1.本实用涉及机械加工领域,特别是涉及一种气缸精加工外圆快速定位装置。
背景技术:
2.气缸加工的关键是偏心孔和外圆的加工。为了方便加工气缸薄壁筒体的外圆,需要对气缸筒体进行定位。
3.然而,当下气缸精加工外圆用的定位装置,存在气缸工件装配定位的困难,因利用传统车床的夹具对气缸筒体进行夹持,容易造成筒体的变形,形成工件废品。
技术实现要素:
4.基于此,有必要针对当下气缸精加工外圆用的定位装置,存在气缸工件装配定位的困难,因利用传统车床的夹具对气缸筒体进行夹持,容易造成筒体的变形,形成工件废品的问题,提供一种气缸精加工外圆快速定位装置。
5.一种气缸精加工外圆快速定位装置,包括安装板;
6.所述定位装置还包括:
7.压紧结构,其固定安装在所述安装板上表面一侧的位置;所述压紧结构包括支撑板、横向贯穿固定安装在所述支撑板侧表面的螺纹套、螺纹连接在所述螺纹套内的螺纹杆、固定安装在所述螺纹杆一端且背向所述支撑板的旋转把手和固定安装在所述螺纹杆另一端且背向所述支撑板的压块;以及
8.固定安装在所述安装板上表面另一侧的定位组件;其包括侧板、固定安装在所述侧板侧表面且相对所述支撑板位置的定位板、开设在所述定位板侧表面的定位圆槽和开设在所述定位圆槽内壁一侧的齿牙。
9.上述定位装置,降低了气缸工件装配定位的困难,有效的避免了车床夹具对气缸筒体进行夹持而造成气缸筒体的变形,故通过提高气缸外圆加工定位的稳定性及装配的便捷,工件加工的良品率得以有效提高。
10.在其中一个实施例中,所述安装板的拐角处安装有装配螺栓。
11.在其中一个实施例中,当所述螺纹杆与所述螺纹套转动连接时,所述压块横向左、右位移。
12.在其中一个实施例中,所述压块的圆心与所述定位圆槽的圆心相对应。
13.在其中一个实施例中,所述定位板采用橡胶材质。
14.在其中一个实施例中,所述定位板与所述齿牙为一体式结构。
15.进一步地,所述齿牙呈环形波浪结构设置。
16.与现有技术相比,本实用的有益效果是:
17.本实用通过设置压紧结构与定位组件,定位组件可提供气缸筒体一端定位的弹性限定;压紧结构可提供气缸筒体与定位组件定位的紧固力;由定位圆槽提供气缸筒体一端的插入区间,齿牙可增大与气缸筒体接触的摩擦力,达到防滑效果,利用螺纹杆旋转所提供
的横向动力,可由压块施加在气缸筒体的另一端,使得气缸筒体稳定限位在定位板中,故可有效对气缸外圆进行精加工处理。
18.综上,本实用提供的一种气缸精加工外圆快速定位装置,降低了气缸工件装配定位的困难,有效的避免了车床夹具对气缸筒体进行夹持而造成气缸筒体的变形,故通过提高气缸外圆加工定位的稳定性及装配的便捷,工件加工的良品率得以有效提高。
附图说明
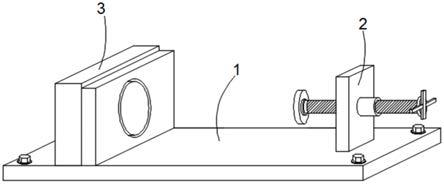
19.图1所示为本实用一种气缸精加工外圆快速定位装置的结构示意图。
20.图2所示为图1中压紧结构的示意图。
21.图3所示为图1中定位组件的侧视平面图。
22.主要元件符号说明
23.图中:1、安装板;2、压紧结构;21、支撑板;22、螺纹套;23、螺纹杆; 24、旋转把手;25、压块;3、定位组件;31、侧板;32、定位板;33、定位圆槽;34、齿牙。
24.以上主要元件符号说明结合附图及具体实施方式对本实用作进一步详细的说明。
具体实施方式
25.下面将结合本实用实施例中的附图,对本实用实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用一部分实施例,而不是全部的实施例。基于本实用中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用保护的范围。
26.需要说明的是,当组件被称为“安装于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。当一个组件被认为是“固定于”另一个组件,它可以是直接固定在另一个组件上或者可能同时存在居中组件。
27.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用的技术领域的技术人员通常理解的含义相同。本文中在本实用的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
28.请参阅图1,本实施例提供的一种气缸精加工外圆快速定位装置,其包括安装板1、固定安装在安装板1上表面一侧位置的压紧结构2以及固定安装在安装板1上表面另一侧的定位组件3。
29.安装板1的拐角处安装有装配螺栓。安装板1可提供压紧结构2与定位组件3位置的支撑,以至装配螺栓与安装板1的配合下,可将安装板1紧固在气缸精加工区域。
30.请继续参阅图2-3,压紧结构2包括支撑板21、横向贯穿固定安装在支撑板21侧表面的螺纹套22、螺纹连接在螺纹套22内的螺纹杆23、固定安装在螺纹杆23一端且背向支撑板21的旋转把手24和固定安装在螺纹杆23另一端且背向支撑板21的压块25。当螺纹杆23与螺纹套22转动连接时,压块25横向左、右位移。转动旋转把手24,旋转把手24可带动螺纹杆23在螺纹套22内进行轴向旋转,以至螺纹杆23可带动压块25向定位组件3的位置进行横向运动。
31.定位组件3包括侧板31、固定安装在侧板31侧表面且相对支撑板21位置的定位板32、开设在定位板32侧表面的定位圆槽33和开设在定位圆槽33内壁一侧的齿牙34。压块25的圆心与定位圆槽33的圆心相对应。
32.本实施例中,定位组件3可提供气缸筒体一端定位的弹性限定;压紧结构 2可提供气缸筒体与定位组件3定位的紧固力。压紧结构2可提供气缸筒体与定位组件3定位的紧固力;可将气缸筒体置于定位组件3与压紧结构2之间,由定位圆槽33提供气缸筒体一端的插入区间,齿牙34可增大与气缸筒体接触的摩擦力,达到防滑效果,利用螺纹杆23旋转所提供的横向动力,可由压块 25施加在气缸筒体的另一端,使得气缸筒体稳定限位在定位板32中,故可有效对气缸外圆进行精加工处理。
33.进一步的,定位板32采用氯醇橡胶材质。定位板32与齿牙34为一体式结构。一体式结构的定位板32与齿牙34,其利用橡胶材质进行定位使用,可避免传统夹具造成气缸筒体定位的损伤,进一步的,橡胶材质可采用耐高温橡胶,其为了保障定位组件3在气缸筒体加工过程中耐高温的保护。
34.齿牙34呈环形波浪结构设置。环形波浪结构的齿牙34,其与气缸筒体一端接触时,利用增大接触摩擦接触面的作用下,可稳定气缸筒体的定位效果。
35.综上,本实施例的一种气缸精加工外圆快速定位装置,降低了气缸工件装配定位的困难,有效的避免了车床夹具对气缸筒体进行夹持而造成气缸筒体的变形,故通过提高气缸外圆加工定位的稳定性及装配的便捷,工件加工的良品率得以有效提高。
36.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
37.以上所述实施例的描述较为具体和详细,但并不能因此而理解为对实用范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用构思的前提下,还可以做出若干变形和改进,这些都属于本实用的保护范围。因此,本实用的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。