1.本实用新型涉及钢构件生产设备技术领域,具体涉及一种环保型钢构件的生产系统。
背景技术:
2.随着经济的发展,各类钢构件的需求日益旺盛。为提升产能,钢构件的自动化生产线也越来越受到关注。钢暴露在空气中易被氧化生锈,且上面也会积尘,不便于后续的生产加工或者使用,因此钢构件加工完成后都要进行处理,将其先放入抛丸设备内进行抛丸除尘除锈,再进行喷漆和加热固化。通常在抛丸设备中设置有清扫除尘装置,将粉尘以及丸粒进行清理,避免影响现场环境。但是存在细粒的粉尘和丸粒清除不干净的问题,钢构件直接进入喷涂装置会造成喷涂效果不佳的问题,同时钢构件板材一般较厚,对于涂层厚度也有相应的要求,直接进入喷涂,喷涂效果不好且达不到相应涂层厚度的要求。
技术实现要素:
3.本实用新型的目的在于提供一种环保型钢构件的生产系统,解决现有钢构件生产线上抛丸机内清理不干净导致部分丸粒无法回收、钢构件直接进入喷涂导致喷涂效果不佳的问题。
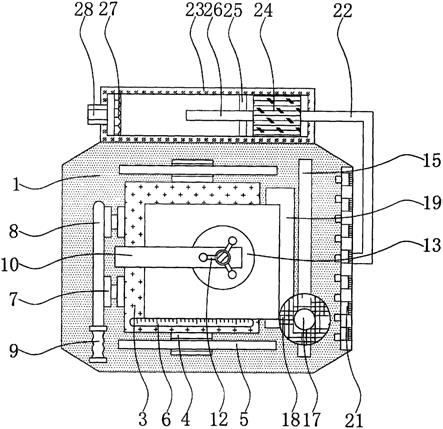
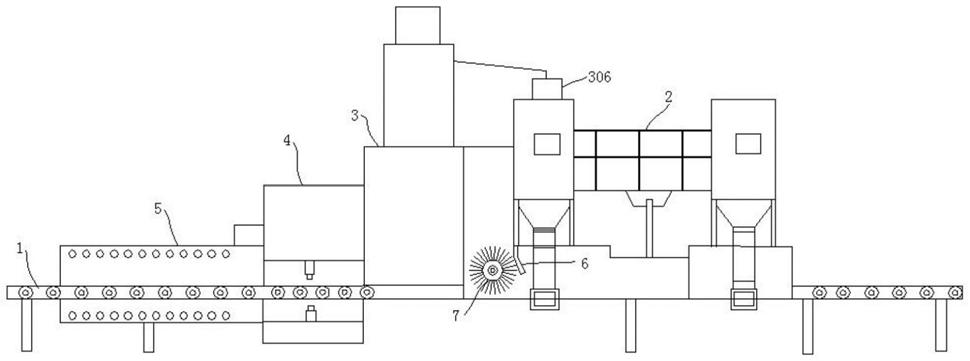
4.为解决上述的技术问题,本实用新型采用以下技术方案:一种环保型钢构件的生产系统,其特征在于:包括依次设置在传送装置上的抛丸机、除尘预热装置、喷涂装置和烘干机,抛丸机出料口处设置有喷吹管和除尘滚刷;除尘预热装置包括壳体、吸尘管道、负压箱、吹灰装置、风机、砂斗,所述壳体呈u型且一端与抛丸机出口连通、另一端与喷涂装置进口连通,壳体内侧壁上设置有加热装置;壳体出口处设置有吸尘管道,吸尘管道一端朝向壳体内,吸尘管道另一端与负压箱进料口连通,负压箱顶部设置有负压泵,负压箱出料口与砂斗连通,负压箱内设置有丸灰分离装置;所述吹灰装置包括导风管和吹风口,导风管一端与风机连接,导风管另一端与吹风口连接,导风管设置于壳体顶部,吹风口位于壳体出口中部。
5.更进一步的技术方案是所述导风管还与热风炉连接。
6.更进一步的技术方案是所述壳体出口处设置有支撑装置,支撑装置包括立柱和固定装置,立柱设置在壳体出料端端部侧壁上,固定装置套接在立柱上,吸尘管道设置在固定装置上。
7.更进一步的技术方案是所述固定装置包括管箍、固定管和角度调节装置,固定管固定在立柱上,管箍上固定有吸尘管道,管箍侧壁与固定管通过角度调节装置连接。
8.更进一步的技术方案是所述导风管外侧壁上设置有定位凹环,定位凹环内卡接有固定夹,固定夹固定在壳体顶部,定位凹环沿导风管长度方向均匀分布。
9.更进一步的技术方案是所述固定夹包括定位部、导向部、固定部,定位部为开口的圆弧状,导向部相对设置在圆弧的开口两端且夹角为60~90
°
,导向部底部向外折弯形成固
定部,固定部通过紧固件固定在壳体顶部。
10.更进一步的技术方案是所述吹风口开口沿出风方向逐渐变大。
11.工作原理:将钢构件放置在传送装置上,在其驱动下进入抛丸机内,抛丸机通过喷出高速丸粒对钢构件表面进行处理,将毛刺、铁锈清理干净后,在抛丸机出口经喷吹管将表面粉尘吹走,再经除尘滚刷对表面进行进一步清理。经抛丸处理的钢构件从抛丸机出来时,随即进入除尘预热装置的壳体内,壳体与抛丸机外壳一样大小,呈u型设置在传送装置上。吹灰装置将风机提供的正压风吹向钢构件上,将积尘吹起,同时吸尘管道将角落和空气中的粉尘吸收。在负压泵作用下,负压箱内一直处于负压,在负压作用下吸尘管道内的粉尘进入负压箱,在负压箱内通过丸灰分离装置(抽风机),灰尘被抽风机抽走,剩下的钢砂沿输送管道进入砂斗内,与砂斗内的丸粒一起进入抛丸机中继续作业。在除尘时或除尘结束后启动加热装置将钢构件进行预热,经预热后的钢构件进入喷涂装置内进行喷漆,喷漆完成后在传送装置作用下进入烘干机内加热固化,最后在传送装置作用下送至下一个工位,完成钢构件清理预热喷涂的自动化生产。
12.与现有技术相比,本实用新型的有益效果是:提供一种结构简单、操作方便的环保型钢构件的生产系统,通过抛丸机清除钢构件表面的铁锈毛刺,通过喷吹管、除尘滚刷对钢构件表面的粉尘进行清理,通过除尘预热装置对钢构件表面的细微粉尘进行进一步清理,同时通过加热装置对钢构件进行预热;通过喷涂装置对经预热的钢构件表面进行喷涂,涂覆层厚度达到生产要求后,再通过烘干机进行加热固化。除尘预热装置的吹灰装置将钢构件上残余积尘吹起,通过吸尘管道将粉尘吸收,再经丸灰分离装置将粉尘和钢砂分离后,钢砂进入砂斗内用于抛丸机,实现积尘清理和钢砂的回收再利用,将从抛丸机出来的钢构件进行进一步清理,将表面粉尘回收分离再利用,避免表面微细粉尘影响喷涂效果,同时对钢构件进行预热,使其喷涂效果更佳、喷涂层厚度变厚。
附图说明
13.图1为本实用新型的结构原理框图。
14.图2为本实用新型中除尘预热装置一个角度的结构示意图。
15.图3为本实用新型中除尘预热装置另一个角度的结构示意图。
16.图4为本实用新型中吹灰装置的结构示意图。
17.图5为本实用新型中固定夹的结构示意图。
18.图6为本实用新型中固定装置的结构示意图。
19.图中:1-传送装置,2-抛丸机,3-除尘预热装置,4-喷涂装置,5-烘干机,6-喷吹管,7-除尘滚刷,301-壳体,302-吸尘管道,303-负压箱,304-吹灰装置,305-风机,306-砂斗,307-负压泵,308-导风管,309-支撑装置,310-立柱,311-固定装置,312-管箍,313-固定管,314-定位凹环,315-固定夹,316-定位部,317-导向部,318-固定部,319-吹风口,
具体实施方式
20.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
21.图1示出了一种环保型钢构件的生产系统,包括依次设置在传送装置1上的抛丸机2、除尘预热装置3、喷涂装置4和烘干机5,抛丸机2出料口处设置有喷吹管6和除尘滚刷7。如图2、3所示,所述除尘预热装置3包括壳体301、吸尘管道302、负压箱303、吹灰装置304、风机305、砂斗306,所述壳体301呈u型且一端与抛丸机2出口连通、另一端与喷涂装置4进口连通,壳体301内侧壁上设置有加热装置。为进一步提高预热效果,可以将热风炉的热风通过导风管308从吹风口319中吹到钢构件表面,将其预热。
22.壳体301两侧设置有支撑装置309,支撑装置309上设置有吸尘管道302,吸尘管道302一端朝向壳体301内,吸尘管道302另一端与负压箱303进料口连通,负压箱303顶部设置有负压泵307,负压箱303出料口与砂斗306连通,负压箱303内设置有丸灰分离装置,丸灰分离装置可以是抽风机,负压泵307出气口也设置在负压箱303侧壁,将积尘中的粉尘吹起,再通过间歇性开启抽风机,将粉尘抽出,余下可用的钢砂丸粒,钢砂丸粒从负压箱303出料口进入砂斗306内,供抛丸机2重复利用。
23.为方便吸尘管道302的安装,如图6所示,所述支撑装置309包括立柱310和固定装置311,立柱310设置在壳体301出料端侧壁上。固定装置311包括管箍312、固定管313和角度调节装置,固定管313套接在立柱310上,立柱310上沿其长度方向设置有多个固定孔,固定管313通过紧固件固定在固定孔上,可以按实际需要调整固定管313的高度位置。管箍312上固定有吸尘管道302,管箍312侧壁与固定管313通过角度调节装置连接,通过角度调节装置可以调整吸尘管道302的角度,使其对准钢构件特别是易积尘的边角位置。
24.如图4所示,所述吹灰装置304包括导风管308和吹风口319,导风管308一端通过软管与风机305连接,导风管308另一端与吹风口319连接。导风管308固定在壳体301的出料端的顶部,吹风口319位于壳体301出料端中部且对准钢构件。
25.为方便调节吹风口319的位置,在导风管308外侧壁上设置有定位凹环314,定位凹环314设置多个且沿导风管308长度方向均匀分布。安装时,在定位凹环314内卡接有固定夹315,再将固定夹315固定在壳体301顶部,通过将固定夹315安装在不同位置的定位凹环314内,可以调节吹风口319在壳体301中的位置,以使其满足不同高度钢构件的使用需求。
26.为方便固定夹315的拆装,如图5所示,所述固定夹315包括定位部316、导向部317、固定部318,定位部316为开口的圆弧状,导向部317相对设置在圆弧的开口两端且夹角为60~90
°
,导向部317底部向外折弯形成固定部318,固定部318通过紧固件固定在壳体301顶部。使用时,将导向部317沿定位凹环314往里推,直到定位部316卡接在定位凹环314上,再将固定部318固定在壳体301上即可,拆卸时将固定部318从壳体301上拆下,再往外拉固定夹315,将其拉出。
27.为使得吹风面积大,所述吹风口319开口沿出风方向逐渐变大。吹风口319截面可以是一个直角梯形,斜边位于底部。
28.将钢构件放置在传送装置1上,在其驱动下进入抛丸机2内,抛丸机2通过喷出高速丸粒对钢构件表面进行处理,将毛刺、铁锈清理干净后,在抛丸机出口经喷吹管6将表面粉尘吹走,再经除尘滚刷7对表面进行进一步清理。经抛丸处理的钢构件从抛丸机2出来时,随即进入除尘预热装置3的壳体301内,壳体301与抛丸机外壳一样大小,呈u型设置在传送装置1上。吹灰装置304将风机305提供的正压风吹向钢构件上,将积尘吹起,同时吸尘管道302将角落和空气中的粉尘吸收。在负压泵307作用下,负压箱303内一直处于负压,在负压作用
下吸尘管道302内的粉尘进入负压箱303,在负压箱303内通过丸灰分离装置(抽风机),灰尘被抽风机抽走,剩下的钢砂沿输送管道进入砂斗306内,与砂斗306内的丸粒一起进入抛丸机中继续作业。在除尘时或除尘结束后启动加热装置将钢构件进行预热,经预热后的钢构件进入喷涂装置4内进行喷漆,喷漆完成后在传送装置作用下进入烘干机5内加热固化,最后在传送装置1作用下送至下一个工位,完成钢构件清理预热喷涂的自动化生产。
29.尽管这里参照本实用新型的多个解释性实施例对本实用新型进行了描述,但是,应该理解,本领域技术人员可以设计出很多其他的修改和实施方式,这些修改和实施方式将落在本技术公开的原则范围和精神之内。更具体地说,在本技术公开、附图和权利要求的范围内,可以对组成部件和/或布局进行多种变型和改进。除了对组成部件和/或布局进行的变形和改进外,对于本领域技术人员来说,其他的用途也将是明显的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。