用于l型麦拉双面胶产品冲切的刀模组件及其冲切方法
技术领域
1.本发明涉及模切技术领域,具体涉及一种用于l型麦拉双面胶产品冲切的刀模组件及其冲切方法。
背景技术:
2.随着电子产品尤其是智能手机市场的发展,模切加工要求愈加严苛。现有一款双面胶产品,如图1所示,其形状大致呈l型,该l型麦拉双面胶产品为不规则且尺寸较小的麦拉 双面胶的产品,其中,麦拉厚为0.15mm,双面胶为0.1mm,产品粘性大、易回粘,其两边角位置宽度都很窄,不超过1.5mm,由于尺寸太小,在制作时需要用到的蚀刻刀模,并需要将刀线拆开。采用现有刀模及加工工艺,由于两个细角太细,在排废时产品存在严重的掉片现象(即产品跟着废料区域一起被排走),掉片不良率高达15%,而且两个角位置太细,由于双面胶存在回粘特性,还会在排废时会跟着产品边缘的废胶黏在一起,导致产品变形,不良率为5%。
技术实现要素:
3.本发明的目的就是为了解决现有l型麦拉双面胶产品在排废时产品存在严重掉片现象以及排废时导致产品变形的问题,而提供一种用于l型麦拉双面胶产品冲切的刀模组件及其冲切方法。
4.本发明的目的通过以下技术方案实现:
5.一种用于l型麦拉双面胶产品冲切的刀模组件,该刀模组件包括用于冲切产品内部边线轮廓的一冲刀模,以及用于冲切产品外部l形边线轮廓的二冲刀模,
6.所述一冲刀模由形状相同的第一内部刀线与第二内部刀线组成,所述二冲刀模由形状相同的第一外部刀线与第二外部刀线组成;
7.所述第一内部刀线与第二内部刀线呈中心对称设置并间隔分布;
8.所述第一外部刀线与第二外部刀线呈中心对称设置并间隔分布,二者拼成一矩形框;
9.所述第一内部刀线与所述第一外部刀线相配合,组合冲切后,在二者之间形成一产品;
10.所述第二内部刀线与所述第二外部刀线相配合,组合冲切后,在二者之间形成另一产品。
11.优选地,所述产品包括麦拉以及黏贴于所述麦拉上的双面胶,产品形状为l型片状,包括外部的l型边以及内部的圆角弧形边。
12.优选地,所述产品的边角宽度为0.8-1.5mm。
13.优选地,所述双面胶厚度为0.05-0.15mm,所述麦拉厚度为0.1-0.2mm。
14.优选地,所述第一内部刀线与第二内部刀线的轮廓与所述产品内部边缘轮廓线的形状相一致,且所述第一内部刀线与第二内部刀线的长度大于产品内部边缘轮廓线,其两
端部设有突出的弯折弧形刀线。
15.优选地,所述第一内部刀线与第二内部之间间距为产品边角宽度的2-3倍。
16.优选地,所述第一外部刀线与第二外部刀线之间间距小于所述第一内部刀线与第二内部之间的间距。
17.优选地,所述一冲刀模及二冲刀模设有多组,按一字排开设置。
18.优选地,所述一冲刀模及二冲刀模均设置在模切装置的冲切刀模上,均为凸起的刀锋。
19.一种用于l型麦拉双面胶产品冲切方法,采用上述刀模组件进行冲切,具体包括以下步骤:
20.(1)将带有承载膜、双面胶及辅助离型膜的原料料带经过模切机,通过一冲刀模进行连续冲切,冲切出产品的内部轮廓;
21.(2)排除辅助离型膜及一对产品之间的内部废料,贴合新的辅助离型膜,并通过二冲刀模进行连续冲切,冲切出产品的外部轮廓;
22.(3)排除辅助离型膜及产品外部废料后即得到成品。
23.现有冲切方式是根据产品的轮廓采用单独排版方式,在排废时,将产品外废料一起排掉会把产品一起带走,出现掉片,并且由于双面胶会回粘的特性,细角还会在排废时会跟着产品边缘的废胶黏在一起,导致拉变形,整体不良率高。
24.本发明重新设计一冲刀模与二冲刀模结构,一冲刀模由形状相同的第一内部刀线与第二内部刀线组成,呈中心对称设置并间隔分布;二冲刀模由形状相同的第一外部刀线与第二外部刀线组成,呈中心对称设置并间隔分布,第一内部刀线与第一外部刀线相配合,第二内部刀线与第二外部刀线相配合,组合冲切后,在二者之间形成产品,两个产品呈中心对称布置。
25.与现有技术相比,本发明将产品冲切拆成两步制作,两步排废,并且每做一步时排一半废料,这样就避开排整体轮廓废料出现掉片现象以及产品变形问题,并且在一冲与二冲时各排一半,废料是相连起来,便于排废,避免出现掉片与变形问题。
附图说明
26.图1、2为本发明l型麦拉双面胶产品示意图;
27.图3为现有麦拉双面胶产品冲切刀模组件的示意图;
28.图4为现有麦拉双面胶产品冲切后排版示意图;
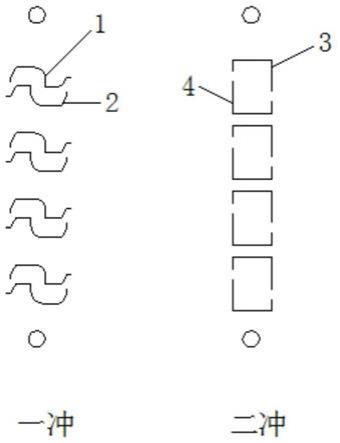
29.图5为本发明麦拉双面胶产品冲切刀模组件的示意图;
30.图6为本发明麦拉双面胶产品一步冲切后排版示意图;
31.图7为本发明麦拉双面胶产品二步冲切后排版示意图;
32.图中:1-第一内部刀线;2-第二内部刀线;3-第一外部刀线;4-第二外部刀线。
具体实施方式
33.下面结合附图和具体实施例对本发明进行详细说明。
34.如图1、2所示,为一款l型麦拉双面胶产品,其形状大致呈l型,该l型麦拉双面胶产品为不规则且尺寸较小的麦拉 双面胶的产品,其中,麦拉厚为0.15mm,双面胶为0.1mm,产
品粘性大、易回粘,其两边角位置宽度都很窄,不超过1.5mm,由于尺寸太小,在制作时需要用到的蚀刻刀模,并需要将刀线拆开。
35.现有麦拉双面胶产品冲切刀模组件如图3所示,现有麦拉双面胶产品冲切后排版如图4所示,采用现有刀模及加工工艺,由于两个细角太细,在排废时产品存在严重的掉片现象(即产品跟着废料区域一起被排走),掉片不良率高达15%,而且两个角位置太细,由于双面胶存在回粘特性,还会在排废时会跟着产品边缘的废胶黏在一起,导致产品变形,不良率为5%。
36.为解决该技术问题,本发明提供一种用于l型麦拉双面胶产品冲切的刀模组件,如图5所示,该刀模组件包括用于冲切产品内部边线轮廓的一冲刀模,以及用于冲切产品外部l形边线轮廓的二冲刀模,一冲刀模由形状相同的第一内部刀线1与第二内部刀线2组成,二冲刀模由形状相同的第一外部刀线3与第二外部刀线4组成;第一内部刀线1与第二内部刀线2呈中心对称设置并间隔分布;第一外部刀线3与第二外部刀线4呈中心对称设置并间隔分布,二者拼成一矩形框;第一内部刀线1与第一外部刀线3相配合,组合冲切后,在二者之间形成一产品;第二内部刀线2与第二外部刀线4相配合,组合冲切后,在二者之间形成另一产品。一冲刀模及二冲刀模设有多组,按一字排开设置,一冲刀模及二冲刀模均设置在模切装置的冲切刀模上,均为凸起的刀锋。
37.其中,第一内部刀线1与第二内部刀线2的轮廓与产品内部边缘轮廓线的形状相一致,且第一内部刀线1与第二内部刀线2的长度大于产品内部边缘轮廓线,其两端部设有突出的弯折弧形刀线。第一内部刀线1与第二内部之间间距为产品边角宽度的2-3倍,第一外部刀线3与第二外部刀线4之间间距小于第一内部刀线1与第二内部之间的间距。
38.一种用于l型麦拉双面胶产品冲切方法,具体包括以下步骤:
39.(1)将带有承载膜、双面胶及辅助离型膜的原料料带经过模切机,通过一冲刀模进行连续冲切,冲切出产品的内部轮廓,一冲连续冲切后排完一半轮廓的废料后的效果如图6所示,图6非阴影位置为排废区域,阴影位置为保留区域;
40.(2)排除辅助离型膜及一对产品之间的内部废料,贴合新的辅助离型膜,并通过二冲刀模进行连续冲切,冲切出产品的外部轮廓;
41.(3)排除辅助离型膜及产品外部废料后即得到成品,二冲与一冲匹配后,连续冲切的效果图如图7所示,图7中斜线阴影位置为需要排废区域,网状阴影为产品区域,是需要保留区域。
42.具体模切及排废过程均采用现有技术。
43.本发明重新设计一冲刀模与二冲刀模结构,一冲刀模由形状相同的第一内部刀线1与第二内部刀线2组成,呈中心对称设置并间隔分布;二冲刀模由形状相同的第一外部刀线3与第二外部刀线4组成,呈中心对称设置并间隔分布,第一内部刀线1与第一外部刀线3相配合,第二内部刀线2与第二外部刀线4相配合,组合冲切后,在二者之间形成产品,两个产品呈中心对称布置。
44.本发明将产品冲切拆成两步制作,两步排废,并且每做一步时排一半废料,这样就避开排整体轮廓废料出现掉片现象以及产品变形问题,并且在一冲与二冲时各排一半,废料是相连起来,便于排废,避免出现掉片与变形问题。
45.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。
熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
