采用bgmc5钢制造的冷轧工作辊及其热处理方法
技术领域
1.本发明采用bgmc5钢制造的冷轧工作辊及其热处理方法,涉及冶金制造技术领域,尤其涉及一种制造冷轧工作辊的bgmc5钢材成分及其工作辊的热处理方法。
背景技术:
2.目前,国内冷轧生产线160多条,每年冷轧辊的需求量较大,冷轧工作辊工作状态下有着极高的要求:辊坯表面要有一定抗剥落、抗热冲击能力;淬硬层要保证一定的深度;良好的硬度及硬度均匀性。因此冷轧辊的热处理工艺对最终产品的性能有着至关重要的作用。
3.冷轧辊是冷轧生产中的重要消耗部件。据统计,冷轧过程中冷轧工作辊的消耗在生产成本中所占比例达25%左右。冷轧辊在使用过程中会产生失效,目前典型失效形式有断裂、剥落、磨损等,任何一种失效形式都会使轧辊使用寿命缩短,并影响生产乃至经济效益,而这些失效与冷轧辊的热处理工艺密切相关。因此,制定合理的冷轧辊热处理工艺,才能保证冷轧辊具有。
4.针对上述现有技术中所存在的问题,研究设计一种新型的采用bgmc5钢制造的冷轧工作辊及其热处理方法,从而克服现有技术中所存在的问题是十分必要的。
技术实现要素:
5.根据上述现有技术提出的现有冷轧工作辊在工作状态下会形成断裂、剥落、磨损等失效形式,造成轧辊使用寿命缩短,影响生产质量下降和降低经济效益等技术问题,而提供一种采用bgmc5钢制造的冷轧工作辊及其热处理方法。本发明主要利用全新的工艺过程生产冷轧辊,从而既保证轧辊表面具有一定抗剥落、抗热冲击能力;又保证了轧辊淬硬层的深度及良好的硬度及硬度均匀性,使轧辊具有较高的使用寿命。
6.本发明采用的技术手段如下:
7.一种采用bgmc5钢制造的冷轧工作辊,其bgmc5钢的成分按质量百分比计为:
8.c:0.82~0.90%;
9.si:0.50~0.80%;
10.mn:0.20~0.50%、p:≤0.020%;
11.s:≤0.010%;
12.cr:4.80~5.20%;
13.mo:0.20~0.40%;
14.v:0.10~0.20%;
15.cu:≤0.25%;
16.ni:0.30~0.50%;
17.余量为铁和不可避免的杂质。
18.采用bgmc5钢制造的冷轧工作辊的热处理方法,包括如下步骤:辊身调质热处理、
半精加工、表面双频淬火处理、深冷处理和低温回火;
19.进一步地,辊身调质热处理分为淬火和回火两个步骤;淬火步骤采用喷淬工艺;回火步骤在喷淬完成后立即进行高温回火;
20.进一步地,辊身调质热处理步骤中的喷淬工艺采用车底式加热炉,将冷轧辊加热到865
±
5℃,然后用喷淬设备进行喷淬,喷淬时轧辊辊身部位两侧各开启两排喷嘴冷却,轧辊辊颈部位两侧均关闭下排喷嘴,开启上排喷嘴冷却;托辊转数10r/min,气压0.7mpa;喷淬分为两个阶段:第一阶段四区喷嘴全部开启,喷淬水流量为150m3/h,水压为0.5mpa,喷淬时间为10min,第六分钟时关闭挡水板;第二阶段喷淬水流量为100m3/h,水压为0.3mpa,喷淬时间为5min;停水后测辊身表面温度,温度在300℃以下时,喷淬完成。
21.进一步地,高温回火为,先在400℃保温5小时,然后在4.5小时内升温到610℃并保温24小时,炉冷到250℃以下出炉。
22.进一步地,半精加工为调质后的轧辊冷却到室温后立即按照半精加工尺寸要求进行半精车;
23.进一步地,辊身双拼表面淬火为先对冷轧辊进行预热,采用350℃保温5h以上后出炉,吊装上双频淬火机床,机床旋转速度20r/min,下降速度0.7mm/s;淬火结束后续冷时间80min以上;
24.进一步地,辊身双拼表面淬火步骤,选用的淬火感应器型号为工频φ440mm,中频φ450mm,喷水套φ450mm;感应器间距90~100mm,感应器与水套间距40mm;水压以水喷到辊面不反水为准,
25.进一步地,辊身双拼表面淬火步骤,淬火时第一感应电源加热温度935~945℃,第二感应电源加热温度945~955℃。
26.进一步地,深冷处理为双频淬火后将冷轧辊整体放到深冷箱中,在-80℃的环境中进行深冷处理72小时,确保马氏体转变完全,保证辊身强度和硬度;
27.进一步地,低温回火为将轧辊加热到155℃后保温94小时,出炉空冷。
28.较现有技术相比,本发明具有以下优点:
29.1、本发明提供的采用bgmc5钢制造的冷轧工作辊及其热处理方法,通过整套热处理方法,保证轧辊表面具有一定抗剥落、抗热冲击能力;
30.2、本发明提供的采用bgmc5钢制造的冷轧工作辊及其热处理方法,通过整套热处理方法,保证了轧辊淬硬层的深度及良好的硬度及硬度均匀性,使轧辊具有较高的使用寿命;
31.3、本发明提供的采用bgmc5钢制造的冷轧工作辊及其热处理方法,通过整套热处理方法,产品辊身硬度可达92-94hsd,辊颈硬度可达40-45hsd,淬硬层深度达到了27mm以上。
32.综上,应用本发明的技术方案解决了现有技术中的现有冷轧工作辊在工作状态下会形成断裂、剥落、磨损等失效形式,造成轧辊使用寿命缩短,影响生产质量下降和降低经济效益等问题。
附图说明
33.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
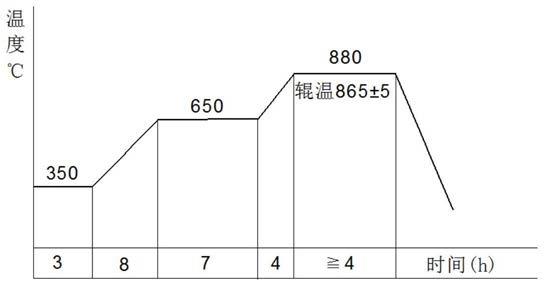
34.图1为本发明调质淬火加热工艺曲线;
35.图2为本发明调制回火加热工艺曲线;
36.图3为本发明低温回火加热工艺曲线;
37.图4为本发明辊身100x金相组织图;
38.图5为本发明辊颈400x金相组织图。
具体实施方式
39.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
40.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
42.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当清楚,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员己知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
43.在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制:方位词“内、外”是指相对于各部件本身的轮廓的内外。
44.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器
件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其位器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
45.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本发明保护范围的限制。
46.如图所示,本发明提供了一种采用bgmc5钢制造的冷轧工作辊,制造的冷轧工作辊的bgmc5钢的成分按质量百分比计为:
47.c:0.82~0.90%;
48.si:0.50~0.80%;
49.mn:0.20~0.50%、p:≤0.020%;
50.s:≤0.010%;
51.cr:4.80~5.20%;
52.mo:0.20~0.40%;
53.v:0.10~0.20%;
54.cu:≤0.25%;
55.ni:0.30~0.50%;
56.余量为铁和不可避免的杂质。
57.采用bgmc5钢制造的冷轧工作辊的热处理方法,包括如下步骤:
58.1、辊身调质处理:
59.淬火处理采用喷淬工艺,采用车底式加热炉按图1加热曲线将冷轧辊加热到865℃,然后用喷淬设备进行喷淬,喷淬时轧辊辊身部位两侧各开启两排喷嘴冷却,轧辊辊颈部位两侧均关闭下排喷嘴,开启上排喷嘴冷却;托辊转数10r/min,气压0.7mpa;喷淬分为两个阶段:第一阶段四区喷嘴全部开启,喷淬水流量为149m3/h,水压为0.48mpa,喷淬时间为10min,在第六分钟时关闭挡水板;第二阶段喷淬水流量为98m3/h,水压为0.3mpa,喷淬时间为5min;停水后测辊身表面温度,温度298℃时,喷淬完成。
60.喷淬完成后立即进行高温回火,具体回火工艺为,在395℃保温5小时,然后在4.5小时内升温到609℃并保温24小时,炉冷到245℃出炉。
61.2、半精加工:
62.调质后的轧辊冷却到室温后立即按照半精加工尺寸要求进行半精车。
63.3、辊身双频表面淬火:
64.双频淬火工艺先对冷轧辊进行预热,采用348℃保温6h出炉,吊装上双频淬火机床,机床旋转速度20r/min,下降速度0.7mm/s。淬火感应器型号为工频φ440mm,中频φ450mm,喷水套φ450mm;感应器间距95mm,感应器与水套间距40mm;水压以水喷到辊面不反水为准,淬火结束后续冷时间90min。淬火时第一感应电源加热温度940℃,第二感应电源加热温度950℃。
65.4、深冷处理:
66.双频淬火后将冷轧辊整体放到深冷箱中,在-80℃的环境中进行深冷处理72小时,
确保马氏体转变完全,保证辊身强度和硬度。
67.5、低温回火:
68.将轧辊加热到155℃后保温94小时,出炉空冷。
69.由上述成分制成的冷轧工作辊,经过上述工艺步骤热处理后的性能如下:
70.表1是辊身取四条母线等距离检验表面硬度情况。
71.表2是辊颈处四条母线等距离硬度检验情况。
72.从辊身和辊颈处的硬度检测结果看,辊身最低硬度92.1hsd,辊身最大94,满足标准92~94hsd要求;辊颈处硬度为40.8~44.3hsd,满足40~45hsd标准要求。
73.从图4和图5可以看出,辊身金相组织为隐针状马氏体组织 残余奥氏体组织,组织分布均匀,与所测硬度数据相对应,具有较好的硬度和耐磨性。辊颈金相组织为弥散分布的回火索氏体组织,碳化物颗粒大小适中,分布均匀,具备良好的机械性能。
74.表1辊身取四条母线(hsd)
75.a92.193.29393.593.8b93.29492.292.693.1c93.193.293.093.892.2d92.593.692.893.192.7
76.表2辊颈取四条母线(hsd)
77.a42.242.441.440.842.2b42.342.043.142.441.5c43.442.942.143.044.3d42.443.542.143.242.3
78.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。