一种ni3al金属间化合物沉淀强化的高温轴承钢及其制备方法
技术领域
1.本发明涉及钢铁冶炼技术领域,具体地,涉及到一种高温轴承钢及其制备方法,通过成分设计、真空冶炼、真空电渣重熔冶炼、锻造或轧制、热处理等工艺制备出弥散分布的细小ni3al金属间化合物沉淀强化的高温轴承钢。
背景技术:
2.高温轴承钢具有高的回火稳定性和尺寸稳定性、良好的耐高温氧化性、低的热膨胀性及高的抗蠕变强度,广泛应用于制造航空、航天工业喷气发动机、燃汽轮机及宇航飞行器等在高温、高速和腐蚀工况下工作的轴承,目前常用的高温轴承钢是以cr4mo4v、13cr4mo4ni4v、cr4mo4v、w18cr4v等为代表的第二代高温轴承钢。
3.随着航空、航天技术的发展,装备的极限性能在不断突破和提升,高温轴承的重要性也越来越突出,这就要求更高性能的轴承钢。目前,国际上已经发展到第三代高温轴承,在500~600℃回火后的硬度仍然能够达到hrc 58以上。成分设计和制备工艺是研发和制备新型高温轴承钢的关键技术问题。从目前国内公开的发明专利来看,通过以下途径制备高温轴承钢:(1)在氮气或其它惰性气体保护下冶炼和电渣重熔,将氮作为合金元素替代高碳马氏体不锈钢中的部分碳,明显细化碳化物,更重要的是通过弥散分布的含氮相的沉淀强化获得优良的综合性能(如最近公开的发明专利:cn 113528941a、cn 108277432a、cn 108441599b),取得了良好效果,但在钢中添加氮元素比较困难,成分不好控制,甚至要采用高压增氮技术固氮,需要专门的制备装备;(2)采用粉末冶金方法制备高温轴承钢,如,利用含氮不锈钢粉末通过粉末冶金制备含氮不锈钢(cn 101342591b),利用碳化物高温合金粉末制备碳化物高温轴承钢(cn 102952986a),获得了较好的性能,但工艺复杂,性能不稳定。综合以上内容,依赖于专门装备和特殊工艺制备的含氮马氏体不锈轴承钢和碳化物高温轴承钢,性能较好,但成分不易控制,成本高,性能稳定性不好。
4.ni3al金属间化合物的熔点高(~1395℃),具有良好的耐磨性能,是镍基高温合金的强化相,保证了镍基高温合金获得优良的高温抗蠕变强度。本发明利用ni3al金属间化合物的性能特点,通过自生弥散分布的纳米尺寸ni3al相的沉淀强化制备出一种综合性能优良的高温轴承钢。
技术实现要素:
5.本发明的目的在于,提供一种设计和制备ni3al金属间化物沉淀强化的高温承钢的方法。本发明钢具有高的强度、高温硬度和回火稳定性,抗拉强度高于2100mpa,随着回火温度的提高,由于ni3al相的沉淀强化,在450~550℃达到硬度峰值,硬度不低于hrc 56,是制造高温、高速工况下工作的长寿命可靠轴承的理想材料。
6.为了实现ni3al金属间化合物的沉淀强化,本发明提出通过合理设计轴承钢成分的ni/al值及其它提高淬透性和硬度的合金元素的成分设计技术,设计的轴承钢在真空环境下冶炼和电渣重熔冶炼,冶炼的轴承钢锭经锻造或轧制、热处理等工艺后制备出纳米级
ni3al金属间化合物弥散分布于基体的新型高温轴承钢。
7.本发明钢的化学成分重量百分数为:c:0.15%~0.35%、si:0.05~0.45%、mn:0.15~0.45%、cr:4.0~8.0%、ni:4.0~8.0%、al:1.2~4.8%、mo:0.3~0.9%、v:0.3~0.9%、m:0.05~0.35%、p≤0.15%、s≤0.01%,余量fe;其中合金元素ni/al=1.7~3.3,m为w、zr、nd、co、cu、b中1种或多种元素组成。
8.本发明钢中各元素的作用及配比依据如下:
9.碳(c):是高温轴承钢获得足够的淬透性,保证高硬度的关键元素之一。随着含碳量的增加,轴承钢淬火后的硬度提高,但塑性和韧性明显降低。本发明钢通过碳的固溶强化和ni3al金属间化合物的沉淀强化共同作用下获得良好的高温强度、硬度和耐磨性,其中ni3al沉淀强化的贡献率约为60~80%。参考cr4mo4v高温轴承钢的含碳量,同时为了保证本发明钢具有足够的韧性,含碳量控制在0.15%~0.35%为宜。
10.硅(si):是保证高温轴承钢获得足够弹性的元素,同时硅的加入有利于抑制轴承钢低温回火过程中渗碳体的析出,而过高的硅将导致轴承钢塑性变形能力和切屑性能变差,控制在0.45%以下为宜。
11.锰(mn):是提高轴承钢淬透性的合金元素,过高的锰会在晶界处偏析,导致残余奥氏体不易控制,对轴承钢的高温性能不利,控制在0.45%以下为宜。
12.铬(cr):是提高轴承钢淬透性、形成m
23
c6型碳化物强化相的重要元素,并且是轴承钢具有高硬度和一定耐腐蚀性能的关键元素。过高的铬易于形成网状和大块碳化物,不利于轴承钢的强韧性,一般控制4.0%左右。本发明钢的含碳量较低,适当提高了铬的含量,控制在4.0~8.0%。
13.镍(ni):是一般轴承钢用来提高韧性的有效元素。在本发明钢中,镍除了提高轴承钢的韧性外,更重要的作用是与铝配合在热处理过程中析出弥散分布于基体的ni3al金属间化合物。为了保证析出足够量的ni3al强化相,镍含量控制4.0~8.0%。
14.铝(al):在一般的轴承钢中,铝不作为主要合金元素加入,钢中残留的铝来源于脱氧和原材料。在本发明钢中,与镍配合在回火过程中析出弥散分布的ni3al金属间化合物。我们的实验表明ni/al控制在1.7~3.3为宜,因此,铝的含量控制在1.2~4.8%。
15.钼(mo):能够提高轴承钢的淬透性、回火稳定性和尺寸稳定性,细化晶粒,在高温轴承钢中起着重要的作用。本发明钢中含有较高的铬,同时钼的价格很高,因此,钼含量较低,控制在0.3~0.9%。
16.钒(v):是高硬度碳化物vc、v4c3的形成元素,能够大幅提高钢的硬度和耐磨性。回火过程析出细小弥散分布的钒碳化物,提高轴承钢的二次硬化,阻碍高温时的晶粒长大,明显提高钢的高温性能。过高的钒含量将降低轴承钢磨削加工性能,同时钒的价格很高,因此,钒含量控制在0.3~0.9%。
17.微量元素m(w、zr、nd、co、cu、b):用来进一步改善高温轴承钢的淬透性,提高轴承钢的硬度,细化晶粒,改善耐腐蚀性能等。
18.磷(p):是轴承钢中的有害元素,来源于原材料,在钢液凝固过程中偏析于晶界,恶化轴承钢的强韧性,在轴承钢中的含量尽量低,但在冶炼过程中脱磷很困难。为了保证本发明钢的性能,并考虑到制备生产的经济性,磷控制在0.15%以下。
19.硫(s):是轴承钢中的有害元素,来源于原材料,在钢液凝固过程中与锰形成片状
的低熔点mns,引起钢的热脆,减低钢的塑性变形能力,含量尽量低。为了保证本发明钢的性能,结合实际生产工艺,硫控制在0.01%以下。
20.本发明提供的一种ni3al金属间化合物沉淀强化的高温轴承钢按照如下工艺步骤进行制备:真空冶炼
→
真空电渣重熔冶炼
→
锻造或轧制
→
球化退火
→
淬火
→
回火。
21.其中:
22.真空感应炉冶炼:依据本发明提供的成分比例进行配料,配料用的原材料采用纯金属或中间合金、成分明确的废钢、用于调整含碳量的增碳剂、熔炼过程中需要的附加材料等;将配好的炉料尽可能紧实地置于真空感应电炉,随后通电熔化,整个冶炼过程在真空环境下进行;合金完全熔化后保温10min,取样品化验成分和调整成分,保证所有合金元素的含量处于成分要求范围,随后在真空室中浇注成母铸锭;
23.真空电渣重熔冶炼:母铸锭的电渣重熔在真空下进行,电渣重熔冶炼渣系的各组分重量百分比为:50~70%caf2、10~35%cao、10~35%al2o3、1~5%mgo;填充系数、渣层厚度、工作电压、电流密度等电渣重熔工艺参数根据需要重熔的铸锭直径和实际电渣重熔装备调整;
24.锻造或轧制:电渣锭的始锻或始轧温度为1150~1200℃,终锻或终轧温度为950~980℃,轴承钢的总变形量不小于6,变形后空冷至室温;
25.球化退火:经锻造或轧制后的轴承钢进行球化退火,首先加热至760~820℃并保温一定的时间,然后以10~20℃/h炉冷到680~740℃并在此温度下保温一定时间,最后以10~20℃/h炉冷到450~550℃后出炉空冷到室温,退火过程中在炉内的保温时间根据轴承钢坯的尺寸而定;
26.淬火:球化退火后的轴承钢加热至950~1150℃,保温一定的时间,淬火至室温,获得马氏体基体,淬火保温时间根据轴承钢坯的尺寸而定;
27.回火:淬火轴承钢加热至450~550℃,保温一定时间,空冷至室温,析出细小弥散分布于基体的ni3al金属间化合物,回火保温时间根据轴承钢坯的尺寸而定。
28.本发明的有益效果是,利用本发明提供的一种ni3al金属间化合物沉淀强化的高温轴承钢及其制备方法,能够设计和制备出纳米级细小ni3al相弥散分布于马氏体基体的新型高温轴承钢,本发明钢具有很好的回火稳定性,在450~550℃回火后的硬度不低于hrc 56,在高温、高速等极端工况下应用潜力巨大。
附图说明
29.图1为实施例1轴承钢1150℃淬火 550℃回火后的金相照片;
30.图2为实施例2轴承钢1100℃淬火 530℃回火后的金相照片;
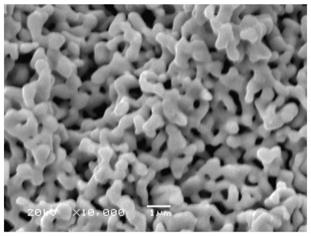
31.图3为实施例1轴承钢1150℃淬火 550℃回火后的扫描照片;
32.图4为实施例1轴承钢1150℃淬火 550℃回火后的透射照片。
具体实施方式
33.本说明书中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。除非特别叙述,每个特征只是一系列等效或者类似特征中的一个例子而已。所述仅仅是为了帮助理解本发明,不应该视为对本发明的具体限制。
34.下面以具体实施方式和附图对本发明做进一步的说明,各实施例的高温轴承钢的成分如表1所示。
35.表1各实施例的高温轴承钢的成分(wt%,余量fe)
[0036][0037][0038]
实施例1
[0039]
根据表1提供的高温轴承钢的成分设计,进行配料,制备本发明的高温轴承钢。具体制备工艺流程步骤如下:
[0040]
步骤1,真空冶炼:将配好的炉料置于100kg真空感应炉内冶炼,成分调整合格后浇注成直径为180mm、重量为100kg的圆柱锭;
[0041]
步骤2,真空电渣重熔冶炼:直径为180mm圆柱锭作为自耗电极,在真空电渣重熔炉内冶炼,目的是进一步精炼,减少非金属夹杂,制备出直径为200mm的圆柱电渣锭;电渣重熔渣系的各组分重量百分比为:60%caf2、15%cao、20%al2o3、5%mgo;
[0042]
步骤3,锻造:电渣锭加热至1250℃,保温8h后开始锻造开坯,始锻温度为1200℃,终锻温度不低于980℃。锻造过程中,第一次墩粗长度减少50%;随后第一次拔长,长度恢复至原长;第二次墩粗的变形与第一次墩粗一样;第二次拔长后最终形成直径为100mm的棒材,空冷至室温,整个锻造过程中的变形量为6;
[0043]
步骤4,球化退火:首先将锻造棒材加热至820℃并保温4h,然后以20℃/h炉冷到740℃并在此温度下保温2h,最后以10℃/h炉冷到550℃后出炉空冷到室温;
[0044]
步骤5,淬火:将球化退火后的棒材加热至1150℃并保温1h,随后油冷;
[0045]
步骤6,回火:将淬火后的棒材加热至550℃并保温4h,随后空冷至室温。
[0046]
实施例2
[0047]
根据表1提供的高温轴承钢的成分设计,进行配料,制备本发明的高温轴承钢。具体制备工艺流程步骤如下:
[0048]
步骤1,真空冶炼:将配好的炉料置于100kg真空感应炉内冶炼,成分调整合格后浇注成直径为180mm、重量为100kg的圆柱锭;
[0049]
步骤2,真空电渣重熔冶炼:直径为180mm圆柱锭作为自耗电极,在真空电渣重熔炉内冶炼,目的是进一步精炼,减少非金属夹杂,制备出直径为200mm的圆柱电渣锭;电渣重熔渣系的各组分重量百分比为:50%caf2、35%cao、10%al2o3、5%mgo;
[0050]
步骤3,锻造:电渣锭加热至1230℃,保温8h后开始锻造开坯,始锻温度为1180℃,终锻温度不低于970℃。锻造过程中,第一次墩粗长度减少50%;随后第一次拔长,长度恢复至原长;第二次墩粗的变形与第一次墩粗一样;第二次拔长后最终形成直径为100mm的棒材,空冷至室温,整个锻造过程中的变形量为6;
[0051]
步骤4,球化退火:首先将锻造棒材加热至800℃并保温4h,然后以10℃/h炉冷到720℃并在此温度下保温2h,最后以20℃/h炉冷到530℃后出炉空冷到室温;
[0052]
步骤5,淬火:将球化退火后的棒材加热至1100℃并保温1h,随后油冷;
[0053]
步骤6,回火:将淬火后的棒材加热至530℃并保温4h,随后空冷至室温。
[0054]
实施例3
[0055]
根据表1提供的高温轴承钢的成分设计,进行配料,制备本发明的高温轴承钢。具体制备工艺流程步骤如下:
[0056]
步骤1,真空冶炼:将配好的炉料置于100kg真空感应炉内冶炼,成分调整合格后浇注成直径为180mm、重量为100kg的圆柱锭;
[0057]
步骤2,真空电渣重熔冶炼:直径为180mm圆柱锭作为自耗电极,在真空电渣重熔炉内冶炼,目的是进一步精炼,减少非金属夹杂,制备出直径为200mm的圆柱电渣锭;电渣重熔渣系的各组分重量百分比为:70%caf2、10%cao、19%al2o3、1%mgo;
[0058]
步骤3,轧制:电渣锭加热至1220℃,保温8h后开始轧制,始轧温度为1180℃,终轧温度不低于960℃。经8道次轧制变形,轧制成直径为50mm的棒材;
[0059]
步骤4,球化退火:首先将锻造棒材加热至780℃并保温4h,然后以15℃/h炉冷到720℃并在此温度下保温2h,最后以15℃/h炉冷到480℃后出炉空冷到室温;
[0060]
步骤5,淬火:将球化退火后的棒材加热至980℃并保温1h,随后油冷;
[0061]
步骤6,回火:将淬火后的棒材加热至480℃并保温4h,随后空冷至室温。
[0062]
实施例4
[0063]
根据表1提供的高温轴承钢的成分设计,进行配料,制备本发明的高温轴承钢。具体制备工艺流程步骤如下:
[0064]
步骤1,真空冶炼:将配好的炉料置于100kg真空感应炉内冶炼,成分调整合格后浇注成直径为180mm、重量为100kg的圆柱锭;
[0065]
步骤2,真空电渣重熔冶炼:直径为180mm圆柱锭作为自耗电极,在真空电渣重熔炉内冶炼,目的是进一步精炼,减少非金属夹杂,制备出直径为200mm的圆柱电渣锭;电渣重熔渣系的各组分重量百分比为:55%caf2、20%cao、22%al2o3、3%mgo;
[0066]
步骤3,轧制:电渣锭加热至1200℃,保温8h后开始轧制,始轧温度为1150℃,终轧温度不低于950℃。经8道次轧制变形,轧制成直径为50mm的棒材;
[0067]
步骤4,球化退火:首先将锻造棒材加热至760℃并保温4h,然后以20℃/h炉冷到720℃并在此温度下保温2h,最后以20℃/h炉冷到450℃后出炉空冷到室温;
[0068]
步骤5,淬火:将球化退火后的棒材加热至950℃并保温1h,随后油冷;
[0069]
步骤6,回火:将淬火后的棒材加热至450℃并保温4h,随后空冷至室温。
[0070]
图1是实施例1高温轴承钢1150℃淬火 550℃回火后的金相照片,图2是实施例2高温轴承钢1100℃淬火 530℃回火后的金相照片,图3为实施例1轴承钢1150℃淬火 550℃回火后的扫描电镜照片,可以看出,轴承钢热处理后的组织是马氏体基体 碳化物,而ni3al金属间化合物尺寸小,只能在透射电镜照片中观测到。图4为实施例1轴承钢1150℃淬火 550℃回火后的透射电镜照片,可以看到弥散分布的纳米尺寸的黑色ni3al金属间化合物。经检测,实施例1-4制备得到的轴承钢的硬度分别为hrc 56、hrc 58、hrc 58、hrc 60,所有实施例轴承钢经淬火 回火后的硬度不低于hrc 56,表明发明钢具有很好的高温硬度,是理想的高温轴承钢材料。
[0071]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员
来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。