1.本发明涉及焊接技术领域,具体涉及一种多自由度的焊接机器人。
背景技术:
2.焊接是被焊工件的材质,通过加热或加压或两者并用,并且用或不用填充材料,使工件的材质形成永久性连接的工艺过程。焊接工艺被广泛应用于焊接各类机器设备的大中型零部件。现有的直缝焊接方式多为人工焊接或者自动焊接方式多为龙门式结构或悬臂式机构。人工焊接劳动强度高,对人体危害较大;现有龙门式或者悬臂式自动焊接可满足基本的直缝自动焊接,但是由于现有自动焊接过程中受工作平台的大小、龙门及悬臂的刚性调节等因素限制,不仅使其在灵活性和自由度焊接效果不理想。
3.针对这个问题在现有技术中存在多个解决方案,例如,申请号为cn202020144531.9的专利文献,其公开了一种多自由度焊接机器人,其通过利用可变臂长的五自由度焊接机器人,针对复杂狭小环境下焊接工件的需要,以此满足工业化生产需求。该焊接机器人结构简单,具有五个自由度,运动是解耦的,方便控制。此焊接机器人具有可变臂长,通过主动电动伸缩杆的伸缩运动,可满足复杂狭小环境下焊接工件的要求。
4.但上述操作在面对管状物体表面的焊缝时却存在着局限性,例如,因管状物体表面的焊缝不是处于同一水平面上,需要操作者不停的变换焊接位置(也就是控制焊接装置沿着管状物体表面运动),但管状物体表面的底部因收到的局限较大(主要是地面会靠近管状物体表面以使焊接装置被阻挡,导致使用者需要翻转管状物体才能完成焊接目的,但有的管状物体端部被固定,翻转困难,若直接将焊接头深入至下方,因活动空间较小焊接头难以充分对准焊接位置)导致焊缝焊接时极易出现焊接位置偏移严重时甚至会出现焊接位置遗漏的现象(因为对不准焊接位置焊头难以朝焊缝位置活动使得焊缝处的填充材料无法进入焊缝)导致焊接质量降低的情况发生。
5.因此,现有技术中的焊接机器人,其无法解决对活动空间较小的管状物体表面的焊缝焊接时焊接填充物难以对准进给的问题。
技术实现要素:
6.本发明的目的在于提供一种多自由度的焊接机器人,以解决现有技术中对活动空间较小的管状物体表面的焊缝焊接时焊接填充物难以对准进给的技术问题。
7.为解决上述技术问题,本发明具体提供下述技术方案,
8.一种多自由度的焊接机器人,包括
9.至少一对包裹环,用于套接在管状体表面;
10.调径机构,连接在此对所述包裹环上,所述调径机构上设置有运动道,所述调径机构紧贴管状体表面设置并能够根据管状体直径调节自身直径;
11.焊接执行机构,连接在调径机构上;
12.其中,所述焊接执行机构包括运动部件和多个施力部件;
13.所述运动部件连接在所述运动道内,所述运动部件能够引导多个施力部件实时对准焊缝并带着多个施力部件沿运动道绕管状体表面运动;
14.多个所述施力部件绕着管状体表面设置并依次与所述运动部件连接,所述施力部件能够固定焊接填充物并在施力部件沿运动道绕管状体表面运动过程中推着焊接填充物朝焊缝活动进给。
15.作为本发明的一种优选方案,所述运动部件包括端部连接在运动道内的移动条,所述移动条能够沿着运动道在管状体表面运动,所述移动条远离运动道的一端连接有滑动柱,所述滑动柱能够在移动条侧壁沿管状体轴向滑动;
16.所述滑动柱的端部设置与管状体表面连接的调节环片,所述调节环片上设置有调节槽块;
17.所述施力部件包括与滑动柱靠近调节环片一端连接的外固套,所述外固套内设置有夹持筒,所述夹持筒用于固定焊接填充物,所述夹持筒的侧壁安装有贯穿外固套的推移片,所述外固套能够在移动条运动过程中被滑动柱带动卡入调节槽块内以使调节槽块推着推移片朝焊缝运动。
18.作为本发明的一种优选方案,所述调节环片包括可拆卸的连接在管状体表面的轨道条,所述轨道条上设置有多个限位凸起,所述轨道条上连接有卡片架,所述轨道条能够卡住卡片架,所述卡片架上设置有变形块,所述调节槽块设置在变形块侧壁。
19.作为本发明的一种优选方案,所述调径机构包括缠绕在管状体侧壁的调节环带,所述运动道设置在调节环带的表面,所述调节环带的首端能够沿着运动道插入调节环带的尾端以形成紧贴管状体外壁的圆环状;
20.所述包裹环上设置有多个卡入运动道的限位条,所述限位条用于固定调节环带并对卡入运动道的移动条进行限位。
21.作为本发明的一种优选方案,所述夹持筒包括存样套,所述存样套远离管状体的一侧设置有一对夹持块,此对所述夹持块之间设置有夹持角槽,此对所述夹持块能够夹住焊接填充物,所述存样套的侧壁套设有旋升套,所述旋升套能够沿着存样套侧壁轴向滑动并在滑动过程中推着此对所述夹持块夹紧以使夹持角槽的内壁紧贴焊接填充物;
22.所述旋升套的侧壁套设有位置簧,所述位置簧的一端与外固套内壁连接,所述位置簧的另一端与存样套连接,所述推移片的端部与存样套的侧壁连接。
23.作为本发明的一种优选方案,所述夹持角槽内设置有多对角度槽,所述角度槽能够调节被夹持块夹住的焊接填充物的倾斜角度。
24.作为本发明的一种优选方案,所述卡片架上连接有单向阻回块,所述单向阻回块设置在相邻限位凸起之间,所述单向阻回块上设置有收起槽,所述单向阻回块能够卡在相邻限位凸起之间以对卡片架的行进方向进行限制。
25.作为本发明的一种优选方案,所述调节槽块包括多个与所述变形块连接的倾斜条,多个所述倾斜条沿着移动条在运动道内的行进方向倾斜设置,且多个所述倾斜条之间设置有减缓条,所述减缓条能够临时停止焊接填充物的进给动作。
26.作为本发明的一种优选方案,所述运动道内设置有减速凸槽;
27.所述移动条侧壁设置有弹性片。
28.作为本发明的一种优选方案,所述外固套的侧壁与推移片对应位置处设置有环
槽。
29.本发明与现有技术相比较具有如下有益效果,
30.本发明可通过运动部件和施力部件实现焊缝的实时对准动作以及自动进给动作,其具体实施时,运动部件能够引导多个施力部件实时对准焊缝并带着多个施力部件沿运动道绕管状体表面运动,施力部件能够固定焊接填充物并在施力部件沿运动道绕管状体表面运动过程中推着焊接填充物朝焊缝活动进给。
附图说明
31.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
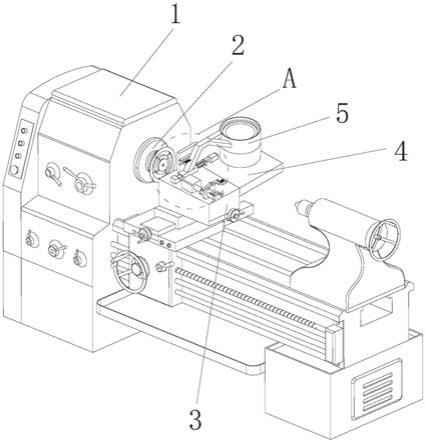
32.图1为本发明实施例中整体结构示意图;
33.图2为本发明实施例中单向阻回块结构示意图;
34.图3为本发明实施例中变形块结构示意图;
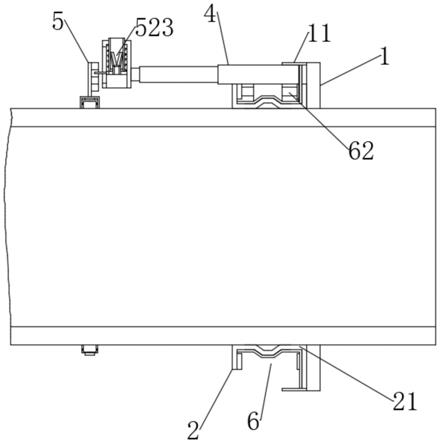
35.图4为本发明实施例中调节环带结构示意图;
36.图5为本发明实施例中调节环带结构示意图;
37.图6为本发明实施例中夹持筒夹紧时的俯视纵截面结构示意图;
38.图7为本发明实施例中角度槽结构示意图。
39.图中的标号分别表示如下,
40.1-包裹环;2-调径机构;3-焊接执行机构;4-运动部件;5-施力部件;6-运动道;
41.11-限位条;21-调节环带;
42.41-移动条;42-滑动柱;43-调节环片;44-调节槽块;51-外固套;52-夹持筒;53-推移片;
43.431-轨道条;432-限位凸起;433-卡片架;434-变形块;435-单向阻回块;436-收起槽;
44.441-倾斜条;442-减缓条;
45.521-存样套;522-夹持块;523-夹持角槽;524-旋升套;525-位置簧;526-角度槽;527-环槽;
46.61-减速凸槽;62-弹性片。
具体实施方式
47.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
48.如图1-图7所示,本发明提供了一种多自由度的焊接机器人,包括
49.至少一对包裹环1,用于套接在管状体表面;
50.调径机构2,连接在此对包裹环1上,调径机构2上设置有运动道6,调径机构2紧贴
管状体表面设置并能够根据管状体直径调节自身直径;
51.焊接执行机构3,连接在调径机构2上;
52.其中,焊接执行机构3包括运动部件4和多个施力部件5;
53.运动部件4连接在运动道6内,运动部件4能够引导多个施力部件5实时对准焊缝并带着多个施力部件5沿运动道6绕管状体表面运动;
54.多个施力部件5绕着管状体表面设置并依次与运动部件4连接,施力部件5能够固定焊接填充物并在施力部件5沿运动道6绕管状体表面运动过程中推着焊接填充物朝焊缝活动进给。
55.本发明可通过运动部件4和施力部件5,实现焊缝的实时对准动作以及自动进给动作,其具体实施时,包裹环1套接在管状体表面用以辅助固定调径机构2,之后将调径机构2紧贴管状体表面固定并根据管状体直径调节自身直径,然后运动部件4能够引导多个施力部件5实时对准焊缝并带着多个施力部件5沿运动道6绕管状体表面运动,此时施力部件5能够固定焊接填充物并在施力部件5沿运动道6绕管状体表面运动过程中推着焊接填充物朝焊缝活动进给。
56.本发明中的焊接物能够沿着管状体自由移动,而焊枪也可固定在施力部件5上(例如外固套51),使得焊接时的效率更高焊接自由度更高,焊接时能够针对管状体的各个位置即使是底侧受到局限较大处也能自由进给填充物。
57.运动部件4包括端部连接在运动道6内的移动条41,移动条41能够沿着运动道6在管状体表面运动,移动条41远离运动道6的一端连接有滑动柱42,滑动柱42能够在移动条41侧壁沿管状体轴向滑动,方便轴向调节填充物位置(例如伸缩筒);
58.滑动柱42的端部设置与管状体表面连接的调节环片43,调节环片43上设置有调节槽块44;
59.施力部件5包括与滑动柱42靠近调节环片43一端连接的外固套51,外固套51内设置有夹持筒52,夹持筒52用于固定焊接填充物,夹持筒52的侧壁安装有贯穿外固套51的推移片53,外固套51能够在移动条41运动过程中被滑动柱42带动卡入调节槽块44内以使调节槽块44推着推移片53朝焊缝运动。
60.再具体实施时,通过外界驱动装置如手动移动移动条41,以使移动条41侧壁沿运动道6在管状体表面滑动(该处相当于轨道和沿着轨道运动的装置),而在移动条41运动过程中,外固套51能够被滑动柱42带动卡入调节槽块44内以使调节槽块44推着推移片53朝焊缝运动。
61.调节环片43包括可拆卸的连接在管状体表面的轨道条431,轨道条431上设置有多个限位凸起432,轨道条431上连接有卡片架433,轨道条431能够卡住卡片架433,卡片架433上设置有变形块434,调节槽块44设置在变形块434侧壁。
62.调节环片43能辅助进给焊接填充物,实施时,卡片架433会沿着轨道条431运动,在推移片53被带动至接触调节槽块44时便会被调节槽块44推动朝焊缝进给。
63.调径机构2包括缠绕在管状体侧壁的调节环带21,运动道6设置在调节环带21的表面,调节环带21的首端能够沿着运动道6插入调节环带21的尾端以形成紧贴管状体外壁的圆环状;
64.包裹环1上设置有多个卡入运动道6的限位条11,限位条11用于固定调节环带21并
对卡入运动道6的移动条41进行限位。
65.调节环带21固定时,直接将调节环带21的首端沿着运动道6插入调节环带21的尾端以形成紧贴管状体外壁的圆环状,如图4,此时可通过销钉辅助固定,同时通过限位条11进一步固定调节环带21并对卡入运动道6的移动条41进行限位。
66.夹持筒52包括存样套521,存样套521远离管状体的一侧设置有一对夹持块522,此对夹持块522之间设置有夹持角槽523,此对夹持块522能够夹住焊接填充物,存样套521的侧壁套设有旋升套524,旋升套524能够沿着存样套521侧壁轴向滑动并在滑动过程中推着此对夹持块522夹紧以使夹持角槽523的内壁紧贴焊接填充物;
67.旋升套524的侧壁套设有位置簧525,位置簧525的一端与外固套51内壁连接,位置簧525的另一端与存样套521连接,推移片53的端部与存样套521的侧壁连接。
68.该夹持筒52可用来固定填充物并带着填充物朝焊缝方向进给(因为焊接时填充物会融化并朝着焊缝运动),具体实施时,固定填充物:
69.直接将填充物卡入夹持角槽523内,之后旋转旋升套524,此时旋升套524会沿着存样套521侧壁轴向滑动并在滑动过程中推着此对夹持块522夹紧以使夹持角槽523的内壁紧贴焊接填充物。
70.填充物进给:
71.推移片53被推动时(也就是推移片53沿着调节槽块44侧壁滑动时),存样套521和夹持块522会朝着焊缝运动,此时运动的存样套521会推着填充物一起运动,而位置簧525在存样套521运动过程中会被拉伸。
72.夹持角槽523内设置有多对角度槽526,角度槽526能够调节被夹持块522夹住的焊接填充物的倾斜角度,如此设置可以使填充物的进给方向能够得到改变,方便填充物进入不同位置的焊缝,若只有一个角度,则极易出现融化填充物出现大量堆积无法很好的进入焊缝的情况,例如竖直的填充物无法很好的控制进入倾斜的焊缝内。
73.卡片架433上连接有单向阻回块435,单向阻回块435设置在相邻限位凸起432之间,单向阻回块435上设置有收起槽436,单向阻回块435能够卡在相邻限位凸起432之间以对卡片架433的行进方向进行限制。
74.如此设置是为了预防出现卡片架433被推移片53推动复位的情况(因在焊接时往往需要在一个区域往复进行焊接动作),其实施时,如图2,卡片架433顺时针运动时,单向阻回块435接触限位凸起432后,限位凸起432会推动单向阻回块435压缩使得收起槽436尺寸减小,若卡片架433存在反转趋势,则单向阻回块435会第一时间抵住限位凸起432的竖直面,使得收起槽436出现尺寸增大的迹象,而这就使得卡片架433反转趋势被打断。
75.调节槽块44包括多个与变形块434连接的倾斜条441,多个倾斜条441沿着移动条41在运动道6内的行进方向倾斜设置,且多个倾斜条441之间设置有减缓条442,减缓条442能够临时停止焊接填充物的进给动作。
76.外固套51的侧壁与推移片53对应位置处设置有环槽527。
77.倾斜条441与推移片53接触时,推移片53会沿着倾斜条441斜面滑动,使得推移片53能够在环槽527内滑动。
78.而一旦推移片53接触减缓条442,此时减缓条442会临时停止焊接填充物的进给动作,以使填充物不会由于进给太快造成填充物撞击管状体并粘附在管状体上的情况发生。
79.运动道6内设置有减速凸槽61;
80.移动条41侧壁设置有弹性片62。
81.如此设置是为了使移动条41再运动道6内滑动时,可以通过弹性片62反复接触减速凸槽61,使得移动条41的移动速度被进一步降低,用以提高焊接时的质量,预防移动过快造成的焊接不充分现象。
82.以上实施例仅为本技术的示例性实施例,不用于限制本技术,本技术的保护范围由权利要求书限定。本领域技术人员可以在本技术的实质和保护范围内,对本技术做出各种修改或等同替换,这种修改或等同替换也应视为落在本技术的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。