1.本发明涉及伺服控制技术领域,具体为一种基于伺服电机压力控制的焊接方法及系统。
背景技术:
2.一般而言,焊接机是采用气动结构运行,其运行不稳定,在气缸焊接结构下,虽然能控制压力稳定焊接,但不能同时有效控制工件焊后变形量及焊接压力,导致焊件质量不稳定,影响生产效率。
技术实现要素:
3.针对现有技术的不足,本发明提供了一种基于伺服电机压力控制的焊接方法及系统,解决了现有焊接机不能在焊接中控制焊接压力和焊后变形量问题。
4.为实现以上目的,本发明通过以下技术方案予以实现:
5.第一方面,一种基于伺服电机压力控制的焊接方法,包括:
6.于系统正常工作的状态下伺服电机带动焊头以预定速度接近待焊工件;
7.于反馈压力值到达预设焊接压力时,伺服电机停止运动并切换位置模式;
8.在伺服电机切换位置模式状态下开启pid位置调节模式;
9.触发超声焊接指令的状态下进行焊接处理,于满足焊接要求时停止pid位置调节模式。
10.较佳地,于反馈压力值到达预设焊接压力时,伺服电机停止运动并切换位置模式;还包括,于伺服电机停止运动时记录第一当前位置信息,其中,第一当前位置作为pid初始调节位置。
11.较佳地,在伺服电机切换位置模式状态下开启pid位置调节模式;具体包括,
12.于伺服电机切换位置模式下获取pid初始调节位置信息,其中,pid初始调节位置信息焊前高度位置;
13.于预设焊接压力的基础上增加与待焊工件变形量相匹配的变量压力值;
14.设定待焊接工件的焊后变形量为pid位置调节的最大值,其中,待焊接工件的焊后变形量根据焊接工艺要求获得。
15.较佳地,触发超声焊接指令的状态下进行焊接处理,于满足焊接要求时停止pid位置调节模式;具体包括,
16.触发超声焊接指令的状态下待焊工件开启超声焊接处理;
17.在pid位置调节模式下工件发生位移变化并保证焊接压力稳定;
18.于伺服电机位置达到待焊工件变形量位置时停止pid位置调节模式,伺服电机保持当前位置直至超声停止。
19.较佳地,还包括,于超声停止后记录伺服电机第二当前位置,其中,第二当前位置为焊后高度,焊后高度等于焊前高度与pid调节量之和。
20.较佳地,于超声停止后伺服电机维持第二当前位置1秒钟,返回到设定位置后焊接结束。
21.较佳地,所述变量压力值为200n。
22.较佳地,于触发超声焊接指令之前设有50ms的延时指令。
23.第二方面,一种基于伺服电机压力控制系统的焊接系统,包括,
24.运动模块,用于于系统正常工作的状态下伺服电机带动焊头以预定速度接近待焊工件;
25.模式切换模块,用于于反馈压力值到达预设焊接压力时,伺服电机停止运动并切换位置模式;
26.pid位置调节模式开启模块,用于在伺服电机切换位置模式状态下开启pid位置调节模式;
27.处理模块,用于触发超声焊接指令的状态下进行焊接处理,于满足焊接要求时停止pid位置调节模式。
28.本发明具备以下有益效果:
29.通过在焊接过程中设置pid位置调节模式,pid位置调节模式利用伺服电机位置调节控制待焊工件在焊接过程中的焊接压力,有效控制焊接过程中的工件焊后变形量。
30.于预设焊接压力的基础上增加与待焊工件变形量相匹配的变量压力值,在焊接过程中变量压力值可与工件的变形量相抵消,减小焊接过程中工件变形量的误差,提高焊接工件的质量。
附图说明
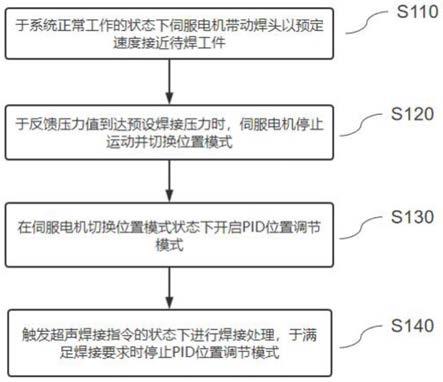
31.图1为本发明提供的一种基于伺服电机压力控制的焊接方法流程图。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.实施例一
34.本发明实施例提供一种基于伺服电机压力控制的焊接方法,图1为一种基于伺服电机压力控制的焊接方法的流程图。
35.s110、于系统正常工作的状态下伺服电机带动焊头以预定速度接近待焊工件;
36.具体地,按下启动按钮后,伺服带动焊头以预定的速度接近工件,例如速度为20mm/s,
37.s120、于反馈压力值到达预设焊接压力时,伺服电机停止运动并切换位置模式;
38.具体地,在反馈压力值到达触摸屏上设置的预设焊接压力时,伺服电机停止并切换位置模式,预设焊接压力由焊接工艺要求获得。
39.s130、在伺服电机切换位置模式状态下开启pid位置调节模式;
40.具体地,伺服电机停止时并记录第一当前位置,第一当前位置为焊前高度位置,焊
前高度位置作为pid初始调节位置。伺服切换位置模式时,并开启pid位置调节模式。pid位置调节量最大值为预设工件焊后变形量,工件的焊后变形量通过焊接工艺要求获得,pid位置调节的作用可使焊前压力稳定。在触发超声指令开启前在预设焊接压力的基础上增大变量压力值,变量压力值可根据焊接工艺经验获得,可取200n,因为plc发出超声指令开启时到发生器开始发超声有50ms延时,在50ms延时中pid开始主动调节伺服电机位置,由于pid积分时间和程序刷新周期问题伺服位移量并没有改变。
41.于预设焊接压力的基础上增加与待焊工件变形量相匹配的变量压力值,在焊接过程中变量压力值可与工件的变形量相抵消,减小焊接过程中工件变形量的误差,提高焊接工件的质量。
42.s140、触发超声焊接指令的状态下进行焊接处理,于满足焊接要求时停止pid位置调节模式。
43.具体地,超声开启后的工件瞬间发生变形,由于工件发生压缩变形,焊接压力会跟随工件变形量而减小。但是在工件发生变形的同时,伺服电机通过pid位置调节开始跟随工件变形,并使焊接压力不低于预设焊接压力。在超声焊接过程中pid是主动调节伺服位置,工件变形量会抵消焊前增加200n的压力,从而使焊接压力维持在预设焊接压力范围内。由于焊接中工件发生形变,工艺要求工件形变量。所以伺服通过pid位置调节量就是工件变形量。当伺服第二当前位置减焊前位置等于工件变形量设定值时停止pid调节,伺服保持当前位置,直至超声停止。
44.超声停止后并记录伺服当前位置即为焊后高度。焊后高度等于焊前高度与pid调节量之和,其中pid调节输出值是可以通过设置输出值的最大值和最小值来限制输出范围。超声停止后伺服维持当前位置1s,然后返回到设定位置,焊接过程结束。
45.通过在焊接过程中设置pid位置调节模式,pid位置调节模式利用伺服电机位置调节控制焊接过程中的焊接压力,有效控制焊接过程中的工件焊后变形量,于预设焊接压力的基础上增加与待焊工件变形量相匹配的变量压力值,在焊接过程中变量压力值可与工件的变形量相抵消,减小焊接过程中工件变形量的误差,提高焊接工件的质量。
46.实施例二
47.本实施例提供一种基于伺服电机压力控制系统的焊接系统,包括,
48.运动模块,用于于系统正常工作的状态下伺服电机带动焊头以预定速度接近待焊工件;
49.模式切换模块,用于于反馈压力值到达预设焊接压力时,伺服电机停止运动并切换位置模式;
50.pid位置调节模式开启模块,用于在伺服电机切换位置模式状态下开启pid位置调节模式;
51.处理模块,用于触发超声焊接指令的状态下进行焊接处理,于满足焊接要求时停止pid位置调节模式。
52.本实施例的工作原理与实施例一相同,故不一一赘述。
53.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有
的要素。
54.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。