1.本发明涉及用于组装选粉机打散盘装置的组件、组装装置及工艺。
背景技术:
2.本专利技术应用于集打散、分散、分级功能为一体的dstq型选粉机。
3.该选粉机为中建材(合肥)粉体科技装备有限公司研发制造,属国内首创,与青岛即墨中联水泥有限公司进行技术协作,替代即墨中联1#水泥生产线打散分级机,解决打散分级机锤头、衬板、风轮、筛板等磨损较快,维护成本高。
4.特别是筛板磨损之后,入磨物料粒度逐渐跑粗,造成磨机产量波动较大,质量不稳定等问题。
技术实现要素:
5.本发明所要解决的技术问题总的来说是提供一种用于组装选粉机打散盘装置的组件及工艺。母案专利号zl202011133967.9名称,选粉机打散盘装置的组装装置及方法;申请日20201021
6.为解决上述问题,本发明所采取的技术方案是:一种选粉机打散盘装置,所述打散盘装置包括打散盘主轴及对合抱在打散盘主轴上的半圆支撑臂;在半圆支撑臂下部对合有底部定位半座,底部定位半座为截面为等腰直角三角形的棱柱,其斜面具有抱合在打散盘主轴上的半弧面且对合;在底部定位半座直角面上设置有定位插孔,在半圆支撑臂上设置有两个夹角呈直角的长方形护板,长方形护板与半圆支撑臂结合面夹角为45度;圆钢支臂包括圆钢件及槽钢件;圆钢件在定位插孔中插装有圆钢支臂的端部;圆钢支臂中部托在槽钢件中并焊接为一体;槽钢外侧具有贴板以通过螺栓螺母与对应长方形护板连接;在加强筋之间焊接有连接板,连接板底部竖直焊接在半圆支撑臂上表面,并将两个半圆支撑臂焊接为一体;将半圆支撑臂上端与打散盘主轴外侧壁通过加强筋焊接。一种用于组装选粉机打散盘装置的组件,组装装置包括工艺传送装置;工艺传送装置包括工序一次传送带及输入端与工序一次传送带输出处工艺衔接的工序托载变向导向滑槽;在工序一次传送带上依次设置有下落工位、半圆工位、变向输入工位;工序一次传送带包括传送带;在传送带分布若干工序锥形底托,在工序锥形底托上同轴有工序安装套,在工序锥形底托与工序安装套侧壁上通透设置有若干工序套开槽,用于伸入插杆,以将打散盘主轴取出;在下落工位设置有带v型座传送带及设置在带v型座传送带输出端的倾斜n型导向槽,以使得打散盘主轴沿着下滑到工序安装套中,并通过工序锥形底托进行同轴自定位;打散盘主轴水平自定心放置在带v型座传送带中,并沿着倾斜n型导向槽变向为竖直状态并下落;在半圆工位处竖直升降有工序升降顶尖,将打散盘主轴上顶顶接;半圆支撑臂在此工位抱合在打散盘主轴上,并焊接加强筋与连接板为一体;在变向输入工位,工序托载变向导向滑槽为带有中间通道的弧形导向轨;调个的打散盘主轴的上部进入中间通道,调个后的半圆支撑臂上表面在工序托载变向导向滑槽上滑动变向。
7.一种用于组装选粉机打散盘装置的组件,组装装置包括工艺传送装置;工艺传送装置包括工序二次传送带及输出端与工序二次传送带输入端工艺衔接的工序托载变向导向滑槽;在工序二次传送带上依次设置有变向输出工位、变向调整工位、成品组装工位及成品输出工位;工序二次传送带包括传送带;在传送带分布若干工序锥形底托,在工序锥形底托上同轴有工序安装套,在工序锥形底托与工序安装套侧壁上通透设置有若干工序套开槽;工序托载变向导向滑槽为带有中间通道的弧形导向轨,调个后的半圆支撑臂上表面在工序托载变向导向滑槽上滑动变向输出,并进入到工序二次传送带的工序安装套中,使得半圆支撑臂下表面朝上;变向调整工位,设置有调整旋转辊和/或调整弹片,用于调整半圆支撑臂角度位置;在成品组装工位处竖直升降有工序升降顶尖,并设置有成品组装装置;成品组装装置包括在成品组装工位阵列有支臂径向通道,该通道与传送带传送方向具有45度的夹角,在支臂径向通道根部的输出端与成品组装工位之间具有工艺间隙;在支臂径向通道的头部的侧开口输入端倾斜有支臂侧送入导向板,以横向送入圆钢支臂,在支臂径向通道的头部纵向端部设置有支臂自定心喂料锥套,支臂自定心喂料锥套纵向移动,以去吞住圆钢支臂外端部并将圆钢支臂根部端部圆钢件插装在定位插孔中;在成品组装工位处设置有螺栓螺母组装机械手组,将贴板与对应长方形护板连接;在成品组装工位处设置有支臂焊接机,以将半圆支撑臂进行焊接;成品输出工位,位于工序二次传送带转向部,插杆伸入工序套开槽中,以将打散盘主轴取出。一种用于组装选粉机打散盘装置的组件,半圆组装装置,设置在工序一次传送带的半圆工位;其包括平行设置在工序一次传送带一侧的半圆上料传送带,传送有抱合面朝下放置前行的半圆支撑臂;在半圆上料传送带外侧上方设置有与传送半圆支撑臂上的加强筋斜面平行相对的半圆倾斜侧帮,在半圆倾斜侧帮下方的对应的第一半圆工艺间隙,以通过加强筋;在半圆上料传送带内侧上方设置有与传送半圆支撑臂上的底部定位半座相对的半圆竖直侧帮,在半圆竖直侧帮下方的对应的第二半圆工艺间隙,以通过底部定位半座;在半圆上料传送带输出端设置有半圆送入挡板,以使得半圆支撑臂逐个输送;在半圆上料传送带输出端衔接有半圆变向工位,在半圆变向工位设置有半圆下部豁口,以容纳放倒后的底部定位半座;在半圆变向工位纵向端都设置有半圆变向挡块,以实现纵向前行,以待变向;在半圆下部豁口横向出口设置铰接有通过弹簧复位闭合的半圆铰接挡门板,在半圆下部豁口横向出口背侧设置有半圆一次推杆及半圆二次自定位v型推手;纵行的半圆支撑臂前端通过闭合状态的半圆铰接挡门板上方前行并与半圆变向挡块接触定位;在半圆下部豁口横向出口的半圆组对底板上方设置有半圆前行门头板,半圆一次推杆推动直立状态的半圆支撑臂横向移动,以与半圆前行门头板接触后被放倒;半圆二次自定位v型推手与呈直角v型长方形护板内侧壁定位接触,用于推动放倒后的半圆支撑臂前行打开半圆铰接挡门板;在半圆组对底板上设置有半圆组对通道,以便底部定位半座通过横向前行相对抱合打散盘主轴的预设位置以组对;在半圆工位上方升降设置有加强筋导向座,在加强筋导向座上设置有下端具有出口的加强筋下落通道,以承接送入的竖直的连接板,在加强筋导向座上设置有阻挡加强筋下落通道出口下方的加强筋下挡手臂;在加强筋下落通道内腔上部斜向下设置有加强筋单向下压弹片,连接板下落时,下压加强筋单向下压弹片使其闭合;加强筋单向下压弹片下悬臂端距离出口距离小于连接板的高度;下降后的加强筋下落通道出口位于半圆支撑臂待组对上方,加强筋下挡手臂离开出口,连接板下端落到待组对处,加强筋导向座下降,张开后的加强筋单向下压弹片下端下压连接板顶
部;连接板被送到半圆支撑臂待组对上方,在半圆工位设置有半圆焊接机,以将连接板及加强筋进行焊接。一种选粉机打散盘装置的组装工艺,包括s1,在下落工位;首先,打散盘主轴水平自定心放置在带v型座传送带中并前行;然后,沿着倾斜n型导向槽变向为竖直状态并下落;其次,打散盘主轴沿着下滑到工序安装套中,并通过工序锥形底托进行同轴自定位;s2,在半圆工位;首先,工序升降顶尖将打散盘主轴上顶顶接以定位;然后,半圆支撑臂在此工位抱合在打散盘主轴上进行组对;其次,将加强筋与连接板焊接为一体;s3,在变向输入工位,工序一次传送带带动打散盘主轴下部旋转摆动,使得半圆支撑臂上表面与工序托载变向导向滑槽接触;然后,调个的打散盘主轴的上部进入中间通道,调个后的半圆支撑臂上表面在工序托载变向导向滑槽上滑动变向;s4,在变向输出工位,然后,调个后的半圆支撑臂上表面在工序托载变向导向滑槽上滑动变向输出,下落进入到工序二次传送带的工序安装套中,使得半圆支撑臂下表面朝上并前行;s5,在变向调整工位,当底部定位半座角度位置不对时,对应调整半圆支撑臂角度位置也不对,通过调整旋转辊和/或调整弹片,拨动对应长方形护板或加强筋边缘部,调整方向;s6,在成品组装工位,首先,工序升降顶尖下顶定位;然后,圆钢支臂沿着支臂侧送入导向板横向送入;其次,支臂自定心喂料锥套纵向移动吞住打散盘主轴外端部并将打散盘主轴根部端部圆钢件插装在定位插孔中;再次,通过螺栓螺母组装机械手组,将贴板与对应长方形护板连接;之后,支臂焊接机,以将半圆支撑臂进行焊接为整体;随后,支臂自定心喂料锥套后退保证工艺间隙,以使得组装好的成品前行;s7,在成品输出工位,插杆伸入工序套开槽中,以将打散盘主轴顶出。s2.1,首先,半圆上料传送带传送抱合面朝下放置前行的半圆支撑臂,并通过半圆倾斜侧帮对加强筋导向通过对应的第一半圆工艺间隙,通过半圆竖直侧帮对底部定位半座导向通过对应的第二半圆工艺间隙;然后,通过半圆送入挡板,以使得半圆支撑臂逐个输送;其次,纵行的半圆支撑臂前端通过闭合状态的半圆铰接挡门板上方前行并与半圆变向挡块接触定位;s2.2,首先,半圆一次推杆推动直立状态的半圆支撑臂横向移动,以与半圆前行门头板接触后被放倒;然后,底部定位半座进入半圆下部豁口;其次,半圆二次自定位v型推手与呈直角v型长方形护板内侧壁定位接触,推动放倒后的半圆支撑臂前行打开半圆铰接挡门板到达半圆组对通道,半圆支撑臂上部到达半圆组对底板上对打散盘主轴抱合;s2.3,首先,连接板下落时,下压加强筋单向下压弹片使其闭合进入到加强筋下落通道,被加强筋下挡手臂托载;然后,加强筋导向座下降到待组对位置后,打开加强筋下挡手臂,连接板下落,然后,张开后的加强筋单向下压弹片下端下压连接板顶部;s2.4,半圆焊接机,将连接板及加强筋进行焊接。
8.本发明设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约资金、结构紧凑且使用方便。
附图说明
9.图1是本发明的打散盘主轴使用结构示意图。
10.图2是本发明的组装装置结构示意图。
11.图3是本发明的组装装置使用结构示意图。
12.图4是本发明的半圆倾斜侧帮结构示意图。
13.图5是本发明的半圆组对通道使用结构示意图。
14.图6是本发明的加强筋单向下压弹片结构示意图。
15.图7是本发明的支臂自定心喂料锥套结构示意图。
16.其中:1、打散盘主轴;2、半圆支撑臂;3、底部定位半座;4、定位插孔;5、长方形护板;6、圆钢支臂;7、加强筋;8、连接板;9、带v型座传送带;10、工艺传送装置;11、半圆组装装置;12、成品组装装置;13、下落工位;14、半圆工位;15、变向输入工位;16、变向输出工位;17、变向调整工位;18、成品组装工位;19、成品输出工位;20、倾斜n型导向槽;21、工序一次传送带;22、工序锥形底托;23、工序安装套;24、工序套开槽;25、工序升降顶尖;26、工序托载变向导向滑槽;27、工序二次传送带;28、半圆上料传送带;29、半圆倾斜侧帮;30、第一半圆工艺间隙;31、半圆竖直侧帮;32、半圆送入挡板;33、半圆变向工位;34、半圆下部豁口;35、半圆变向挡块;36、半圆铰接挡门板;37、半圆前行门头板;38、半圆一次推杆;39、半圆二次自定位v型推手;40、半圆组对底板;41、半圆组对通道;42、半圆焊接机;43、加强筋导向座;44、加强筋下落通道;45、加强筋下挡手臂;46、加强筋单向下压弹片;47、支臂径向通道;48、支臂侧送入导向板;49、支臂自定心喂料锥套;50、调整旋转辊;51、调整弹片;52、螺栓螺母组装机械手组;53、支臂焊接机。
具体实施方式
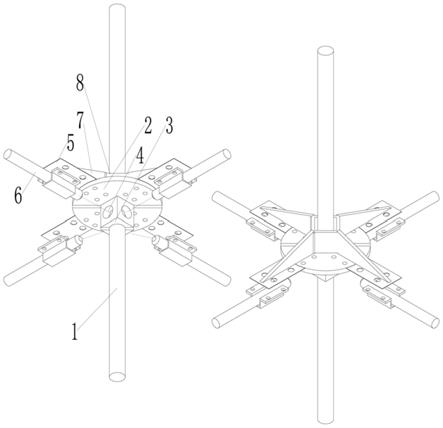
17.如图1-7所示,本实施例的选粉机打散盘装置,打散盘装置包括打散盘主轴1及对合抱在打散盘主轴1上的半圆支撑臂2;
18.在半圆支撑臂2下部对合有底部定位半座3,底部定位半座3为截面为等腰直角三角形的棱柱,其斜面具有抱合在打散盘主轴1上的半弧面且对合;
19.在底部定位半座3直角面上设置有定位插孔4,在半圆支撑臂2上设置有两个夹角呈直角的长方形护板5,长方形护板5与半圆支撑臂2结合面夹角为45度;圆钢支臂6包括圆钢件及槽钢件;圆钢件在定位插孔4中插装有圆钢支臂6的端部;圆钢支臂6中部托在槽钢件中并焊接为一体;槽钢外侧具有贴板以通过螺栓螺母与对应长方形护板5连接;
20.在加强筋7之间焊接有连接板8,连接板8底部竖直焊接在半圆支撑臂2上表面,并将两个半圆支撑臂2焊接为一体;
21.将半圆支撑臂2上端与打散盘主轴1外侧壁通过加强筋7焊接。
22.本实施例的用于组装选粉机打散盘装置的组件,组装装置包括工艺传送装置10;工艺传送装置10包括工序一次传送带21及输入端与工序一次传送带21输出处工艺衔接的工序托载变向导向滑槽26;
23.在工序一次传送带21上依次设置有下落工位13、半圆工位14、变向输入工位15;
24.工序一次传送带21包括传送带;在传送带分布若干工序锥形底托22,在工序锥形底托22上同轴有工序安装套23,在工序锥形底托22与工序安装套23侧壁上通透设置有若干工序套开槽24,用于伸入插杆,以将打散盘主轴1取出;
25.在下落工位13设置有带v型座传送带9及设置在带v型座传送带9输出端的倾斜n型导向槽20,以使得打散盘主轴1沿着下滑到工序安装套23中,并通过工序锥形底托22进行同轴自定位;打散盘主轴1水平自定心放置在带v型座传送带9中,并沿着倾斜n型导向槽20变向为竖直状态并下落;
26.在半圆工位14处竖直升降有工序升降顶尖25,将打散盘主轴1上顶顶接;半圆支撑臂2在此工位抱合在打散盘主轴1上,并焊接加强筋7与连接板8为一体;
27.在变向输入工位15,工序托载变向导向滑槽26为带有中间通道的弧形导向轨;调个的打散盘主轴1的上部进入中间通道,调个后的半圆支撑臂2上表面在工序托载变向导向滑槽26上滑动变向。
28.本实施例的用于组装选粉机打散盘装置的组件,组装装置包括工艺传送装置10;
29.工艺传送装置10包括工序二次传送带27及输出端与工序二次传送带27输入端工艺衔接的工序托载变向导向滑槽26;
30.在工序二次传送带27上依次设置有变向输出工位16、变向调整工位17、成品组装工位18及成品输出工位19;
31.工序二次传送带27包括传送带;在传送带分布若干工序锥形底托22,在工序锥形底托22上同轴有工序安装套23,在工序锥形底托22与工序安装套23侧壁上通透设置有若干工序套开槽24;
32.工序托载变向导向滑槽26为带有中间通道的弧形导向轨,调个后的半圆支撑臂2上表面在工序托载变向导向滑槽26上滑动变向输出,并进入到工序二次传送带27的工序安装套23中,使得半圆支撑臂2朝上;
33.变向调整工位17,设置有调整旋转辊50和/或调整弹片51,用于调整半圆支撑臂2角度位置;
34.在成品组装工位18处竖直升降有工序升降顶尖25,并设置有成品组装装置12;
35.成品组装装置12包括在成品组装工位18阵列有支臂径向通道47,该通道与传送带传送方向具有45度的夹角,在支臂径向通道47根部的输出端与成品组装工位18之间具有工艺间隙;
36.在支臂径向通道47的头部的侧开口输入端倾斜有支臂侧送入导向板48,以横向送入圆钢支臂6,在支臂径向通道47的头部纵向端部设置有支臂自定心喂料锥套49,支臂自定心喂料锥套49纵向移动,以去吞住圆钢支臂6外端部并将圆钢支臂6根部端部圆钢件插装在定位插孔4中;
37.在成品组装工位18处设置有螺栓螺母组装机械手组52,将贴板与对应长方形护板5连接;在成品组装工位18处设置有支臂焊接机53,以将半圆支撑臂2进行焊接;
38.成品输出工位19,位于工序二次传送带27转向部,插杆伸入工序套开槽24中,以将打散盘主轴1取出。
39.本实施例的用于组装选粉机打散盘装置的组件,半圆组装装置11,设置在工序一次传送带21的半圆工位14;其包括平行设置在工序一次传送带21一侧的半圆上料传送带28,传送有抱合面朝下放置前行的半圆支撑臂2;在半圆上料传送带28外侧上方设置有与传送半圆支撑臂2上的加强筋7斜面平行相对的半圆倾斜侧帮29,在半圆倾斜侧帮29下方的对应的第一半圆工艺间隙30,以通过加强筋7;
40.在半圆上料传送带28内侧上方设置有与传送半圆支撑臂2上的底部定位半座3相对的半圆竖直侧帮31,在半圆竖直侧帮31下方的对应的第二半圆工艺间隙,以通过底部定位半座3;
41.在半圆上料传送带28输出端设置有半圆送入挡板32,以使得半圆支撑臂2逐个输送;
42.在半圆上料传送带28输出端衔接有半圆变向工位33,在半圆变向工位33设置有半
圆下部豁口34,以容纳放倒后的底部定位半座3;在半圆变向工位33纵向端都设置有半圆变向挡块35,以实现纵向前行,以待变向;
43.在半圆下部豁口34横向出口设置铰接有通过弹簧复位闭合的半圆铰接挡门板36,在半圆下部豁口34横向出口背侧设置有半圆一次推杆38及半圆二次自定位v型推手39;纵行的半圆支撑臂2前端通过闭合状态的半圆铰接挡门板36上方前行并与半圆变向挡块35接触定位;
44.在半圆下部豁口34横向出口的半圆组对底板40上方设置有半圆前行门头板37,半圆一次推杆38推动直立状态的半圆支撑臂2横向移动,以与半圆前行门头板37接触后被放倒;半圆二次自定位v型推手39与呈直角v型长方形护板5内侧壁定位接触,用于推动放倒后的半圆支撑臂2前行打开半圆铰接挡门板36;
45.在半圆组对底板40上设置有半圆组对通道41,以便底部定位半座3通过横向前行相对抱合打散盘主轴1的预设位置以组对;
46.在半圆工位14上方升降设置有加强筋导向座43,在加强筋导向座43上设置有下端具有出口的加强筋下落通道44,以承接送入的竖直的连接板8,在加强筋导向座43上设置有阻挡加强筋下落通道44出口下方的加强筋下挡手臂45;
47.在加强筋下落通道44内腔上部斜向下设置有加强筋单向下压弹片46,连接板8下落时,下压加强筋单向下压弹片46使其闭合;
48.加强筋单向下压弹片46下悬臂端距离出口距离小于连接板8的高度;
49.下降后的加强筋下落通道44出口位于半圆支撑臂2待组对上方,加强筋下挡手臂45离开出口,连接板8下端落到待组对处,加强筋导向座43下降,张开后的加强筋单向下压弹片46下端下压连接板8顶部;
50.连接板8被送到半圆支撑臂2待组对上方,
51.在半圆工位14设置有半圆焊接机42,以将连接板8及加强筋7进行焊接。
52.本实施例的选粉机打散盘装置的组装工艺,包括步骤一,一次组装工艺,该工艺如下;借助于工序一次传送带21;
53.s1,在下落工位13;首先,打散盘主轴1水平自定心放置在带v型座传送带9中并前行;然后,沿着倾斜n型导向槽20变向为竖直状态并下落;其次,打散盘主轴1沿着下滑到工序安装套23中,并通过工序锥形底托22进行同轴自定位;
54.s2,在半圆工位14;首先,工序升降顶尖25将打散盘主轴1上顶顶接以定位;然后,半圆支撑臂2在此工位抱合在打散盘主轴1上进行组对;其次,焊接加强筋7与连接板8为一体;
55.s3,在变向输入工位15,工序一次传送带21带动打散盘主轴1下部旋转摆动,使得半圆支撑臂2上表面与工序托载变向导向滑槽26接触;然后,调个的打散盘主轴1的上部进入中间通道,调个后的半圆支撑臂2上表面在工序托载变向导向滑槽26上滑动变向。
56.本实施例的选粉机打散盘装置的组装工艺,包括步骤二,二次组装工艺,该工艺如下;借助于工序二次传送带27;
57.s4,在变向输出工位16,然后,调个后的半圆支撑臂2上表面在工序托载变向导向滑槽26上滑动变向输出,下落进入到工序二次传送带27的工序安装套23中,使得半圆支撑臂2朝上并前行;
58.s5,在变向调整工位17,当底部定位半座3角度位置不对时,对应调整半圆支撑臂2角度位置也不对,通过调整旋转辊50和/或调整弹片51,拨动对应长方形护板5或加强筋7边缘部,调整方向;
59.s6,在成品组装工位18,首先,工序升降顶尖25下顶定位;然后,圆钢支臂6沿着支臂侧送入导向板48横向送入;其次,支臂自定心喂料锥套49纵向移动吞住打散盘主轴1外端部并将打散盘主轴1根部端部圆钢件插装在定位插孔4中;再次,通过螺栓螺母组装机械手组52,将贴板与对应长方形护板5连接;之后,支臂焊接机53,以将半圆支撑臂2进行焊接为整体;随后,支臂自定心喂料锥套49后退保证工艺间隙,以使得组装好的成品前行;
60.s7,在成品输出工位19,插杆伸入工序套开槽24中,以将打散盘主轴1顶出。
61.本实施例的选粉机打散盘装置的组装工艺,包括步骤s2,借助于半圆组装装置11,包括以下步骤,
62.s2.1,首先,半圆上料传送带28传送抱合面朝下放置前行的半圆支撑臂2,并通过半圆倾斜侧帮29对加强筋7导向通过对应的第一半圆工艺间隙30,通过半圆竖直侧帮31对底部定位半座3导向通过对应的第二半圆工艺间隙;然后,通过半圆送入挡板32,以使得半圆支撑臂2逐个输送;其次,纵行的半圆支撑臂2前端通过闭合状态的半圆铰接挡门板36上方前行并与半圆变向挡块35接触定位;
63.s2.2,首先,半圆一次推杆38推动直立状态的半圆支撑臂2横向移动,以与半圆前行门头板37接触后被放倒;然后,底部定位半座3进入半圆下部豁口34;其次,半圆二次自定位v型推手39与呈直角v型长方形护板5内侧壁定位接触,推动放倒后的半圆支撑臂2前行打开半圆铰接挡门板36到达半圆组对通道41,半圆支撑臂2上部到达半圆组对底板40上对打散盘主轴1抱合;
64.s2.3,首先,连接板8下落时,下压加强筋单向下压弹片46使其闭合进入到加强筋下落通道44,被加强筋下挡手臂45托载;然后,加强筋导向座43下降到待组对位置后,打开加强筋下挡手臂45,连接板8下落,然后,张开后的加强筋单向下压弹片46下端下压连接板8顶部;
65.s2.4,半圆焊接机42,将连接板8及加强筋7进行焊接。
66.本发明对选粉机的主轴驱动型式,打散盘固定支臂结构和耐磨衬板结构、材质做如下改进:打散盘主轴与电机直连驱动,电机采用75kw永磁同步电机(转速320r/min),采用变频调速。实际应用主轴转速需52r/min,为达到转速要求频率调整到8hz时,电机电流已达到130a左右接近额定电流,危及设备安全运行。改为皮带驱动型式,频率调整在25hz左右,电流85a左右,满足生产需求。打散盘与立轴固定支臂采用四根圆钢,实际应用时稳固性差,运行不平稳易断,更换费工费时,在原有结构上改进,增设加强板,提高稳固性。打散盘衬板外形结构设计不合理,材质耐磨性差,受物料冲刷磨损特别严重,使用寿命约5万吨/套。改变结构及材质,使用寿命约50万吨/套。使产品性能更优越,产质量优势更加突出,对采用打散机选粉技术的水泥行业进行技术升级,淘汰落后产能可发挥重要作用。主轴驱动型式。原设计结构打散盘主轴与电机采用直连型式改为皮带驱动型式,打散盘立轴上安装φ750槽皮带轮,电机安装φ360 5槽皮带轮,采用d型三角带皮带连接型式。打散盘固定支臂。打散盘上由36块耐磨衬板圆周布置,平铺在圆环形钢板上,整体重量约1吨,用四根圆钢(φ60*1120mm)采用螺栓固定型式与主轴固定。原结构型式总体布局不变,另做如下改进:采用δ
20mm钢板做支撑臂加固防护。钢板切割成两块半圆,内圆直径与立轴外径一致,与立轴对接合圆。外圆异形结构,每个半圆各有两片长方形护板,护板迎料面(正面)焊接加强筋。两个半圆对口立轴上,把四个加强筋板焊接为一体。护板与圆钢支臂呈十字形布局,用8#槽钢扣罩在圆钢上,再采用6个m16*120mm高强螺栓与护板固定,8#槽钢扣板也焊接成一体结构。针对耐磨衬板外形结构设计不合理,改进如下:(1)衬板外圆高70mm,挡料严重,改为50mm;(2)衬板外圆边缘厚20mm,因为外圆磨损量小,为减少衬板重量改为10mm;(3)衬板加强筋宽10mm,磨损严重,改为20mm。本发明采用打散盘主轴各部件实现了自动组装,自动化程度高,本发明的组装装置组装精度高,工艺性好,自动化程度高,具有自检功能。带v型座传送带9实现自动定位对中,工艺传送装置10,半圆组装装置11,自动实现自动定位,下落工位13,半圆工位14,变向输入工位15,变向输出工位16,变向调整工位17,成品组装工位18,成品输出工位19工序分布合理,节约工时,倾斜n型导向槽20保证主轴变向,工序锥形底托22,工序安装套23实现自定位,重力固定,工序套开槽24方便取出工件,工序升降顶尖25实现找正对正,工序托载变向导向滑槽26节约空间,实现稳重变向,半圆倾斜侧帮29,第一半圆工艺间隙30,半圆竖直侧帮31保证只有摆放正确的工件才可以通过,实现自检,半圆送入挡板32逐个送入,半圆变向工位33实现精准上料,半圆下部豁口34工艺性好,半圆变向挡块35实现送料定位,半圆铰接挡门板36闭合时保证纵向送料,打开后,方便横向输出,设计巧妙,半圆前行门头板37实现自动放倒,半圆一次推杆38从而实现配合放倒工件,半圆二次自定位v型推手39利用长方形板之间的夹角实现自定位对中,半圆组对底板40,半圆组对通道41工艺好,半圆焊接机42实现焊接,加强筋导向座43,加强筋下落通道44实现落料,加强筋下挡手臂45启动挡板作用,加强筋单向下压弹片46实现侧向定位与下落下压固定以便组对,更巧妙的是,利用支臂自定心喂料锥套49实现悬空上料,调整旋转辊50,调整弹片51调整角度,螺栓螺母组装机械手组52,支臂焊接机53实现成品组装。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。