技术特征:
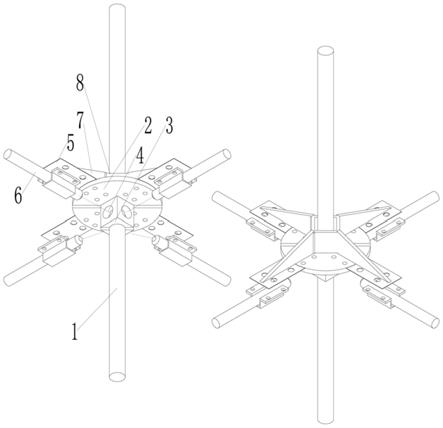
1.一种用于组装选粉机打散盘装置的配套工艺传送装置,其特征在于:包括工序一次传送带(21)及输入端与工序一次传送带(21)输出处工艺衔接的工序托载变向导向滑槽(26);在工序一次传送带(21)上依次设置有下落工位(13)、半圆工位(14)、变向输入工位(15);工序一次传送带(21)包括传送带;在传送带分布若干工序锥形底托(22),在工序锥形底托(22)上同轴有工序安装套(23),在工序锥形底托(22)与工序安装套(23)侧壁上通透设置有若干工序套开槽(24),用于伸入插杆,以将打散盘主轴(1)取出;在下落工位(13)设置有带v型座传送带(9)及设置在带v型座传送带(9)输出端的倾斜n型导向槽(20),以使得打散盘主轴(1)沿着下滑到工序安装套(23)中,并通过工序锥形底托(22)进行同轴自定位;打散盘主轴(1)水平自定心放置在带v型座传送带(9)中,并沿着倾斜n型导向槽(20)变向为竖直状态并下落;在半圆工位(14)处竖直升降有工序升降顶尖(25),将打散盘主轴(1)上顶顶接;半圆支撑臂(2)在此工位抱合在打散盘主轴(1)上,并焊接加强筋(7)与连接板(8)为一体;在变向输入工位(15),工序托载变向导向滑槽(26)为带有中间通道的弧形导向轨;调个的打散盘主轴(1)的上部进入中间通道,调个后的半圆支撑臂(2)上表面在工序托载变向导向滑槽(26)上滑动变向。2.一种用于组装选粉机打散盘装置的组装装置,其特征在于:组装装置包括工艺传送装置(10);工艺传送装置(10)包括工序二次传送带(27)及输出端与工序二次传送带(27)输入端工艺衔接的工序托载变向导向滑槽(26);在工序二次传送带(27)上依次设置有变向输出工位(16)、变向调整工位(17)、成品组装工位(18)及成品输出工位(19);工序二次传送带(27)包括传送带;在传送带分布若干工序锥形底托(22),在工序锥形底托(22)上同轴有工序安装套(23),在工序锥形底托(22)与工序安装套(23)侧壁上通透设置有若干工序套开槽(24);工序托载变向导向滑槽(26)为带有中间通道的弧形导向轨,调个后的半圆支撑臂(2)上表面在工序托载变向导向滑槽(26)上滑动变向输出,并进入到工序二次传送带(27)的工序安装套(23)中,使得半圆支撑臂(2)下表面朝上;变向调整工位(17),设置有调整旋转辊(50)和/或调整弹片(51),用于调整半圆支撑臂(2)角度位置;在成品组装工位(18)处竖直升降有工序升降顶尖(25),并设置有成品组装装置(12);成品组装装置(12)包括在成品组装工位(18)阵列有支臂径向通道(47),该通道与传送带传送方向具有45度的夹角,在支臂径向通道(47)根部的输出端与成品组装工位(18)之间工艺间隙;在支臂径向通道(47)的头部的侧开口输入端倾斜有支臂侧送入导向板(48),以横向送入圆钢支臂(6),在支臂径向通道(47)的头部纵向端部设置有支臂自定心喂料锥套(49),支臂自定心喂料锥套(49)纵向移动,以去吞住圆钢支臂(6)外端部并将圆钢支臂(6)根部端部圆钢件插装在定位插孔(4)中;
在成品组装工位(18)处设置有螺栓螺母组装机械手组(52),将贴板与对应长方形护板(5)连接;在成品组装工位(18)处设置有支臂焊接机(53),以将半圆支撑臂(2)进行焊接;成品输出工位(19),位于工序二次传送带(27)转向部,插杆伸入工序套开槽(24)中,以将打散盘主轴(1)取出。3.一种用于组装选粉机打散盘装置的组件,其特征在于:包括半圆组装装置(11),其设置在工序一次传送带(21)的半圆工位(14);其包括平行设置在工序一次传送带(21)一侧的半圆上料传送带(28),传送有抱合面朝下放置前行的半圆支撑臂(2);在半圆上料传送带(28)外侧上方设置有与传送半圆支撑臂(2)上的加强筋(7)斜面平行相对的半圆倾斜侧帮(29),在半圆倾斜侧帮(29)下方的对应的第一半圆工艺间隙(30),以通过加强筋(7);在半圆上料传送带(28)内侧上方设置有与传送半圆支撑臂(2)上的底部定位半座(3)相对的半圆竖直侧帮(31),在半圆竖直侧帮(31)下方的对应的第二半圆工艺间隙,以通过底部定位半座(3);在半圆上料传送带(28)输出端设置有半圆送入挡板(32),以使得半圆支撑臂(2)逐个输送;在半圆上料传送带(28)输出端衔接有半圆变向工位(33),在半圆变向工位(33)设置有半圆下部豁口(34),以容纳放倒后的底部定位半座(3);在半圆变向工位(33)纵向端都设置有半圆变向挡块(35),以实现纵向前行,以待变向;在半圆下部豁口(34)横向出口设置铰接有通过弹簧复位闭合的半圆铰接挡门板(36),在半圆下部豁口(34)横向出口背侧设置有半圆一次推杆(38)及半圆二次自定位v型推手(39);纵行的半圆支撑臂(2)前端通过闭合状态的半圆铰接挡门板(36)上方前行并与半圆变向挡块(35)接触定位;在半圆下部豁口(34)横向出口的半圆组对底板(40)上方设置有半圆前行门头板(37),半圆一次推杆(38)推动直立状态的半圆支撑臂(2)横向移动,以与半圆前行门头板(37)接触后被放倒;半圆二次自定位v型推手(39)与呈直角v型长方形护板(5)内侧壁定位接触,用于推动放倒后的半圆支撑臂(2)前行打开半圆铰接挡门板(36);在半圆组对底板(40)上设置有半圆组对通道(41),以便底部定位半座(3)通过横向前行相对抱合打散盘主轴(1)的预设位置以组对;在半圆工位(14)上方升降设置有加强筋导向座(43),在加强筋导向座(43)上设置有下端具有出口的加强筋下落通道(44),以承接送入的竖直的连接板(8),在加强筋导向座(43)上设置有阻挡加强筋下落通道(44)出口下方的加强筋下挡手臂(45);在加强筋下落通道(44)内腔上部斜向下设置有加强筋单向下压弹片(46),连接板(8)下落时,下压加强筋单向下压弹片(46)使其闭合;加强筋单向下压弹片(46)下悬臂端距离出口距离小于连接板(8)的高度;下降后的加强筋下落通道(44)出口位于半圆支撑臂(2)待组对上方,加强筋下挡手臂(45)离开出口,连接板(8)下端落到待组对处,加强筋导向座(43)下降,张开后的加强筋单向下压弹片(46)下端下压连接板(8)顶部;连接板(8)被送到半圆支撑臂(2)待组对上方,
在半圆工位(14)设置有半圆焊接机(42),以将连接板(8)及加强筋(7)进行焊接。4.一种选粉机打散盘装置的组装工艺,其特征在于:包括步骤一,一次组装工艺,该工艺如下;借助于工序一次传送带(21);s1,在下落工位(13);首先,打散盘主轴(1)水平自定心放置在带v型座传送带(9)中并前行;然后,沿着倾斜n型导向槽(20)变向为竖直状态并下落;其次,打散盘主轴(1)沿着下滑到工序安装套(23)中,并通过工序锥形底托(22)进行同轴自定位;s2,在半圆工位(14);首先,工序升降顶尖(25)将打散盘主轴(1)上顶顶接以定位;然后,半圆支撑臂(2)在此工位抱合在打散盘主轴(1)上进行组对;其次,进行焊接加强筋(7)与连接板(8)为一体;s3,在变向输入工位(15),工序一次传送带(21)带动打散盘主轴(1)下部旋转摆动,使得半圆支撑臂(2)上表面与工序托载变向导向滑槽(26)接触;然后,调个的打散盘主轴(1)的上部进入中间通道,调个后的半圆支撑臂(2)上表面在工序托载变向导向滑槽(26)上滑动变向。5.根据权利要求4所述的选粉机打散盘装置的组装工艺,其特征在于:包括步骤二,二次组装工艺,该工艺如下;借助于工序二次传送带(27);s4,在变向输出工位(16),然后,调个后的半圆支撑臂(2)上表面在工序托载变向导向滑槽(26)上滑动变向输出,下落进入到工序二次传送带(27)的工序安装套(23)中,使得半圆支撑臂(2)下表面朝上并前行;s5,在变向调整工位(17),当底部定位半座(3)角度位置不对时,对应调整半圆支撑臂(2)角度位置也不对,通过调整旋转辊(50)和/或调整弹片(51),拨动对应长方形护板(5)或加强筋(7)边缘部,调整方向;s6,在成品组装工位(18),首先,工序升降顶尖(25)下顶定位;然后,圆钢支臂(6)沿着支臂侧送入导向板(48)横向送入;其次,支臂自定心喂料锥套(49)纵向移动吞住打散盘主轴(1)外端部并将打散盘主轴(1)根部端部圆钢件插装在定位插孔(4)中;再次,通过螺栓螺母组装机械手组(52),将贴板与对应长方形护板(5)连接;之后,支臂焊接机(53),以将半圆支撑臂(2)进行焊接为整体;随后,支臂自定心喂料锥套(49)后退保证工艺间隙,以使得组装好的成品前行;s7,在成品输出工位(19),插杆伸入工序套开槽(24)中,以将打散盘主轴(1)顶出。6.根据权利要求4所述的选粉机打散盘装置的组装工艺,其特征在于:步骤s2,借助于半圆组装装置(11),包括以下步骤,s2.1,首先,半圆上料传送带(28)传送抱合面朝下放置前行的半圆支撑臂(2),并通过半圆倾斜侧帮(29)对加强筋(7)导向通过对应的第一半圆工艺间隙(30),通过半圆竖直侧帮(31)对底部定位半座(3)导向通过对应的第二半圆工艺间隙;然后,通过半圆送入挡板(32),以使得半圆支撑臂(2)逐个输送;其次,纵行的半圆支撑臂(2)前端通过闭合状态的半圆铰接挡门板(36)上方前行并与半圆变向挡块(35)接触定位;s2.2,首先,半圆一次推杆(38)推动直立状态的半圆支撑臂(2)横向移动,以与半圆前行门头板(37)接触后被放倒;然后,底部定位半座(3)进入半圆下部豁口(34);其次,半圆二次自定位v型推手(39)与呈直角v型长方形护板(5)内侧壁定位接触,推动放倒后的半圆支撑臂(2)前行打开半圆铰接挡门板(36)到达半圆组对通道(41),半圆支撑臂(2)上部到达半
圆组对底板(40)上对打散盘主轴(1)抱合;s2.3,首先,连接板(8)下落时,下压加强筋单向下压弹片(46)使其闭合进入到加强筋下落通道(44),被加强筋下挡手臂(45)托载;然后,加强筋导向座(43)下降到待组对位置后,打开加强筋下挡手臂(45),连接板(8)下落,然后,张开后的加强筋单向下压弹片(46)下端下压连接板(8)顶部;s2.4,半圆焊接机(42),将连接板(8)及加强筋(7)进行焊接。
技术总结
本发明涉及用于组装选粉机打散盘装置的组件、组装装置及工艺,其包括所述打散盘装置包括打散盘主轴及对合抱在打散盘主轴上的半圆支撑臂;在半圆支撑臂下部对合有底部定位半座,底部定位半座为截面为等腰直角三角形的棱柱,其斜面具有抱合在打散盘主轴上的半弧面且对合;本发明设计合理、结构紧凑且使用方便。结构紧凑且使用方便。结构紧凑且使用方便。
技术研发人员:黄迪龙 李永世 韩初斌 雒青义 张成泉
受保护的技术使用者:青岛即墨中联水泥有限公司
技术研发日:2020.10.21
技术公布日:2022/3/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。