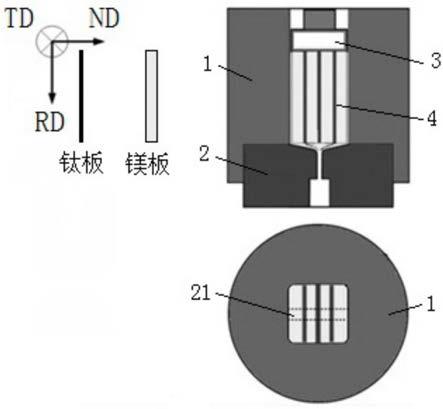
20.图1是层合板的横向与挤压模具定径带长度方向垂直的挤压示意图;
21.图2是层合板的横向与挤压模具定径带长度方向平行的挤压示意图;
22.图3是垂直挤压后的层合板的微观形貌示意图之一;
23.图4是垂直挤压后的层合板的微观形貌示意图之二;
24.图5是平行挤压后的层合板的微观形貌示意图;
25.图6是初始态和挤压态的镁钛层合板中单一层的晶界图;
26.图7是挤压态层合板经250℃退火处理后的单一层的晶界图;
27.图8是挤压态层合板经300℃退火处理后的单一层的晶界图;
28.图9是挤压态层合板经350℃退火处理后的单一层的晶界图;
29.图10是挤压态层合板经400℃退火处理后的单一层的晶界图;
30.图中,1—挤压筒,2—挤压模具,21—定径带,3—挤压杆,4—层合板。
具体实施方式
31.下面结合附图和具体实施例对本发明作详细说明。
32.实施例一,一种具有良好强塑性的镁钛层合板的制备方法,其包括如下步骤:
33.s1,将初始3.0mm厚的轧制态az31镁合金板和0.5mm厚的纯钛板剪切成35mm
×
15mm的小板,对轧制态镁板az31镁合金板在温度为350℃的条件下退火处理30min,去除残余应力,得到退火态az31镁合金板。然后使用钢丝刷分别对纯钛板和退火态az31镁合金板进行表面打磨,用酒精除油。随后用吹风机将纯钛板和退火态az31镁合金板表面吹干备用。
34.s2,将四片退火态az31镁合金板和三片纯钛板交替堆叠形成多层结构的层合板,且层合板最外层为退火态镁板,堆叠后的层合板的总厚度约为13.5mm。参见图1,对层合板进行热挤压,挤压前在挤压筒1内壁喷涂石墨水作为润滑剂,待挤压模具2和挤压筒1升温到250℃并稳定后,将堆叠的层合板置于挤压筒1中保温10min。其中堆叠形成的层合板4的横向与挤压模具定径带21长度方向垂直。然后通过挤压杆3向层合板4施加挤压力,挤压速度为6mm/s,压下量为77.7%,挤出的层合板厚度约为3mm,对挤出后的层合板在挤压模具外使用冷却水进行水冷,以减少位错的回复程度,提高了层合板强度。
35.需要说明的是,本实施例采用的挤压筒1横截面呈方形,横截面呈圆形的挤压筒同样能够适用该方法。
36.参见图6,分别观察挤压前和挤压后的镁层、钛层的晶界形貌,经过热挤压后镁层、钛层均实现了晶粒细化,进而提升了层合板强度。
37.s3,对水冷后的层合板进行退火处理,退火温度为250℃,退火时间为1h,通过退火处理来调控镁钛层合板中镁层和钛层的组织不均质性以及层界面处的元素扩散的过程,进而实现了层合板力学性能的调控。
38.实施例二,对水冷后的层合板进行退火处理,退火温度为300℃,其余与实施例一相同。
39.实施例三,对水冷后的层合板进行退火处理,退火温度为350℃,其余与实施例一相同。
40.实施例四,对水冷后的层合板进行退火处理,退火温度为400℃,其余与实施例一相同。
41.为了对比说明本发明的优势,以四片轧制态az31镁合金板和三片轧制态纯钛板平行挤压获得的镁钛层合板作为对比例一,以四片轧制态az31镁合金板垂直挤压得到的板材作为对比例二,以四片轧制态az31镁合金板垂直挤压并经250℃退火1h的板材作为对比例三,以四片轧制态az31镁合金板垂直挤压并经300℃退火1h的板材作为对比例四,以四片轧制态az31镁合金板垂直挤压并经350℃退火1h的板材作为对比例五,以四片轧制态az31镁合金板垂直挤压并经400℃退火1h的板材作为对比例六,以四片轧制态az31和三片轧制态纯钛垂直挤压获得的镁钛层合板作为对比例七。
42.分别对实施例一至实施例四、对比例一至对比例七的板材进行力学性能检测,结果参见表1。
43.表1不同加工工艺条件下镁钛层合板的力学性能
[0044] 加工状态屈服强度/mpa最大抗拉强度/mpa均匀延伸率/%对比例一层合板平行挤压、无退火处理1462354.8对比例二镁板垂直挤压、无退火处理22533910.4对比例三镁板垂直挤压、250℃退火20533211.2
对比例四镁板垂直挤压、300℃退火20035316.6对比例五镁板垂直挤压、350℃退火18134824.4对比例六镁板垂直挤压、400℃退火15732721.7对比例七层合板垂直挤压、无退火处理2843666.9实施例一层合板垂直挤压、250℃退火2673626.7实施例二层合板垂直挤压、300℃退火24238511.5实施例三层合板垂直挤压、350℃退火23338716.5实施例四层合板垂直挤压、400℃退火22736012.0
[0045]
参见图2,对比例一的层合板采用平行挤压,即堆叠形成的层合板4的横向与挤压模具定径带21长度方向平行,其力学性能较差,而对比例七经垂直挤压制备的镁钛层合板的屈服强度和最大抗拉强度显著提高。同时分别对比例一和对比例七的层合板进行微观形貌观察,参见图5,采用平行挤压的方式使得钛层发生断裂,在断裂的间断处容易造成应力集中,参见图3和图4,而垂直挤压获得的镁钛层合板中钛层保持很好的连续性,同时镁钛层间形成的弯曲结合界面有助于提高层合板的界面结合强度,从而使得垂直挤压得到的镁钛层合板表现出相对较高的均匀延伸率。
[0046]
由对比例七和对比例二的力学性能结果相比可以看出,钛板的引入显著增强了镁板,但同时也降低了镁钛层合板的延伸率,因此仅通过热挤压难以获得综合力学性能良好的镁钛层合板,需要结合特定的退火处理工艺才能实现。
[0047]
分别观察实施例一至实施例四的板材进行单一层的晶界形貌,结果参见图7至图10,镁钛层合板经过不同温度退火后导致镁层发生再结晶和晶粒长大,同时降低了位错密度使得层合板强度整体呈现下降的趋势。然而350℃退火诱发镁层中出现不均质的晶粒结构,进而产生额外的强化和加工硬化效果,所以350℃退火的镁钛层合板有最高的抗拉强度,同时保持最高的拉伸延伸率。与对比例三至对比例六相比,实施例一至实施例五中钛层的引入很大程度地提高了层合板的强度,尤其是屈服强度,这主要归因于其超细的晶粒结构,同时层合板也保持着较好的延伸率。综合层合板经退火的后性能变化可知,实施例三相较于实施例一、实施例二和实施例四综合力学性能最好。
[0048]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。