技术特征:
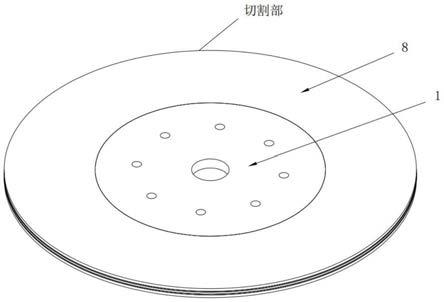
1.一种大直径树脂切割片,包括固定金属片(1),其特征在于:所述固定金属片(1)的表面固定开设有台阶槽(2),两个所述台阶槽(2)以固定金属片(1)的轴线为中心呈对称分布,所述台阶槽(2)的固定开设有连接卡槽(3),多个所述连接卡槽(3)以固定金属片(1)的轴心为中心呈环形阵列分布,所述连接卡槽(3)的内壁呈t形状,所述台阶槽(2)的内壁固定连接有连接块(4),多个所述连接块(4)以固定金属片(1)的轴心为中心呈环形阵列分布,所述连接块(4)的表面呈t形状;所述固定金属片(1)的表面固定套接有切割基环(5),所述切割基环(5)的表面固定连接有加强连接层(6),两个所述加强连接层(6)以切割基环(5)的轴线为中心呈对称分布,所述加强连接层(6)的表面与连接卡槽(3)的内壁固定连接,所述加强连接层(6)的表面固定连接有加强纤维网(7),所述加强纤维网(7)的表面固定连接有切割表层(8),所述切割表层(8)的表面与台阶槽(2)的内壁固定连接。2.根据权利要求1所述的一种大直径树脂切割片,其特征在于:所述加强连接层(6)的内部为耐高温树脂和碳纤维,所述加强纤维网(7)为经线采用陶瓷纤维和纬线采用玻璃纤维丝编织而成,所述切割表层(8)的内部为金刚砂、陶瓷微粉和耐高温树脂。3.根据权利要求1所述的一种大直径树脂切割片,其特征在于:所述固定金属片(1)的表面固定开设有散热孔,多个所述散热孔以固定金属片(1)的轴心为中心呈环形阵列分布。4.根据权利要求1-3任一项所述的一种大直径树脂切割片的硬化方法,其特征在于,包括以下步骤:步骤一、切割基环(5)制备,采用金刚砂、耐高温树脂和玻璃纤维网套接在固定金属片(1)的表面,制备切割基环(5);步骤二、初步硬化,将切割基环(5)与固定金属片(1)之间,进行硬化处理;步骤三、加强连接层(6)制备,对硬化后的切割基环(5)表面加入耐高温树脂和碳纤维压制加强连接层(6);步骤四、二次硬化,对加强连接层(6)进行硬化处理;步骤五、加强纤维网(7)铺设,将加强纤维网(7)铺设在硬化处理后的加强连接层(6)的表面,并将加强纤维网(7)的网格与连接块(4)的表面套接;步骤六、切割表层(8)压制,将耐高温树脂、金刚砂和陶瓷微粉充分混合后,倒入加强纤维网(7)上的模具内进行热压成型;步骤七、热固硬化处理,完成切割表层(8)压制后的切割片,进行热固硬化处理;步骤八、去应力处理,对热固硬化处理后的切割片进行应力去除;步骤九、喷涂处理,对去应力处理后的切割片,进行热扩散溶液喷涂;步骤十、最终硬化,将进行热扩散溶液喷涂后的切割片,进行最终硬化处理。5.根据权利要求4所述的一种大直径树脂切割片的硬化方法,其特征在于:所述步骤一中切割基环(5)制备,金刚砂和耐高温树脂按重量份采用12:1均匀混合后,将玻璃纤维网和固定金属片(1)放置在模具内,然后将金刚砂和耐高温树脂混合料,均匀铺设在玻璃纤维网上,采用热压制备。6.根据权利要求4所述的一种大直径树脂切割片的硬化方法,其特征在于:所述步骤二中初步硬化,将步骤一中制备的切割基环(5)和固定金属片(1)一同放入烘烤箱内进行烘烤处理,烘烤温度为220℃-230℃,烘烤时间为25-35min,然后冷却至室温。
7.根据权利要求4所述的一种大直径树脂切割片的硬化方法,其特征在于:所述步骤三中加强连接层(6)制备,将耐高温树脂和碳纤维按重量份采用2:1均匀混合后,倒入模具内,与切割基环(5)的表面和连接卡槽(3)内壁连接后,热压定型,制成切割片半成品。8.根据权利要求7所述的一种大直径树脂切割片的硬化方法,其特征在于:所述步骤四中二次硬化,将步骤三中制备的切割片半成品,送入工业微波炉内进行高温加热硬化处理,加热温度为550℃-580℃,时间为36-46min。9.根据权利要求4所述的一种大直径树脂切割片的硬化方法,其特征在于:所述步骤六中切割表层(8)压制,将金刚砂和陶瓷微粉通过反应釜搅拌混合后,将反应釜内温度升温至160℃-180℃后,加入耐高温树脂进行充分搅拌混合,然后倒入加强纤维网(7)上的模具内进行热压成型;金刚砂、陶瓷微粉和耐高温树脂按重量份采用10:3:4进行混合。10.根据权利要求4所述的一种大直径树脂切割片的硬化方法,其特征在于:所述步骤七中热固硬化处理,将步骤六制备切割表层(8)后的切割片,送入烤箱内进行烘烤,烘烤温度为240℃-260℃,时间为80-120min,然后冷却至室温;所述步骤八中去应力处理,将步骤七中热固硬化处理后的切割片进行毛刺去除和厚度矫正后,送入去应力炉内进行分阶段热处理;第一阶段炉内温度为120℃-150℃,时间为15-25min;第二阶段炉内温度升温至180℃-220℃,时间为20-25min;第三阶段炉内温度升温至380℃-420℃,时间为8-12min;所述步骤九中喷涂处理,将去应力处理后的切割片的表面,喷涂氯化钠水溶液;所述步骤十中最终硬化,将喷涂氯化钠水溶液后的切割片,送入加热炉内进行加热处理,加热温度为170℃-190℃,时间为5-8h。
技术总结
本发明属于树脂切割片技术领域,尤其是一种大直径树脂切割片及硬化方法,包括固定金属片,所述固定金属片的表面固定开设有台阶槽。该大直径树脂切割片及硬化方法,通过设置固定金属片的表面固定套接有切割基环,切割基环的表面固定连接有加强连接层,在使用时,通过固定金属片增加整个切割片的直径的同时,增加切割片的整体强度和韧性,并通过加强纤维网和加强连接层与连接卡槽和连接块配合,增加切割部与固定金属片的连接强度,同时,加强纤维网和加强连接层具有增加切割片的耐用性和连接强度与韧性,从而解决了现有的树脂切割片,为了降低树脂切割片在使用时折断和崩断,大多数直径较小,限制了树脂切割片的使用范围的问题。限制了树脂切割片的使用范围的问题。限制了树脂切割片的使用范围的问题。
技术研发人员:严光华 严亮 王训扬
受保护的技术使用者:江苏邦富莱苏蒙新材料有限公司
技术研发日:2021.12.31
技术公布日:2022/4/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。