1.本实用新型涉及注塑模具领域,具体是涉及一种低压注塑成型模具的顶出结构。
背景技术:
2.对应大型pc透明件类的产品,因产品在注塑过程中存在翘曲变形不可控,外观易产生缩印、流痕、熔接线等缺陷,需采用低压注塑成型。低压注塑成型相对传统注塑成型具有以下优点:
3.1.浇口数量少,修剪成本低;
4.2.产品的翘曲变形小;
5.3.产品外观壁厚均匀;
6.4.产品表面无缩水,无流痕,无熔接线;
7.5.注塑压力小,产品内应力小。
8.现有技术中低压注塑成型模具开模顺序如图1所示,从左向右依次是开模、合模、边顶边开、注塑、瞬间压缩、边开边顶、开模取件这几个步骤的示意图,其中:
9.开模是指注塑机公母模板打开;
10.合模是指注塑机公母模板闭合;
11.边顶边开是指模具顶出注塑机开模至预设壁厚;
12.注塑是指注塑填充模具型腔内部;
13.瞬间压缩是指将预设壁厚瞬间压缩至固定壁厚;
14.边开边顶是指模具开模顶出同步进行;
15.开模取件是指公母模打开,吸盘取件。
16.现有的低压注塑成型模具油缸顶出布局如图2所示,为使顶出平衡,需将所有的油缸并成一进一出。
17.具体的,如图3和图4所示,图3是现有的低压注塑成型工艺油缸回位阶段顶出示意图,图4是现有的低压注塑成型工艺油缸顶出阶段示意图,低压注塑的原理为在模具合模时型腔打开s距离,使型腔空间变大,溶体可以快速的填充,当填充至70%~95%后,再通过注塑机的高压合模力压缩成型。
18.其动作顺序是:油缸顶出
→
带动顶针板及直顶顶出s距离
→
注塑填充
→
填充至70%~95%时
→
高压合模压缩
→
模具水路冷却
→
开模
→
产品顶出
→
取件
→
合模。
19.在注塑阶段需保证顶出s距离的力量要大于注塑压力并小于注塑压力才能满足低压成型的条件,通常需要通过在顶针板布局多个平衡力的油缸来完成顶出。从图2中可以看出模具上接的油路特别多,在安装及生使用的过程中经常出来漏油问题,且保压及维护的周期很短,成本特别高,成产不稳定。
技术实现要素:
20.基于此,有必要针对现有技术问题,提供一种低压注塑成型模具的顶出结构。
21.为解决现有技术问题,本实用新型采用的技术方案为:
22.一种低压注塑成型模具的顶出结构,低压注塑成型模具包括第二公模板、第二顶针板和第二下固定板,顶出结构包括竖直设置在第二下固定板顶部的导向柱,第二顶针板上设置有可供导向柱通过的第一通孔;以及套设在导向柱上的弹性件,注塑压力《弹性件的回弹力《合模力;压缩阶段时,第二公模板与导向柱抵接,第二顶针板与弹性件抵接,弹性件处于压缩状态;注塑阶段时,第二公模板与导向柱抵接,第二顶针板与弹性件抵接,弹性件处于回弹状态。
23.进一步的,导向柱的顶部设置有径向朝外凸出的第一环状凸缘,弹性件处于回弹状态时,弹性件的两端分别与第一环状凸缘和第二下固定板抵靠。
24.进一步的,顶出结构还包括竖直设置在第二公模板底部的第三限位柱,第三限位柱穿过第一通孔与导向柱抵接。
25.进一步的,第二顶针板上设置有自第一通孔顶端的内壁径向朝内延伸的第二环状凸缘,第二环状凸缘的内部形成第二通孔,第三限位柱的外径《第二通孔的内径《第一环状凸缘的外径。
26.进一步的,弹性件的回弹力》注塑压力
×
1.5,合模力》弹性件的回弹力
×
1.5。
27.进一步的,弹性件包括第一垫块、弹簧和第二垫块,第一垫块和第二垫块分别设置在弹簧的两端,
28.进一步的,弹簧与导向柱的避空是0.5~1.0mm。
29.进一步的,弹簧采用叠形弹簧。
30.本技术相比较于现有技术的有益效果是:
31.采用新型叠型弹簧的顶出结构运用到低压注塑成型的模具上,并替换油缸来完成预压顶出动作,取消油缸就不会漏油,也无需保压及维护。
附图说明
32.图1是现有技术中低压注塑成型模具开模顺序图;
33.图2是现有的低压注塑成型模具油缸顶出布局图;
34.图3是现有的低压注塑成型工艺油缸回位阶段顶出示意图;
35.图4是现有的低压注塑成型工艺油缸顶出阶段示意图;
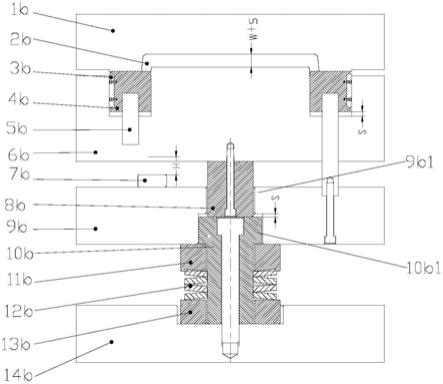
36.图5是实施例的低压注塑成型工艺新型顶出结构式样压缩阶段示意图;
37.图6是实施例的低压注塑成型工艺新型顶出结构式样注塑阶段示意图;
38.图中标号为:
39.1a-第一母模板;2a-第一产品;3a-第一耐磨块;4a-第一直顶块;5a-第一直顶杆;6a-第一公模板;7a-第一限位柱;8a-第一顶针板;9a-第一油缸;10a-第一油缸连接螺丝;11a-第一油缸垫块;12a-第一油缸支撑块;13a-第一下固定板;
40.1b-第二母模板;2b-第二产品;3b-第二耐磨块;4b-第二直顶块;5b-第二直顶杆;6b-第二公模板;7b-第二限位柱;8b-第三限位柱;9b-第二顶针板;10b-导向柱;11b-第一垫块;12b-弹簧;13b-第二垫块;14b-第二下固定板;
41.w-产品壁厚;s-型腔打开的距离。
具体实施方式
42.为能进一步了解本实用新型的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本实用新型作进一步详细描述。
43.如图5和图6所示:
44.一种低压注塑成型模具的顶出结构,低压注塑成型模具包括第二公模板6b、第二顶针板9b和第二下固定板14b,顶出结构包括竖直设置在第二下固定板14b顶部的导向柱10b,第二顶针板9b上设置有可供导向柱10b通过的第一通孔;以及套设在导向柱10b上的弹性件,注塑压力《弹性件的回弹力《合模力;压缩阶段时,第二公模板6b与导向柱10b抵接,第二顶针板9b与弹性件抵接,弹性件处于压缩状态;注塑阶段时,第二公模板6b与导向柱10b抵接,第二顶针板9b与弹性件抵接,弹性件处于回弹状态。
45.基于上述实施例,由于第二直顶块4b通过第二直顶杆5b与第二顶针板9b连接,在注塑阶段时,第二顶针板9b受到弹性件的回弹力作用,使得第二直顶块4b从第二公模板6b上顶出,在压缩阶段时,在合模力的作用下,第二母模板1b向下挤压第二直顶块4b使其带动第二直顶杆5b和第二顶针板9b挤压弹性件,弹性件被压缩,第二直顶块4b回到第二公模板6b内部,在这两个阶段,第二公模板6b始终不移动。
46.结合图1,上述实施例的动作顺序是:合模
→
再打开s距离
→
在弹性件的回弹力作用下第二直顶块4b顶出s距离
→
注塑填充
→
填充至70%~95%时
→
高压合模压缩
→
模具水路冷却
→
开模
→
第二直顶块4b顶出s距离
→
产品顶出
→
取件
→
合模。
47.进一步的,导向柱10b的顶部设置有径向朝外凸出的第一环状凸缘10b1,弹性件处于回弹状态时,弹性件的两端分别与第一环状凸缘10b1和第二下固定板14b抵靠。
48.基于上述实施例,第一弹性凸缘用于限制弹性件的最大长度,使得第二直顶块4b顶出的距离s是可控的。
49.进一步的,顶出结构还包括竖直设置在第二公模板6b底部的第三限位柱8b,第三限位柱8b穿过第一通孔与导向柱10b抵接。
50.基于上述实施例,第三限位柱8b可以缩短导向柱10b的长度,降低加工导向柱10b的难度。
51.进一步的,第二顶针板9b上设置有自第一通孔顶端的内壁径向朝内延伸的第二环状凸缘9b1,第二环状凸缘9b1的内部形成第二通孔,第三限位柱8b的外径《第二通孔的内径《第一环状凸缘10b1的外径。
52.基于上述实施例,压缩阶段时,第三限位柱8b可穿过第二通孔与导向柱10b抵接,使得第二公模板6b停止移动,而第二顶针板9b可以继续向下移动,直至第二环状凸缘9b1与第一环状凸缘10b1抵接;注塑阶段时,第二母模板1b在注塑机的作用下朝向远离第二下固定板14b的方向移动,第二公模板6b停止在原处不动,第二顶针板9b在弹性件的作用下朝向远离第二下固定板14b的方向移动,直至弹性件的一端与第一环状凸缘10b1抵靠。则,第二直顶块4b移动的s距离等于第一通孔的轴向长度减去第一环状凸缘10b1的轴向长度,从而使得s距离进一步地可控。
53.进一步的,弹性件的回弹力》注塑压力
×
1.5,合模力》弹性件的回弹力
×
1.5;
54.基于上述实施例,弹性件的回弹力不能与注塑压力或者合模力相近,因为弹性件的回弹力受到其自身压缩程度和温度的影响。
55.进一步的,弹性件包括第一垫块11b、弹簧12b和第二垫块13b,第一垫块11b和第二垫块13b分别设置在弹簧12b的两端,
56.基于上述实施例,为了避免弹簧12b压伤第二下固定板14b或者第一环状凸缘10b1,所以需要第一垫块11b和第二垫块13b垫着。
57.进一步的,弹簧12b与导向柱10b的避空是0.5~1.0mm。
58.基于上述实施例,导向柱10b与弹簧12b的避空过大会影响顶出行程。
59.进一步的,弹簧12b采用叠形弹簧。
60.另外需要说明的是,导向柱10b、第一垫块11b和第二垫块13b的硬度均达到58~60hrc,在弹簧12b的运动过程中不会损伤。
61.本技术相比较于现有技术的有益效果是:
62.采用新型叠型弹簧的顶出结构运用到低压注塑成型的模具上,并替换油缸来完成预压顶出动作,取消油缸就不会漏油,也无需保压及维护。
63.以上实施例仅表达了本实用新型的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
