1.本实用新型涉及一种在线冲裁模具,尤其是适用于铝型材产品自动线上完成冲孔等加工的铝型材产品生产线的正冲孔模具,属于金属冲压技术领域。
背景技术:
2.铝挤型材大量用于汽车部件,具有机械性能好、加工工艺成熟、自重轻等特点。铝型材产品件的加工技术得到了长足发展,手动加工逐渐转成自动线生产。但是产品件在加工中遇到一些自动化生产的瓶颈。如型材产品件的两个对应面上都有孔时,铝挤型材产品件既有腔体公差,还有料厚公差,累积起来的截型公差就会较大,如果模具做成侧冲结构,为能顺利穿料芯子尺寸做的小,产品冲孔部位会出现凹陷;为保产品质量芯子尺寸做大,又会影响穿料。而且观察侧冲结构中的芯子,由于凸模进芯子刃口不会同时,总是一个先冲一个后冲,这样造成芯子摆动,进而影响冲孔质量和刃口寿命,所以适合选择正冲工艺实现。正冲工艺先冲孔的那个面排废料没有问题,但是后冲对应面的孔时排废料则出现困难,废料片落在冲好的孔上,存在堵料问题,甚至直接将产品件卡在模腔里。鉴于此,根据铝挤型材对应面对应孔的特征,需要改进现有冲孔模具,使冲孔模具可以顺畅排出废料,满足自动生产线的要求。
技术实现要素:
3.本实用新型的目的在于解决现有技术问题,提供一种可避免冲孔废料堵料的铝型材产品生产线的正冲孔模具。
4.本实用新型所述问题是以下述技术方案实现的:
5.一种铝型材产品生产线的正冲孔模具,包括上模板和下模板,上模板连接上模,下模板上装配下模座和芯子,还包括分别位于模具左右两侧的侧定位机构和侧推废料机构,侧定位机构设有定位气缸,侧推废料机构设有排废料气缸、安装板和导向座,排废料气缸固定在支撑架上,排废料气缸活塞杆固接安装板,安装板上装配两根废料顶杆,导向座与下模座固定,导向座对应两根废料设有导向孔,废料顶杆与导向孔滑动配合。
6.上述铝型材产品生产线的正冲孔模具,芯子连接穿芯机构,芯子的轴向与废料顶杆垂直,芯子上对应上模设有芯子孔,在芯子孔下方设有退料槽,退料槽与废料顶杆位置对应。
7.上述铝型材产品生产线的正冲孔模具,退料槽底部设有盖板,盖板由螺钉与芯子固定。
8.上述铝型材产品生产线的正冲孔模具,所述废料顶板的截面为矩形,废料顶板的底面与盖板顶面之间的间隙小于废料厚度。
9.本实用新型针对铝型材产品件的孔位特征而设计,通过正冲孔结构提高冲孔质量,通过设置在模具侧部的排废料机构,对每次冲孔的废料及时排除,消除了堵料的弊端,保证自动化生产线的顺畅运行,本实用新型用于一类具有特殊要求的产品件冲孔加工,在
提高产品冲孔质量的同时实现了在线完成产品件的冲孔加工,实现自动化生产,提高了生产效率,降低了生产成本。
附图说明
10.下面结合附图对本实用新型作进一步说明。
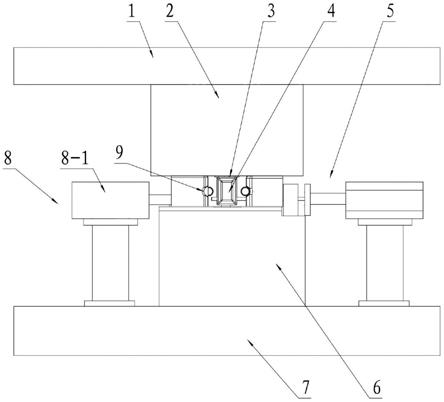
11.图1是本实用新型的示意图;
12.图2是侧推废料机构的立体结构示意图;
13.图3是侧推废料机构和芯子的结构示意图;
14.图4是芯子的立体结构示意图;
15.图5是产品件的立体示意图。
16.图中各标号清单为:1、上模板,2、上模,3、产品件,3-1、孔位,4、芯子,4-1、芯子孔,4-2、退料槽,4-3、盖板,5、侧推废料机构,5-1、排废料气缸,5-2、安装板,5-3、导向座,5-4、废料顶杆,6、下模座,7、下模板, 8、测定位机构,8-1、侧定位气缸,9、打杆。
具体实施方式
17.本实用新型所述正冲孔模具是针对一类产品件的孔位特点而设计,所述产品件3的结构如图5所示,其特点是产品件上的孔位3-1具有同轴性,分布在两个相互对应的面上,产品截型是封闭的。
18.参看图1-图3,本实用新型所述模具包括上模板1和下模板7,上模板连接冲裁设备的上滑块,下模板固定在冲裁设备的工作台上。上模板的下部连接上模2,下模板上装配下模座6和芯子4。在模具的左右两侧分别设有侧定位机构8和侧推废料机构5。侧定位机构设有侧定位气缸8-1,侧定位气缸活塞杆出程时驱动定位块推动产品件,与右侧的侧推废料机构的导向座5-3一起将产品固定好,一直到冲切完成,上模回程才退回初始状态。侧推废料机构设有由支撑架支撑的排废料气缸5-1还设有安装板5-2和导向座,排废料气缸活塞杆固接安装板,安装板上装配两根废料顶杆5-4。由于废料顶杆的行程较大,细长的废料顶杆在运动过程不稳定,需要导向废料顶杆才能顺利进入芯子。导向座的作用即是为废料顶杆运动导向。导向座与下模座固定,导向座对应两根废料设有导向孔,废料顶杆与导向孔滑动配合。
19.参看图3、图4,芯子4装配在下模座上,由穿芯机构驱动芯子穿芯。芯子的轴向与废料顶杆垂直,芯子上对应上模设有芯子孔4-1,芯子传入产品件后芯子孔对应产品件的孔位。在芯子孔下方设有退料槽4-2,退料槽与废料顶杆位置对应。退料槽底部设有盖板4-3,盖板由螺钉与芯子固定。废料顶杆的截面为矩形,为保证废料被顶出,废料顶杆的底面与盖板顶面之间的间隙要小于废料厚度。
20.本实用新型工作过程如下:初始阶段打杆9退回到初始位置,产品件穿入芯子;侧定位气缸动作与右侧导向座一起将产品固定好;上模在压机作用下,下行冲切,完成产品件的冲孔;上模回程后产品件在打杆和机械手作用下推出芯子;模具右侧废料顶杆在废料气缸驱动下,将掉落在盖板上的废料片推出芯子外,料片掉落到下模座的漏料孔里,进而落到压机下面的传送带上,完成排废料。每冲切一次,排一次废料,避免冲孔废料堵料,不会造成废料堆积而停线。
技术特征:
1.一种铝型材产品生产线的正冲孔模具,包括上模板和下模板,上模板连接上模,下模板上装配下模座和芯子,其特征在于:还包括分别位于模具左右两侧的侧定位机构和侧推废料机构,侧定位机构设有定位气缸,侧推废料机构设有排废料气缸、安装板和导向座,排废料气缸固定在支撑架上,排废料气缸活塞杆固接安装板,安装板上装配两根废料顶杆,导向座与下模座固定,导向座对应两根废料设有导向孔,废料顶杆与导向孔滑动配合。2.根据权利要求1所述的铝型材产品生产线的正冲孔模具,其特征在于:芯子连接穿芯机构,芯子的轴向与废料顶杆垂直,芯子上对应上模设有芯子孔,在芯子孔下方设有退料槽,退料槽与废料顶杆位置对应。3.根据权利要求2所述的铝型材产品生产线的正冲孔模具,其特征在于:退料槽底部设有盖板,盖板由螺钉与芯子固定。4.根据权利要求3所述的铝型材产品生产线的正冲孔模具,其特征在于:所述废料顶杆的截面为矩形,废料顶杆的底面与盖板顶面之间的间隙小于废料厚度。
技术总结
一种铝型材产品生产线的正冲孔模具,包括上模板和下模板,上模板连接上模,下模板上装配下模座和芯子,还包括分别位于模具左右两侧的侧定位机构和侧推废料机构,侧定位机构设有定位气缸,侧推废料机构设有排废料气缸、安装板和导向座,排废料气缸固定在支撑架上,排废料气缸活塞杆固接安装板,安装板上装配两根废料顶杆,导向座与下模座固定,导向座对应两根废料设有导向孔,废料顶杆与导向孔滑动配合。本实用新型针对一类铝型材产品件的孔位特征而设计,通过正冲孔结构提高冲孔质量,通过设置在模具侧部的排废料机构,对每次冲孔的废料及时排除,消除了堵料的弊端,保证自动化生产线的顺畅运行。线的顺畅运行。线的顺畅运行。
技术研发人员:吴玉慧 王孟辉 陈尔奎 王志军 刘鑫 毕海利
受保护的技术使用者:凌云工业股份有限公司
技术研发日:2021.05.24
技术公布日:2022/2/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。