技术特征:
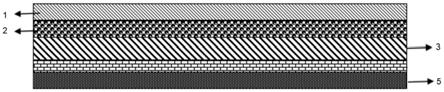
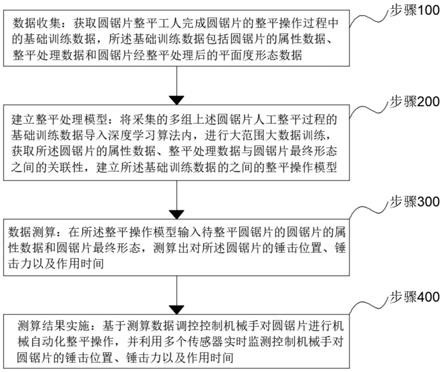
1.一种车载柔板与镍片激光焊接的方法,其特征在于,包括以下步骤;对铜基柔板进行前处理工艺后,在前处理后的铜基柔板上进行点锡后进行锡膏检查,将镍片贴片至锡膏上,对镍片、铜基柔板以及锡膏进行预热处理后,再对铜基柔板与镍片进行激光焊接。2.如权利要求1所述的车载柔板与镍片激光焊接的方法,其特征在于,对铜基柔板的前处理工艺,包括微蚀处理、贴膜处理、曝光处理、显影处理、铜蚀刻处理、去膜处理、再次微蚀处理、贴保护膜处理或者osp制程处理中的一个或者多个处理步骤组合进行。3.如权利要求1所述的车载柔板与镍片激光焊接的方法,其特征在于,所述铜基柔板中的铜层厚度为12-70um;所述铜基柔板中的pi层厚度为25-50um;所述镍片厚度为250-450um。4.如权利要求1所述的车载柔板与镍片激光焊接的方法,其特征在于,对镍片、铜基柔板以及锡膏的预热处理,包括:将镍片、铜基柔板以及锡膏放置在激光焊机平台上,采用激光对镍片、铜基柔板以及锡膏进行加热一段时间后,再进行激光焊接。5.如权利要求4所述的车载柔板与镍片激光焊接的方法,其特征在于,采用激光对镍片、铜基柔板以及锡膏进行多段加热方式或者直接加热方式,其加热温度为150℃-220℃,加热时间为10-60s。6.如权利要求1所述的车载柔板与镍片激光焊接的方法,其特征在于,对镍片、铜基柔板以及锡膏的预热处理,包括:对镍片、铜基柔板以及锡膏采用恒温方法进行加热,其加热温度为180-220℃,加热时间为20-60s。7.如权利要求6所述的车载柔板与镍片激光焊接的方法,其特征在于,所述恒温方法可采用热风加热方式、红外加热方式、热平台加热方式或者热炉加热方式中的一种或者多种进行加热。
技术总结
本发明涉及柔板与镍片焊接技术领域,涉及一种车载柔板与镍片激光焊接的方法。本发明中采用铜基柔板与镍片进行激光焊接方式取代回流焊方式,具有焊接时间短,焊接效率高,且能源损耗小等优点,相比于传统回流焊需要通氮气保护,采用激光焊接无需通入氮气保护,同时大大减小了设备占用空间;对镍片、铜基柔板以及锡膏进行预热处理,可使得助焊剂缓慢挥发,有效避免助焊剂遇高热因急速挥发造成锡膏飞溅造成铜焊盘露铜和锡珠等问题。成铜焊盘露铜和锡珠等问题。成铜焊盘露铜和锡珠等问题。
技术研发人员:唐小侠 王晓南 加藤彬 李適仲 王佳乐 刘清 王杰
受保护的技术使用者:苏州大学
技术研发日:2021.12.15
技术公布日:2022/3/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。