1.本实用新型涉及cnc加工治具技术领域,特别涉及多工件平磨治具和平磨设备。
背景技术:
2.摄像头支架底面a,b,c厚度&平面度各异,通过cnc工序加工,每次加工产品数量少,占用大量机台,需求人力多;cnc机台气压不稳定,致零件在加工过程中定位有差异,a,b,c各平面的厚度&平面度有超差风险,会产生返工甚至产品报废。
3.cnc工序加工支架厚度和保证大面平面度,存在的缺点:因产品结构小和机台气压不稳定,加工过程中,如果机台进给大,产品会有移位风险,从而导致a,b,c各平面的厚度及平面度超差,良率低,生产成本高。
技术实现要素:
4.根据本实用新型的一个方面,提供了多工件平磨治具,包括基座、若干工位块,若干工位块圆周阵列在基座的端面上,若干工位块的端面上均放置有工件,工位块的端面对应工件的下端形状凹凸分布。
5.本实用新型提供一种多个工件进行批量平磨的治具。本治具中,在多工工位块的端面上均套置工件,将治具翻转,放置至平磨设备中平磨即可。减少cnc工序的机台设备成本、夹具成本、人力成本;确保产品平磨后,厚度、平面度在公差内,提升良率,节省生产成本;节省加工ct,批量平磨加工产品,提升生产效率。
6.在一些实施方式中,工件的下端面设有第一凹槽、第二凹槽、第三凹槽,工位块包括第一凸块、第二凸块、第三凸块,第一凹槽套在第一凸块上,第二凹槽套在第二凸块上,第三凹槽套在第三凸块上。
7.由此,通过设置第一凸块、第二凸块、第三凸块对工件的第一凹槽、第二凹槽、第三凹槽进行限位,能够有效地对工件进行支撑,保证工件的上端面水平,从而实现稳定的平磨加工。
8.在一些实施方式中,基座的端面上对应若干工位块设有若干工位槽,工位块可拆卸地设于工位槽上。
9.由此,通过设置可拆卸的工位块,能够对工位块进行拆卸,以方便本治具的生产;且本治具能够对工位块进行更换,以使本治具能够适应其他型号的工件。
10.在一些实施方式中,基座的外沿圆周阵列有安装定位耳。
11.由此,基座通过安装定位耳进行定位安装。
12.在一些实施方式中,基座的中心位置设有通孔,基座的下端面设有把手,把手位于通孔处。
13.由此,基座的通孔能够减轻基座的重量,且通过设置通孔,能够对把手进行避空,能够轻易通过把手提起基座。
14.在一些实施方式中,多工件平磨治具还包括辅助转盘,基座可拆卸地防止在辅助
转盘的端面上。
15.由此,将基座放置在辅助转盘上,通过转动辅助转盘能够方便将待平磨的工件装夹在基座的工位块上。
16.根据本实用新型的另一个方面,还提供了平磨设备,包括上述的多工件平磨治具,还包括机架、驱动装置、磨盘、限定装置,驱动装置设于机架上,磨盘设于驱动装置的驱动端,限定装置通过龙门架设于机架上且位于磨盘的上方,基座放置在磨盘上,限定装置的工作端能够与基座的安装定位耳配合。
17.将放置满工件的基座翻转,放置在磨盘上,限定装置对基座进行压紧且限位,启动磨盘,由磨盘对基座上的工件进行平磨加工。
18.在一些实施方式中,限定装置包括驱动件、压盘,驱动件固定在龙门架上,压盘设于驱动件的驱动端,压盘的下端面圆周阵列了限位柱,安装定位耳上设有限位孔,限位柱与限位孔配合。
19.由此,压盘通过限位孔对基座进行压紧限位。
20.本实用新型的有益效果的具体体现为:通过本治具配合平磨设备,能够批量地对工件的端面进行平磨,减少cnc工序的机台设备成本、夹具成本、人力成本;确保产品平磨后,厚度、平面度在公差内,提升良率,节省生产成本;节省加工ct,批量平磨加工产品,提升生产效率。
附图说明
21.图1为本实用新型一实施方式的多工件平磨治具的立体结构示意图。
22.图2为图1所示多工件平磨治具中局部a的放大结构示意图。
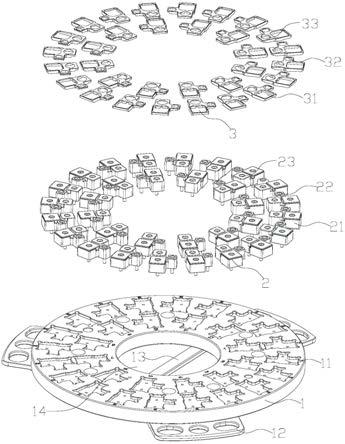
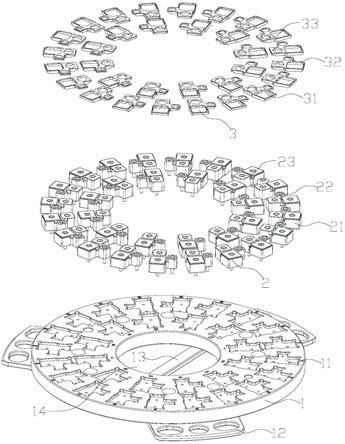
23.图3为图1所示多工件平磨治具的爆炸立体结构示意图。
24.图4为图1所示多工件平磨治具放置在辅助转盘上的平面结构示意图。
25.图5为应用图1所示多工件平磨治具的平磨设备的平面结构示意图。
26.图中标号:1
‑
基座、11
‑
工位槽、12
‑
安装定位耳、13
‑
把手、14
‑
通孔、2
‑
工位块、21
‑
第一凸块、22
‑
第二凸块、23
‑
第三凸块、3
‑
工件、31
‑
第一凹槽、32
‑
第二凹槽、33
‑
第三凹槽、4
‑
辅助转盘、5
‑
机架、6
‑
驱动装置、7
‑
磨盘、8
‑
限定装置、81
‑
驱动件、82
‑
压盘。
具体实施方式
27.本治具适用于3c行业,尤其是不同平面厚度&平面度有差异的手机产品,特别适用于手机行业中精密摄像头支架小件的加工。下面结合附图对本实用新型作进一步详细的说明。
28.图1
‑
2示意性地显示了根据本实用新型的一种实施方式的多工件平磨治具,包括基座1、若干工位块2,若干工位块2圆周阵列在基座1的端面上,若干工位块2的端面上均放置有工件3,工位块2的端面对应工件3的下端形状凹凸分布。
29.本实用新型提供一种多个工件3进行批量平磨的治具。本治具中,在多工工位块2的端面上均套置工件3,将治具翻转,放置至平磨设备中平磨即可。减少cnc工序的机台设备成本、夹具成本、人力成本;确保产品平磨后,厚度、平面度在公差内,提升良率,节省生产成本;节省加工ct,批量平磨加工产品,提升生产效率。
30.结合图2
‑
3,工件3的下端面设有第一凹槽31、第二凹槽32、第三凹槽33,工位块2包括第一凸块21、第二凸块22、第三凸块23,第一凹槽31套在第一凸块21上,第二凹槽32套在第二凸块22上,第三凹槽33套在第三凸块23上。通过设置第一凸块21、第二凸块22、第三凸块23对工件3的第一凹槽31、第二凹槽32、第三凹槽33进行限位,能够有效地对工件3进行支撑,保证工件3的上端面水平,从而实现稳定的平磨加工。
31.结合图3,基座1的端面上对应若干工位块2设有若干工位槽11,工位块2可拆卸地设于工位槽11上。通过设置可拆卸的工位块2,能够对工位块2进行拆卸,以方便本治具的生产;且本治具能够对工位块2进行更换,以使本治具能够适应其他型号的工件3。
32.结合图3,基座1的外沿圆周阵列有安装定位耳12。基座1通过安装定位耳12进行定位安装。
33.结合图3,基座1的中心位置设有通孔14,基座1的下端面设有把手13,把手13位于通孔14处。基座1的通孔14能够减轻基座1的重量,且通过设置通孔14,能够对把手13进行避空,能够轻易通过把手13提起基座1。
34.结合图4,多工件平磨治具还包括辅助转盘4,基座1可拆卸地防止在辅助转盘4的端面上。将基座1放置在辅助转盘4上,通过转动辅助转盘4能够方便将待平磨的工件3装夹在基座1的工位块2上。
35.结合图5,根据本实用新型的另一个方面,还提供了平磨设备,包括上述的多工件平磨治具,还包括机架5、驱动装置6、磨盘7、限定装置8,驱动装置6设于机架5上,磨盘7设于驱动装置6的驱动端,限定装置8通过龙门架设于机架5上且位于磨盘7的上方,基座1放置在磨盘7上,限定装置8的工作端能够与基座1的安装定位耳12配合。将放置满工件3的基座1翻转,放置在磨盘7上,限定装置8对基座1进行压紧且限位,启动磨盘7,由磨盘7对基座1上的工件3进行平磨加工。
36.结合图5,限定装置8包括驱动件81、压盘82,驱动件81固定在龙门架上,压盘82设于驱动件81的驱动端,压盘82的下端面圆周阵列了限位柱,安装定位耳12上设有限位孔,限位柱与限位孔配合。压盘82通过限位孔对基座1进行压紧限位。
37.本实施例中,工件3为摄像头支架,摄像头支架底面的第一凹槽31、第二凹槽32、第三凹槽33深度、平面度各异。因此,第一凸块21、第二凸块22、第三凸块23的高度、平面度也各异;通过第一凸块21与第一凹槽31配合、第二凸块22与第二凹槽32配合、第三凸块23与第三凹槽33配合,使得工件3的端面保持水平。
38.本治具、设备的具体使用方法为:
39.s1、工件3装夹:将本治具放置在辅助转盘4上,通过转动辅助转盘4将待平磨的支架工件3装夹在基座1的工位块2上;
40.s2、设备定位:通过治具的把手13将装夹好产品的治具搬运到平磨设备上,限定装置8将治具固定在设备上,压盘82的限位柱与安装定位耳12的限位孔限位配合,设备上的压盘82将治具限位压紧;
41.s3、启动器设备:设定加工时间,按下设备启动键,驱动装置6启动,磨盘7旋转,磨盘7对工件3的端面进行平磨;
42.s4、出料:加工结束后,设备停止,限定装置8复原,将基座1放置回辅助转盘4上,在辅助转盘4卸下产品,检验产品厚度和平面度,即可。
43.通过本治具配合平磨设备,能够批量地对工件3的端面进行平磨,减少cnc工序的机台设备成本、夹具成本、人力成本;确保产品平磨后,厚度、平面度在公差内,提升良率,节省生产成本;节省加工ct,批量平磨加工产品,提升生产效率。
44.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。