1.本发明属于抛光领域,具体涉及一种新型抛光工艺。
背景技术:
2.传统的抛光工艺(比如金属抛光)主要是使用人力抛光,包括人工表面打砂,人工表面压油带,人工表面抛麻轮;效率低,抛光中会使用抛光蜡和砂带等,成本高;抛光过程中会产生粉尘,环境受影响;人体会吸入粉尘,身体健康受影响;旧工艺在检验之后需要对工件产品除蜡水清洗抛光蜡,然后在进行整形处理,多出的这一个清洗步骤一定程度上浪费水资源。
3.抛光行业一般都采用劳动密集型运营模式,需要大量的操作工进行抛光操作,操作人员在长时间的工作中容易出现疲劳,酿成事故,而且工作效率低,良品率不高。
技术实现要素:
4.本发明的目的在于提供一种新型抛光工艺,实现减少运营成本,提高生产效率的目的;同时还提供该工艺需要的粗磨石、精磨液、中磨石的配方,用以提高良品率,满足高效生产优质产品的要求。
5.为实现上述目的,本发明提供如下技术方案:一种新型抛光工艺,其中:步骤一:对毛坯进行振光处理;步骤二:对步骤一处理之后的部件进行机器抛光;机器抛光分为:机器表面抛光第一道,机器表面抛光第二道两道工序;步骤三:步骤二处理之后的部件进行检验;步骤四:检验完成之后进行整形处理;形成成品。
6.一种新型抛光工艺,其中:步骤三中的检验是检验抛光效果;步骤四中的整形是对部件的几何结构进行调整以达到成品要求,前述的毛坯为金属制品。
7.一种新型抛光工艺,其中:步骤二中的机器表面抛光第一道工序使用的是振动研磨粗磨设备,使用的粗磨石各化学组成配重比如下:al2o
3 60%~70%;bn 8%~15%;sio
2 14%~20%;ero
2 2.8%;tio
2 1.2%;na2o 1.8%;mgo 1.3%。
8.一种新型抛光工艺,其中:步骤二中的机器表面抛光第二道工艺中使用的振动研磨设备,使用的中磨石各化学组成配重比如下:al2o
3 60%~70%树脂 (也称环氧树脂)30%~40%;固化剂(乙烯基苯胺 c8h9n)少量综合以上成分,将烧结温度达到 1350℃后,结晶提炼成新型的中磨石。
9.一种新型抛光工艺,其中:步骤二中中磨石表面抛光均使用了精磨液,各化学组分配重比如下:月硅酸二乙醇酰胺 20%脂酚醇聚氧乙烯醚 10%油酸皂 20%木质磺酸钠 10%聚丙烯酸钠 5%凯松 1%水 34%。
10.本发明的技术效果和优点:将原有的人工抛光替换为机械抛光,取消了清洗工序;由于机械抛光的使用加上粗磨石、中磨石;同时中磨石混合精磨液,工作效率上显著的提升,产品优品率提高,减少了工人人数,不会产生任何粉尘,更环保。
具体实施方式
11.实施例1、一种新型抛光工艺,其中:步骤一:对毛坯进行振光处理;步骤二:对步骤一处理之后的部件进行机器抛光;机器抛光分为:机器表面抛光第一道,机 器表面抛光第二道两道工序;步骤三:步骤二处理之后的部件进行检验;步骤四:检验完成之后进行整形处理;形成成品。
[0012][0013]
实施例2、一种新型抛光工艺,其中:步骤三中的检验是检验抛光效果;步骤四中的整形是对部件的几何结构进行调整以达到成品要求。其余同实施例1。
[0014]
实施例3、一种新型抛光工艺,其中:步骤二中的机器表面抛光第一道工序使用的是振动研磨粗磨设备,使用的粗磨石各化学组成配重比如下:al2o
3 60%~70%;bn 8%~15%;sio
2 14%~20%;ero
2 2.8%;tio
2 1.2%;
na2o 1.8%;mgo 1.3%。其余同实施例1。
[0015]
实施例4、一种新型抛光工艺,其中:步骤二中的机器表面抛光第二道工艺中使用的振动研磨设备,使用的中磨石各化学组成配重比如下:al2o
3 60%~70%;树脂 (也称环氧树脂) 29%~40%;固化剂(乙烯基苯胺 c8h9n) 1%~5%;综合以上成分,将烧结温度达到 1350℃后,结晶提炼成新型的中磨石。其余同实施例1。
[0016]
实施例5、一种新型抛光工艺,其中:步骤二中中磨石表面抛光均使用了精磨液,各化学组分配重比如下:月硅酸二乙醇酰胺 20%;脂酚醇聚氧乙烯醚 10%;油酸皂 20%;木质磺酸钠 10%;聚丙烯酸钠 5%;凯松 1%;水 34%。其余同实施例4。
[0017]
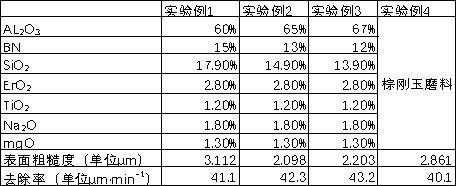
实验例1:粗磨石各组分配重比取如下数值:al2o
3 60%;bn15%;sio217.9%;ero22.8%;tio21.2%;na2o1.8%;mgo1.3%;将烧结温度达到 1350℃后,结晶提炼成新型的粗磨石,获得的粗磨石粒度为f24;上述的粗磨石,放入本车间振动研磨粗磨设备内,进行研磨工件,工件为长度为16cm,直径为4cm的圆柱形钢材,其表面平均粗糙度为96.89μm;研磨时间为10分钟,然后计算研磨之后其长度与直径的各自的差值,取上述差值的均值,除以研磨时间为去除率,并检测研磨后的表面粗糙度。
[0018]
实验例2:粗磨石各组分配重比取如下数值:al2o
3 65%;bn 13%;sio
2 14.9%;ero22.8%;tio21.2%;na2o1.8%;mgo1.3%;将烧结温度达到 1350℃后,结晶提炼成新型的粗磨石,获得的粗磨石粒度为f24;上述的粗磨石,放入本车间振动研磨粗磨设备内,进行研磨工件,工件为长度为16cm,直径为4cm的圆柱形钢材,其表面平均粗糙度为96.89μm;研磨时间为10分钟,然后计算研磨之后其长度与直径的各自的差值,取上述差值的均值,除以研磨时间为去除率,并检测研磨后的表面粗糙度。
[0019]
实验例3:粗磨石各组分配重比取如下数值:al2o
3 67%;bn 12%;sio
2 13.9%;ero22.8%;tio21.2%;na2o1.8%;mgo1.3%;将烧结温度达到 1350℃后,结晶提炼成新型的粗磨石,获得的粗磨石粒度为f24;上述的粗磨石,放入本车间振动研磨粗磨设备内,进行研磨工件,工件为长度为16cm,直径为4cm的圆柱形钢材,其表面平均粗糙度为96.89μm;研磨时间为10分钟,然后计算研磨之后其长度与直径的各自的差值,取上述差值的均值,除以研磨时间为去除率,并检测研磨后的表面粗糙度。
[0020]
实验例4:取粒度为f24的棕刚玉磨料,放入本车间振动研磨粗磨设备内,进行研磨工件,工件为长度为16cm,直径为4cm的圆柱形钢材,其表面平均粗糙度为96.89μm;研磨时
间为10分钟,然后计算研磨之后其长度与直径的各自的差值,取上述差值的均值,除以研磨时间为去除率,并检测研磨后的表面粗糙度。
[0021]
实验例5:中磨石各化学组成配重比如下:al2o
3 65%;树脂 (也称环氧树脂) 34%;固化剂(乙烯基苯胺 c8h9n)1%;综合以上成分,将烧结温度达1350℃后,结晶提炼成600目中磨石,上述的中磨石与精磨液按照质量比1:4的比例混合,其中精磨液各化学组分配重比如下:月硅酸二乙醇酰胺 20%;脂酚醇聚氧乙烯醚 10%;油酸皂 20%;木质磺酸钠 10%;聚丙烯酸钠 5%;凯松 1%;水 34%;上述的混合液在机器表面抛光第二道工艺中使用的振动研磨设备中混合均匀后,放入工件进行抛光研磨,工件为长度为16cm,直径为4cm的圆柱形钢材,其表面平均粗糙度为3.31μm;研磨时间为10分钟,然后计算研磨之后其长度与直径的各自的差值,取上述差值的均值,除以研磨时间为去除率,并检测研磨后的表面粗糙度。
[0022]
实验例6:中磨石各化学组成配重比如下:al2o
3 66%;树脂 (也称环氧树脂) 33%;固化剂(乙烯基苯胺 c8h9n)1%;综合以上成分,将烧结温度达1350℃后,结晶提炼成600目中磨石,上述的中磨石与精磨液按照质量比1:4的比例混合,其中精磨液各化学组分配重比如下:月硅酸二乙醇酰胺 20%;脂酚醇聚氧乙烯醚 10%;油酸皂 20%;木质磺酸钠 10%;聚丙烯酸钠 5%;凯松 1%;水 34%;上述的混合液在机器表面抛光第二道工艺中使用的振动研磨设备中混合均匀后,放入工件进行抛光研磨,工件为长度为16cm,直径为4cm的圆柱形钢材,其表面平均粗糙度为3.31μm;研磨时间为10分钟,然后计算研磨之后其长度与直径的各自的差值,取上述差值的均值,除以研磨时间为去除率,并检测研磨后的表面粗糙度。
[0023]
实验例7:中磨石各化学组成配重比如下:al2o
3 70%;树脂 (也称环氧树脂) 25%;固化剂(乙烯基苯胺 c8h9n)5%;综合以上成分,将烧结温度达1350℃后,结晶提炼成600目中磨石,上述的中磨石与精磨液按照质量比1:4的比例混合,其中精磨液各化学组分配重比如下:月硅酸二乙醇酰胺 20%;脂酚醇聚氧乙烯醚 10%;油酸皂 20%;木质磺酸钠 10%;聚丙烯酸钠 5%;凯松 1%;水 34%;上述的混合液在机器表面抛光第二道工艺中使用的振动研磨设备中混合均匀后,放入工件进行抛光研磨,工件为长度为16cm,直径为4cm的圆柱形钢材,其表面平均粗糙度为3.31μm;研磨时间为10分钟,然后计算研磨之后其长度与直径的各自的差值,取上述差值的均值,除以研磨时间为去除率,并检测研磨后的表面粗糙度。
[0024]
实验例8:取市面上常见的600目的氧化铝抛光液(浓度为20%),机器表面抛光第二道工艺中使用的振动研磨设备中混合均匀后,放入工件进行抛光研磨,工件为长度为16cm,直径为4cm的圆柱形钢材,其表面平均粗糙度为3.31μm;研磨时间为10分钟,然后计算研磨之后其长度与直径的各自的差值,取上述差值的均值,除以研磨时间为去除率,并检测研磨后的表面粗糙度及其亮度。
[0025]
实验例9:取质量为100.215g的四个样品,上述的四个样品分别经过实验例5、实验例6、实验例7、实验例8处理,然后分别放入氯化钠溶液浓度为50
±
5g/l,ph值在6.5到7.2之间的中性盐雾中,实验温度为30摄氏度,20天后测量各自的质量损失。
[0026]
表一(实验例1、2、3、4 组分及粗糙度,去除率示意表)。
[0027]
表二(实验例5、6、7、8组分及粗糙度,去除率、亮度、耐腐蚀实验质量损失数示意表)。
[0028]
综上,得出实验例2为粗磨石的最优配重比,其能够在保持较高的除去率的同时保证了部件的粗糙度的要求,起到一个高效研磨目的,实验例6为中磨石的最优配重比,能够保证在一定的去除效率的同时保证粗糙度。
[0029]
工作原理:将原有的人工抛光替换为机械抛光,取消了清洗工序;由于机械抛光的使用,工作效率上显著的提升,减少了工人人数,不会产生任何粉尘,更环保。
[0030]
机械抛光分为两道抛光工艺,分别使用粗磨石、中磨石;同时中磨石添加精磨液;粗磨石,切削力强,对工件的砂纹拉伸纹有很快的去除作用,大大提供了工作效率,有效代替了人力;传统的粗磨石,切削力弱,并且易伤工件;本发明的粗磨石相比传统的研磨石引入化学成分al2o3 和bn,综合以上成分,将烧结温度达到 1350℃后,结晶提炼成新型的粗磨石,其硬度比常见的粗磨石要高;可以使产品表面的橘皮、坑点起到很好的研磨作用。
[0031]
在第二道振动研磨设备中,使用本发明的中磨石,中磨石是快速修复工件在第一道粗磨石中的研磨痕纹,进一步改善工件表面的粗糙度,光滑工件表面。
[0032]
在第二道设备中使用中磨石研磨工件前,要先加精磨液,增加光滑度和表面亮度;本发明的中磨石,技术上使用切削力更强。这种中磨石的精密配方化学组成部分同样主要引入化学成分 al2o3,同样使产品表面的橘皮坑点起到很好的研磨作用;精磨液,技术上主要引入化学成分油酸皂、脂酚醇聚氧乙烯醚,促使产品表面增加亮度,去污,同时增加产品表面的耐腐蚀性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。