技术特征:
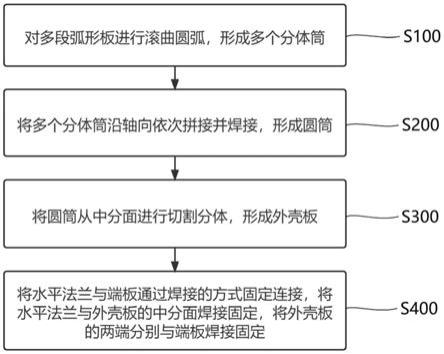
1.一种端盖式焊接机壳的加工方法,其特征在于,包括:对多段弧形板进行滚曲圆弧,形成多个分体筒;将多个所述分体筒沿轴向依次拼接并焊接,形成圆筒;将所述圆筒从中分面进行切割分体,形成外壳板;将水平法兰与端板通过焊接的方式固定连接,将所述水平法兰与所述外壳板的中分面焊接固定,将所述外壳板的两端分别与所述端板焊接固定。2.根据权利要求1所述的端盖式焊接机壳的加工方法,其特征在于,所述对多段弧形板进行滚曲圆弧包括:在多段所述弧形板的长度方向上预留压型直头。3.根据权利要求1所述的端盖式焊接机壳的加工方法,其特征在于,所述将多个所述分体筒沿轴向依次拼接并焊接包括:采用埋弧自动焊技术进行焊接,利用x射线探伤检查。4.根据权利要求1所述的端盖式焊接机壳的加工方法,其特征在于,所述将所述圆筒从中分面进行切割分体包括:在所述外壳板与所述水平法兰连接处制备k形坡口,对所述k形坡口的表面进行打磨。5.根据权利要求1所述的端盖式焊接机壳的加工方法,其特征在于,所述将水平法兰与端板通过焊接的方式固定连接,将所述水平法兰与所述外壳板的中分面焊接固定,将所述外壳板的两端分别与所述端板焊接固定,包括:使所述水平法兰与所述端板点焊连接,并在所述水平法兰和所述端板的连接处预留第一焊缝;在所述外壳板顶部的重心设置吊点,在所述外壳板两端外圆的位置设置定位挡板;利用所述吊点对所述外壳板进行吊装,通过所述定位挡板使所述外壳板的中分面与所述水平法兰点焊连接,并在所述外壳板与所述水平法兰的连接处预留第二焊缝;使所述外壳板的两端分别与所述端板点焊连接,并在所述外壳板与所述端板的连接处预留第三焊缝,所述外壳板、所述端板和所述水平法兰构成焊接机壳框架;在所述焊接机壳框架的内部和中分面上分别添加支撑拉筋;依次对所述第一焊缝、所述第二焊缝和所述第三焊缝进行焊接。6.根据权利要求5所述的端盖式焊接机壳的加工方法,其特征在于,所述在焊接机壳框架的内部和中分面上分别添加支撑拉筋,包括:在所述焊接机壳框架的内部拼装t型支撑拉筋;在所述焊接机壳框架的中分面拼装横向支撑拉筋。7.根据权利要求5所述的端盖式焊接机壳的加工方法,其特征在于,所述水平法兰和所述端板的连接处预留四道第一焊缝,所述外壳板与所述水平法兰的连接处预留两道第二焊缝,所述外壳板与所述端板的连接处预留两道第三焊缝。8.根据权利要求7所述的端盖式焊接机壳的加工方法,其特征在于,所述第一焊缝为j形对称焊接坡口,所述第二焊缝为k形焊接坡口,所述第三焊缝为jv组合形式焊接坡口。9.根据权利要求5所述的端盖式焊接机壳的加工方法,其特征在于,还包括:对所述第一焊缝、所述第二焊缝和所述第三焊缝进行消除焊接应力处理。10.根据权利要求9所述的端盖式焊接机壳的加工方法,其特征在于,所述消除焊接应
力包括:所述消除焊接应力的温度为620
±
10℃,保温时间不低于t/25mm小时,其中,t为所述水平法兰的厚度。
技术总结
本发明公开了一种端盖式焊接机壳的加工方法,包括对多段弧形板进行滚曲圆弧,形成多个分体筒;将多个分体筒沿轴向依次拼接并焊接,形成圆筒;将圆筒从中分面进行切割分体,形成外壳板;将水平法兰与端板通过焊接的方式固定连接,将水平法兰与外壳板的中分面焊接固定,将外壳板的两端分别与端板焊接固定。本发明提供的端盖式焊接机壳的加工方法,将多段弧形板滚曲圆弧后,沿轴向拼接并焊接形成圆筒,并将圆筒切割分体形成外壳板,再将外壳板分别与水平法兰和端板焊接固定,外壳板采用分体制造工艺可减少因整体机壳过长而导致焊接机壳弯曲变形,进而控制水平法兰的弯曲变形,增加整体机壳的总体刚性。整体机壳的总体刚性。整体机壳的总体刚性。
技术研发人员:郝建国 舒鑫 甄必德 梁盈 耿延朝 王思倩 王红 陈丽娟 牛权 张江楠 张思宇
受保护的技术使用者:沈阳透平机械股份有限公司
技术研发日:2021.12.20
技术公布日:2022/3/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。