1.本发明涉及助卷机用带制备领域,具体涉及一种助卷机用带及其制备方法。
背景技术:
2.助卷机用带广泛应用于钢铁,铝材,铜材等助卷机械生产线,主要用于冷轧钢板卷,镀锡板,铝板卷,铜板卷,铝塑复合板,金属薄板材等助卷机械,需要要求非常高的强度、柔韧性,需要具有耐磨,耐热,耐油等优良特点。
3.cn 103434792 a采用短纤纱纤维采用无纺布做法直接针刺到该无缝钢网的骨架上,无缝钢网的转弯直径较大,助卷机械的输送效率较低;表面采用芳纶纤维,价格昂贵。
4.现有技术当中的助卷机用带常用工艺是热塑性聚氨酯涂覆于聚酯纤维或毛毡表面而成,如专利cn 103738667 b,cn 102424236 a。
5.热塑性聚氨酯为线性结构,加热可以塑化,随着温度上升而物性下降幅度较大,因而适用范围受到限制,耐热性较差;热固性聚氨酯组合物形成网络结构,具有优异的物理性能,特别是在高温或低温下的压缩变形性能好于热塑性聚氨酯。
技术实现要素:
6.为了克服现有技术的上述缺陷,本发明的目的在于提供一种助卷机用带及其制备方法。
7.为了实现本发明的目的,所采用的技术方案是:
8.一种助卷机用带,由多层基布表面涂覆热固性聚氨酯组合物涂层叠加制得,所述热固性聚氨酯组合物为a、b双组分结构,其中,
9.所述a组分为:
10.聚酯多元醇或聚醚多元醇15~100份;
11.异氰酸酯反应得到的预聚体10~100份;
12.所述异氰酸酯反应得到的预聚体当中的异氰酸酯基含量在3%-15%。
13.所述b组分为:
14.三羟基扩链剂1~10份;
15.聚醚三元醇1~10份;
16.蓖麻油0~20份;
17.催化剂0.001~2份。
18.在本发明的一个优选实施例中,所述三羟基扩链剂为丙三醇或三羟甲基丙烷当中的任意一种或多种。
19.在本发明的一个优选实施例中,所述预聚体粘度为1000-6000cpa.s。
20.在本发明的一个优选实施例中,所述热固性聚氨酯组合物的硬度在60-90a。
21.一种助卷机用带的制备方法:
22.将所述聚酯多元醇或聚醚多元醇除水后与所述异氰酸酯反应得到的预聚体混合
得所述a组分;
23.将所述三羟基扩链剂与所述聚醚三元醇、蓖麻油、催化剂混合得所述b组分;
24.将所述a组分与所述b组分混匀,用刮刀刮涂在经编布上,涂层厚度为0.2-0.8mm,然后在30-160℃下烤30-60min至涂层表面粘,机器停止运行;
25.再将另一层经编布环带覆盖到涂层上,机器张紧运行,用镀四氟乙烯的辊轮稍压;
26.再将所述热固性聚氨酯组合物刮涂在经编布上,涂层厚度为0.2-0.5mm;
27.在30-180℃下烤至涂层凝胶状态,用镀四氟乙烯的辊轮稍压,使涂层平面光滑平整;
28.在本发明的一个优选实施例中,将所述热固性聚氨酯组合物刮涂在经编布上后再继续叠加涂覆有所述热固性聚氨酯组合物的经编布环带。
29.在本发明的一个优选实施例中,所述经编布环带由如下方式制备而成:
30.将经编布的头尾采用芳香族聚酰胺纤维缝织成环带;
31.所述经编布为聚酯纤维或氨纶纤维,所述聚酯纤维或氨纶纤维的纤维直径为1500d-2500d,经纱或纬纱密度为6-18根/cm。
32.与现有技术相比,本发明具有如下有益效果:
33.(1)经编布是织机物,避免人工编制环带,效率高;多层经编布叠加,助卷机用带定伸强度高,1%定伸强度可达50n/mm或以上;在热固性聚氨酯组合物完全固化后,经编布与之连成一体不易剥开,避免了分层。
34.(2)热固性聚氨酯组合物开始涂覆时,粘度较低,可渗透到经编布里,使两者连成一体,避免分层,底层经编布的背面也无需再涂覆聚氨酯涂层,节省工序;
35.(3)一次涂覆热固性聚氨酯组合物的厚度在0.2-2mm之间,而刮涂tpu粉的厚度只有0.2mm,这是因为传统的tpu粉涂粉太厚会使涂层起泡,从而缩短了生产时间;
36.(4)与tpu相比,热固性聚氨酯组合物覆层耐热性更好,尺寸稳定性更优,延长了助卷机用带的使用寿命。
具体实施方式
37.对比例1为传统tpu带
38.将捻度50,直径4万d的低收缩涤纶纱线整经穿棕,编织成无缝环带,机器张紧运行,接着底涂pu胶水,在200℃刮涂tpu粉,机器张紧运行至tpu粉溶化,辊轮稍压,经、纬纱密度分别为5根/公分,3根/公分。所得助卷机用带厚度为5.0mm。
39.实施例1
40.(1)1500d聚酯纤维经、纬纱密度均为12根/cm,织成经编布,用kevlar线将头尾缝织平整,织成环带,在机器上张紧运行;
41.(2)分子量3500的聚己二酸丁二醇酯100份,除水,加入25份二苯基甲烷二异氰酸酯在85℃反应2小时,取样分析nco%含量达到设定值后,降温后密闭充氮保存,得到含-nco的a组分;
42.由丙三醇5份,聚醚三元醇(sf0303)5份;蓖麻油20份真空脱水后,加入0.001份月桂酸铋共混均匀而成,得到b组分;
43.(3)热固性聚氨酯组合物按配方将甲,b组分55℃混合均匀,用刮刀刮涂在经编布
上,涂层厚度为0.5mm,然后在100℃下烤30min至涂层表面粘,机器停止运行。
44.再将另一层经编布环带覆盖到涂层上,机器张紧运行,用镀四氟乙烯的辊轮稍压,再将热固性聚氨酯组合物刮涂在经编布上,涂层厚度为0.5mm,再按以上步骤继续叠加3层经编布环带,涂覆热固性聚氨酯组合物,在100℃下烤至涂层凝胶状态,用镀四氟乙烯的辊轮稍压,使涂层平面光滑平整。
45.所得助卷机用带厚度为5.0mm。
46.对比例2为传统tpu带
47.将经向为低收缩涤纶复丝,纬向为涤纶纱针刺到三层基布,刺成无缝毛毡环带,机器张紧运行,接着底涂pu胶水,在200℃刮涂tpu粉,机器张紧运行至tpu粉溶化,辊轮稍压,所得助卷机用带厚度为6.0mm。
48.实施例2
49.(1)2000d聚酯纤维经、纬纱密度均为10根/cm,织成经编布,用kevlar线将头尾缝织平整,织成环带,在机器上张紧运行;
50.(2)分子量3000的聚己内酯二醇100份,除水,加入30份二苯基甲烷二异氰酸酯在80℃反应2.5小时,取样分析nco%含量达到设定值后,降温后密闭充氮保存,得到含-nco的a组分;
51.由三羟甲基丙烷8份,聚醚三元醇(sf-303)3份,蓖麻油25份真空脱水后,加入0.003份月桂酸铋共混均匀而成,得到b组分;
52.(3)热固性聚氨酯组合物按配方将甲,b组分50℃混合均匀,用刮刀刮涂在经编布上,涂层厚度为1mm,然后在110℃下烤30min至涂层表面粘,机器停止运行,再将另一层经编布环带覆盖到涂层上,机器张紧运行,用镀四氟乙烯的辊轮稍压,再将热固性聚氨酯组合物刮涂在经编布上,涂层厚度为1mm,再按以上步骤继续叠加2层经编布环带,涂覆热固性聚氨酯组合物,在120℃下烤至涂层凝胶状态,用镀四氟乙烯的辊轮稍压,使涂层平面光滑平整。
53.所得助卷机用带厚度为6.0mm。
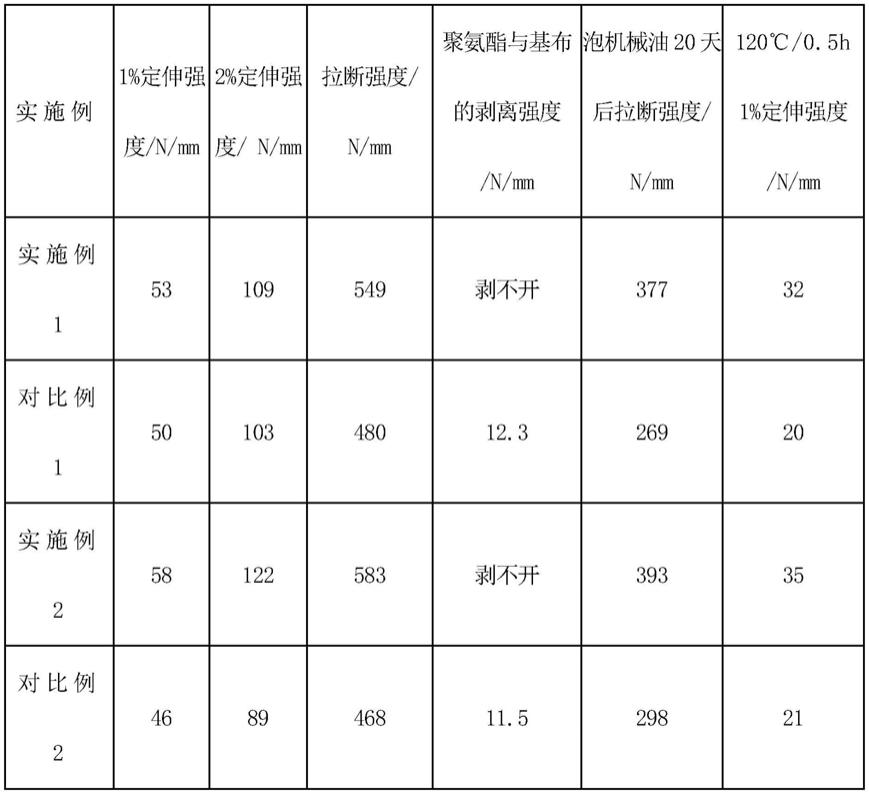
54.实施例与对比例的性能测试结果如下表1所示:
55.表1
[0056][0057]
结合表1可知,本发明所制备的助卷机用带在拉伸性能、剥离强度、泡油后的拉断强度和120℃定伸强度都比tpu材质的更好。
[0058]
与现有技术相比,本发明改善了生产工艺,提高生产效率;涂覆热固性聚氨酯组合物耐热性更好,延长助卷机用带的使用寿命,具有很好的经济效益。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。