1.本实用新型属于航空机械加工工艺装备的技术领域,具体涉及一种高度可调内力压紧装置。
背景技术:
2.影响产品在机械加工过程中的变形有几个因素,包括产品装夹、工件自身的材质和结构、加工时的让刀、加工后的应力释放。其中影响最大的就是产品装夹时造成的变形,当被加工产品自身的刚度较好时合理布置压紧点和支撑点可以很好控制装夹变形;当被加工产品自身的刚度较差,如大型框、梁等细长类零件在装夹施力的作用下,就会产生较大的变形。所以航空产品的多品种小批量的生产模式就要求配套的工艺装备要有一种通用性强且可实现产品自由状态下夹紧、无夹紧变形的装置来替换常规的压板和螺纹调整钉。针对上述技术背景提出本实用新型。
技术实现要素:
3.本实用新型的目的是:利用一种将外力压紧转化为内力压紧,以实现对产品的支撑与压紧处均实现无应力。适应产品在装夹时的压紧应力大而引起的加工变形问题。
4.本实用新型的技术方案为:
5.一种高度可调内力压紧装置,其包括导向支座2、螺母3、导向螺钉4、压缩弹簧5、导向轴6、切向锁紧套7、切向锁紧钉8、锁紧螺母9、定位t型块10、支撑钉11、压板12、压紧钉13、t型块螺母14和螺钉15;其中,所述的导向支座2的上表面沿垂直方向设置第一精度孔,第一精度孔与导向轴6滑动配合;导向轴6为阶梯轴,导向轴6的大圆柱面上设置有导向键槽,导向支座2的侧壁设置螺纹孔,导向螺钉4设置于螺纹孔中,位于导向支座2的内部的部分与导向键槽配合,导向螺钉4位于导向支座2的外部的部分设置螺母3,通过螺母3锁紧导向螺钉4;导向轴6的下端制有内孔,配合导向支座2的第一精度孔为压缩弹簧5导向;导向轴6的小圆柱面与定位t型块10过渡配合,并固定连接。
6.所述的切向锁紧套7、切向锁紧钉8的大圆柱面的径向按照导向轴6的大径尺寸设置圆弧;导向支座2的侧壁设置第二精度孔,切向锁紧套7、切向锁紧钉8分别从导向支座2两侧设置于第二精度孔中,并与导向轴6相切,通过锁紧螺母9锁紧切向锁紧套7和切向锁紧钉8,使导向轴6锁紧。
7.所述的定位t型块10上设置t型槽,用于压紧钉13的导向,压紧钉13的一端与定位t型块10连接,另一端穿过压板12,该端端部设置t型块螺母14,t型块螺母14用于施加压紧力;定位t型块10的前端制有精度面,用于产品的支撑定位,精度面配合压板12上的钳口用以夹紧产品16。所述的支撑钉11设置于压板12后端的螺纹孔内。导向支座2的底部设置有多个螺钉15,用于与工作台1连接。
8.本实用新型的效果和益处是:无应力压紧装置通用性强;压紧支撑方便可靠;实现产品在自由状态下夹紧,消除了夹紧变形的问题。提高了产品加工的质量。
附图说明
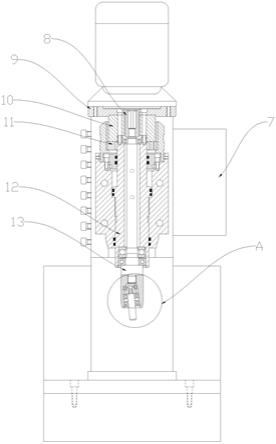
9.图1为本实用新型实施例中提供的高度可调内力压紧装置的侧视图。
10.图2为本实用新型实施例中提供的高度可调内力压紧装置的俯视图。
11.图3a为本实用新型实施例中提供的高度可调内力压紧装置的剖视图。
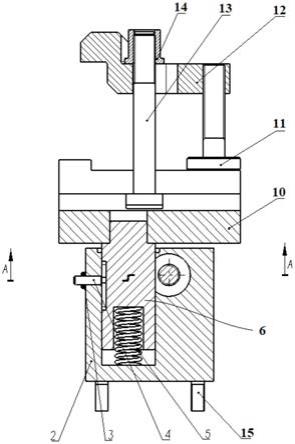
12.图3b为图3a沿a-a剖视图。
13.图中:1工作台;2导向支座;3螺母;4导向螺钉;5压缩弹簧;6导向轴;7切向锁紧套;8切向锁紧钉;9锁紧螺母;10定位t型块;11-支撑钉;12压板;13压紧钉;14t型块螺母;15螺钉;16产品。
具体实施方式
14.以下结合附图和技术方案,进一步说明本实用新型的具体实施方式。
15.应当了解,所附附图并非按比例地绘制,而仅是为了说明本实用新型的基本原理的各种特征的适当简化的画法。本文所公开的本实用新型的具体设计特征包括例如具体尺寸、方向、位置和外形将部分地由具体所要应用和使用的环境来确定。
16.在所附多个附图中,同样的或等同的部件(元素)以相同的附图标记标引。
17.在本实用新型的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
18.图1为本实用新型实施例中提供的高度可调内力压紧装置的侧视图;图2为本实用新型实施例中提供的高度可调内力压紧装置的俯视图;图3a为本实用新型实施例中提供的高度可调内力压紧装置的剖视图。图3b为图3a沿a-a剖视图。
19.参见图1至图3b,在本实施例中,高度可调内力压紧装置包括导向支座2、螺母3、导向螺钉4、压缩弹簧5、导向轴6、切向锁紧套7、切向锁紧钉8、锁紧螺母9、定位t型块10、支撑钉11、压板12、压紧钉13、t型块螺母14和螺钉15;其中,所述的导向支座2的上表面沿垂直方向(z向)制有第一精度孔,与导向轴6组成滑动配合;导向轴6为阶梯轴,导向轴6的大圆柱面上制有导向键槽,导向支座2的侧壁沿x方向制有螺纹孔,导向螺钉4设置于螺纹孔中与导向键槽配合,用于导向轴6的防转,导向螺钉4位于导向支座2的外部的部分设置螺母3,通过螺母3锁紧导向螺钉4;导向轴6的下端制有内孔,配合导向支座2的第一精度孔用于压缩弹簧5的导向;导向轴6的小圆柱面与定位t型块10过渡配合,压入后焊接。
20.切向锁紧套7、切向锁紧钉8的大圆柱面的径向按照导向轴6的大径尺寸制出圆弧;导向支座2的侧壁沿y向制有第二精度孔,切向锁紧套7、切向锁紧钉8分别从导向支座2沿y向的两端装入第二精度孔中,并切于导向轴6,通过用锁紧螺母9锁紧切向锁紧套7和切向锁紧钉8,使导向轴6在高度方向在任意位置锁紧。
21.定位t型块10上制有t型槽用于压紧钉13的导向,压紧钉13的一端与定位t型块10连接,另一端穿过压板12,该端端部设置t型块螺母14,t型块螺母14用于施加压紧力;定位t型块10的前端制有精度面,用于产品的支撑定位,配合压板12上的钳口,以夹紧产品16。支撑钉11设置于压板12后端的螺纹孔内。几组高度可调内力压紧装置装配好后用螺钉15螺接
于工作台1上。
22.应用过程:产品16装夹前松开锁紧螺母9,使切向锁紧套7、切向锁紧钉8脱离导向轴6圆柱面;安装产品16于定位t型块10的定位面上,靠产品16自身重量压缩压缩弹簧5直至产品16接触到固定定位面;拧紧锁紧螺母9,使切向锁紧套7、切向锁紧钉8切于导向轴6圆柱面,使z向位置固定;调整支撑钉11,拧紧t型块螺母14施加压紧力。由于压板12、定位t型块10、压紧钉13组成夹钳结构,作用力、反作用力同时作用于产品自身,不传导到工作台1,使产品在完全自由状态下夹紧,消除了夹紧变形的问题。
23.综上,本实用新型提供的无应力压紧装置设计成两层导套滑动配合。第一层通过顶丝配合切向压紧消除了支撑处的力,使支撑无应力;第二层通过常规的压板组件结构配合支撑面组成夹钳结构,作用力、反作用力同时作用于产品自身,不传导到工作台,使产品在完全自由状态下夹紧,消除了夹紧变形的问题。
24.以上示例性实施方式所呈现的描述仅用以说明本实用新型的技术方案,并不想要成为毫无遗漏的,也不想要把本实用新型限制为所描述的精确形式。显然,本领域的普通技术人员根据上述教导做出很多改变和变化都是可能的。选择示例性实施方式并进行描述是为了解释本实用新型的特定原理及其实际应用,从而使得本领域的其它技术人员便于理解、实现并利用本实用新型的各种示例性实施方式及其各种选择形式和修改形式。本实用新型的保护范围意在由所附权利要求书及其等效形式所限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。