1.本公开涉及三维打印技术领域,尤其涉及一种增材制造用支撑结构生成方法及装置、增材制造打印结构。
背景技术:
2.3d打印,即三维打印是一种快速成型技术,又称增材制造,它是一种以数字模型文件为基础,运用粉末状金属或液体树脂等材料,通过逐层打印的方式来构造物体的技术。常用的3d打印方法例如sla(stereo lithography appearance,立体光固化成型法),其基于液态感光性树脂的光聚合原理,简称立体光刻法,感光性树脂可以在特定波长的紫外光焦点固化,利用特定波长与强度的激光聚焦到光固化材料表面,使之由点到线,由线到面顺序凝固,完成一个层面的绘图作业,然后升降台在垂直方向移动一个层片的高度,再固化另一个层面。这样层层叠加构成一个三维实体。
3.在逐层打印过程中,每一层新层必须由前一层托住。如果模型有悬空结构,下面没有东西可以托住,就需要额外添加支撑结构,以确保打印成功,即支撑结构被认为是3d打印中无法避免的麻烦环节。一方面,对于悬空和跨桥结构,支撑是绝对需要的。另一方面,支撑增加了材料成本,增加了更多的后处理工作,甚至会损坏模型表面。因此,合理设置支撑结构是打印复杂3d模型中一个非常重要的方面。
技术实现要素:
4.为了解决上述技术问题或者至少部分地解决上述技术问题,本公开提供了一种增材制造用支撑结构生成方法及装置、增材制造打印结构,实现了更加智能的支撑生成策略,更快地生成支撑,节约了支撑材料并减少了后处理时间。
5.第一方面,本公开实施例提供了一种增材制造用支撑结构的生成方法,包括:
6.获取待打印件的待打印层下表面与水平方向的夹角;
7.根据所述夹角确定多个支撑采样点所在位置;其中,相邻所述支撑采样点之间的间距与所述支撑采样点所在位置对应的所述夹角成正比;
8.在每个所述支撑采样点处生成支撑结构以支撑所述待打印件的待打印层。
9.可选地,根据所述夹角确定多个支撑采样点所在位置,包括:
10.采用插值算法根据所述夹角确定多个支撑采样点所在位置。
11.可选地,根据所述夹角确定多个支撑采样点所在位置,包括:
12.采用线性插值算法根据所述夹角确定多个支撑采样点所在位置。
13.第二方面,本公开实施例还提供了一种增材制造打印结构,包括:
14.待打印件和多个支撑结构,所述支撑结构用于支撑所述待打印件的待打印层,所述支撑结构与所述待打印层的下表面在对应的支撑采样点处接触设置;
15.相邻所述支撑采样点之间的间距与所述支撑采样点所在位置对应所述待打印层与水平方向的夹角成正比。
16.可选地,相邻所述支撑采样点之间的间距大于等于2毫米,小于等于8毫米。
17.可选地,所述夹角大于等于0
°
,小于90
°
。
18.第三方面,本公开实施例还提供了一种增材制造用支撑结构的生成装置,包括:
19.夹角获取模块,用于获取待打印件的待打印层下表面与水平方向的夹角;
20.采样点确定模块,用于根据所述夹角确定多个支撑采样点所在位置;其中,相邻所述支撑采样点之间的间距与所述支撑采样点所在位置对应的所述夹角成正比;
21.支撑生成模块,用于在每个所述支撑采样点处生成支撑结构以支撑所述待打印件的待打印层。
22.可选地,所述采样点确定模块具体用于采用插值算法根据所述夹角确定多个支撑采样点所在位置。
23.第四方面,本公开实施例还提供了一种打印机,包括处理器与存储器,所述处理器通过调用所述存储器存储的程序或指令,执行如第一方面所述的增材制造用支撑结构的生成方法的步骤。
24.第五方面,本公开实施例还提供了一种存储介质,所述存储介质存储程序或指令,所述程序或指令使计算机执行如第一方面所述的增材制造用支撑结构的生成方法的步骤。
25.本公开实施例提供的技术方案与现有技术相比具有如下优点:
26.本公开实施例设置增材制造用支撑结构生成方法包括获取待打印件的待打印层下表面与水平方向的夹角,根据夹角确定多个支撑采样点所在位置,继而对应支撑采样点生成支撑结构。其中,相邻支撑采样点之间的间距与支撑采样点所在位置对应的夹角成正比,在每个支撑采样点处生成支撑结构以支撑待打印件的待打印层。由此,本公开实施例设置对应支撑采样点生成的支撑结构密度变化,在待打印层下表面与水平方向夹角较大地方的支撑结构密度相对待打印层下表面与水平方向夹角较小地方的支撑结构密度减小,以此实现了对待打印层的变密度支撑,相比于现有技术中对不同类型的工件都采取固定密度的支撑结构,有效降低了支撑结构密度,减少了支撑成本。另外,本公开实施例利用较为简单的生成算法,实现了更加智能的支撑生成策略,有利于减少三维打印过程使用的支撑量,加快支撑结构生成速度,节约树脂材料等支撑材料,减少后处理时间,达到了降本增效的目的。
附图说明
27.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
28.为了更清楚地说明本公开实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
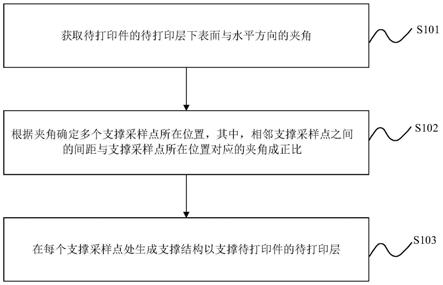
29.图1为本公开实施例提供的一种增材制造用支撑结构的生成方法的流程示意图;
30.图2为本公开实施例提供的一种增材制造打印结构的结构示意图;
31.图3为本公开实施例提供的一种待打印层下表面与水平方向夹角与相邻支撑结构间距的对应关系示意图;
32.图4为本公开实施例提供的一种3d打印支撑结构的生成装置的结构示意图;
33.图5为本公开实施例提供的一种打印机的结构示意图。
具体实施方式
34.为了能够更清楚地理解本公开的上述目的、特征和优点,下面将对本公开的方案进行进一步描述。需要说明的是,在不冲突的情况下,本公开的实施例及实施例中的特征可以相互组合。
35.在下面的描述中阐述了很多具体细节以便于充分理解本公开,但本公开还可以采用其他不同于在此描述的方式来实施;显然,说明书中的实施例只是本公开的一部分实施例,而不是全部的实施例。
36.图1为本公开实施例提供的一种增材制造用支撑结构的生成方法的流程示意图。增材制造用支撑结构的生成方法可以应用在增材制造,即3d打印领域中需要利用支撑结构对待打印层进行支撑的应用场景,可以由本公开实施例提供的增材制造用支撑结构的生成装置执行,该增材制造用支撑结构的生成装置可以采用软件和/或硬件的方式来实现。如图1所示,增材制造用支撑结构的生成方法包括:
37.s101、获取待打印件的待打印层下表面与水平方向的夹角。
38.图2为本公开实施例提供的一种增材制造打印结构的结构示意图。如图2所示,待打印件11的待打印层下表面不规则且相对于打印平台12具有悬空结构,打印平台12为用于放置支撑待打印层支撑结构13的平台,支撑结构13为支撑待打印层下表面的结构,可以设置构成支撑结构13的材料与构成待打印件11的材料相同。示例性地,可以在按照从下至上的打印顺序依次打印形成待打印层和支撑结构13,例如相邻两层待打印层之间需要支撑结构13,则可以先打印一层待打印层,然后打印形成二者之间的支撑结构13,再打印另一层待打印层。
39.在逐层打印待打印件11的过程中,待打印件11可以看作被分离的每一层打印材料的集合,而被分离的每一层打印材料称为待打印层。图2所示结构中,待打印件11的待打印层下表面与水平方向的夹角α不是一成不变的,图2示例性地设置待打印层下表面与水平方向的夹角α由左至右逐渐增加,获取待打印层下表面与水平方向的夹角α。示例性地,可以定义待打印层下表面与水平方向的夹角α为待打印层下表面与水平方向形成的锐角。
40.具体地,在进行3d打印时,每打印一层,都需要提前获取待打印层下表面与水平方向的夹角α,获取的夹角α数据可以都存储在控制打印的软件存储器中。另外,可以获取的待打印层下表面与水平方向的夹角α,也可以获取的待打印层下表面与竖直方向的夹角,本公开实施例对此不作限定。
41.s102、根据夹角确定多个支撑采样点所在位置,其中,相邻支撑采样点之间的间距与支撑采样点所在位置对应的夹角成正比。
42.具体地,如图2所示,支撑采样点a即为支撑结构13生成时对应的点位,相邻支撑采样点a之间的间距与支撑采样点a所在位置对应的夹角α成正比。具体地,待打印层下表面与水平方向的夹角α越大,其对于支撑的支持力与拉力需求越小,需要的支撑密度也越小,因此,待打印层下表面与水平方向的夹角α小,其相邻支撑采样点a间的距离也小,待打印层下表面与水平方向的夹角α大,其相邻支撑采样点a间的距离也大,例如图2中设置间距d1小于间距d2。由此,基于相邻支撑采样点a之间的间距与支撑采样点a所在位置对应的夹角α成正
比的设置规律,根据夹角α确定多个支撑采样点a的设置间距,进而确定多个支撑采样点a所在位置。
43.图3为本公开实施例提供的一种待打印层下表面与水平方向夹角与相邻支撑结构间距的对应关系示意图。如图3所示,d为相邻支撑采样点a间的距离,也为相邻支撑结构13间的距离,α为待打印层下表面与水平方向的夹角。
44.可选地,根据α确定多个支撑采样点a所在位置,可采用插值算法根据夹角α确定多个支撑采样点a所在位置。具体地,结合图2和图3,待打印层下表面与水平方向的夹角α与相邻的支撑结构13间的距离d有关联,即当给出待打印层下表面与水平方向的夹角α的一些样点值,可以通过选定计算的函数形式,得到相邻的支撑结构13间的距离d的一些近似值。具体地,插值算法是一种通过已知的、离散的数据点,在设定范围内推求新数据点的过程或方法,对于本公开实施例而言,插值算法即在设定角度区间的端点角度和端点角度对应的相邻支撑结构间距离已知的前提下,输入设定角度区间的中间角度,根据插值算法输出对应中间角度的相邻支撑结构间距离。可选地,根据夹角α确定多个支撑采样点a所在位置,可采用线性插值算法根据夹角α确定多个支撑采样点a所在位置。图3示例性地给出待打印层下表面与水平方向的夹角α的范围是30
°
到60
°
,对应地,其支撑采样点a彼此间距离d会在1毫米到3毫米之间随待打印层下表面与水平方向的夹角α线性变化。具体地,当待打印层下表面与水平方向的夹角α为30
°
时,待打印层下表面与水平方向的夹角α所对应的支撑采样点a间的距离d为1毫米;当待打印层下表面与水平方向的夹角α为60
°
时,所对应的支撑采样点a间的距离d为3毫米,则采用线性插值的算法计算可以得出,当待打印层下表面与水平方向的夹角α为45
°
时,待打印层下表面与水平方向的夹角α所对应的支撑采样点a间的距离d为2毫米。
45.由此,设置相邻支撑结构13间距离d随待打印层下表面与水平方向的夹角α线性变化,以实现根据夹角α确定多个支撑采样点a所在位置,本公开实施例采取线性差值算法来确定支撑采样点a的位置,利用较为简单的生成算法,实现了更加智能的支撑生成策略,有利于减少三维打印过程使用的支撑量,加快支撑结构生成速度,节约树脂材料等支撑材料,减少后处理时间,达到了降本增效的目的。
46.s103、在每个支撑采样点处生成支撑结构以支撑待打印件的待打印层。
47.具体地,如图2所示,通过3d打印机打印出来的立柱即为支撑结构13,在每个支撑采样点a处生成支撑结构13以支撑待打印层,即根据待打印层下表面与水平方向的夹角α确定的支撑采样点a所在位置,进而确定支撑结构13所在位置,以打印出的支撑结构13支撑待打印层。示例性地,构成支撑结构13的材料与打印待打印层所需的材料相同,当待打印件11的主体材料为树脂时,支撑结构13所采用的材料也可以是树脂。
48.目前,在3d打印领域,对于待打印层悬空的类似情况,采取的措施一般是直接在待打印层下方生成支撑结构,并且支撑结构密度相同,即针对不同类型的工件均给与了同等密度的支撑,在这样的情况下,需要的支撑量比较大,打印时消耗的打印材料,例如树脂材料较多,进而增加了用户实现三维打印的成本。同时也因为支撑量大,用户进行去支撑与打磨后处理工序时会花费更多的时间,也抬高了实现三维打印的人工成本。而打印结束之后,在进行支撑结构清除时,因为支撑结构的量比较大,去支撑与打磨后处理工序时会花费更多的时间,也抬高了人工成本。
49.本公开实施例提供的增材制造用支撑结构的生成方法,在需要生成支撑结构时,根据获取的待打印层下表面与水平方向的夹角,以其线性对应的距离确定支撑采样点,这样可以一定程度上解决零件在打印时与水平夹角大于一定值时完全没支撑的问题。在待打印层下表面与水平方向的夹角发生变化时,其对应的一些支撑采样点彼此之间的距离也会发生变化,角度变化越大,支撑采样点之间的距离也越远,根据确定的支撑采样点生成的支撑结构,不同位置的支撑结构的密度不一定相同,这样密度发生改变的支撑结构一定程度上减少了打印支撑结构所需的材料,也能够解决零件在打印时与水平夹角大于一定值时支撑密度过大的问题。另外,零件待打印表面与水平夹角越大,对支撑的支持力与拉力的需求越小,需要的支撑密度也越小,解决了零件待打印表面与水平夹角大于一定值时支撑密度过大的问题。同时,在去支撑和打磨后处理时所花费的时间也会减少,因为变密度支撑量比普通支撑少,与零件接触点少,要打磨部位少,变密度支撑可实现打印同样的零件消耗更少的支撑材料,从而减少了人工成本。
50.本公开实施例还提供了一种增材制造打印结构,如图2所示,增材制造打印结构包括待打印件11和多个支撑结构13,所述支撑结构13用于支撑所述待打印件11的待打印层,所述支撑结构13与所述待打印层11的下表面在对应的支撑采样点a处接触设置;相邻所述支撑采样点a之间的间距与所述支撑采样点a所在位置对应所述待打印层与水平方向的夹角α成正比。
51.目前,现有技术针对不同类型的工件均给与了同等密度的支撑,需要的支撑量比较大,导致实际打印时消耗的树脂材料多,进而增加了用户实现三维打印的成本。同时也因为支撑量大,用户进行去支撑与打磨后处理工序时会花费更多的时间,也抬高了实现三维打印的人工成本。
52.由此,本公开实施例设置对应支撑采样点生成的支撑结构密度变化,在待打印层下表面与水平方向夹角较大地方的支撑结构密度相对待打印层下表面与水平方向夹角较小地方的支撑结构密度减小,以此实现了对待打印层的变密度支撑,相比于现有技术中对不同类型的工件都采取固定密度的支撑结构,有效降低了支撑结构密度,减少了支撑成本。另外,有利于减少三维打印过程使用的支撑量,加快支撑结构生成速度,节约树脂材料等支撑材料,减少后处理时间,达到了降本增效的目的。
53.可选地,如图2所示,相邻支撑采样点a之间的间距大于等于2毫米,小于等于8毫米。具体地,如图2所示,在一定范围内待打印层下表面与水平方向的夹角α不变,相邻支撑采样点a间距相同,待打印层下表面与水平方向的夹角α改变,相邻支撑采样点a间距改变,设置相邻支撑采样点a之间的间距大于等于2毫米,小于等于8毫米,在对待打印层提供有效支撑的基础上,可以一定程度上减少支撑材料的损失。
54.可选地,如图2所示,待打印层下表面与水平方向的夹角α大于等于0
°
,小于90
°
。具体地,如图2所示,待打印层下表面与水平方向的夹角α的范围取在0
°
到90
°
范围内,即待打印层下表面与水平方向的夹角α在0
°
到90
°
时,需要设置支撑结构13对待打印层进行支撑。当待打印层下表面与水平方向的夹角α大于或等于90
°
时,待打印层本身不需要进行支撑也可以实现稳固打印,因此本公开实施例对于待打印层下表面与水平方向的夹角α大于或等于90
°
的值不作选取。
55.可选地,待打印层下表面与水平方向的夹角α大于等于0
°
,小于等于50
°
。具体地,
如图2所示,待打印层下表面与水平方向的夹角α在0
°
到90
°
范围内时,优选待打印层下表面与水平方向的夹角α取0
°
到50
°
的范围,根据此范围确定支撑采样点a所在位置。
56.具体地,如图2所示,待打印层下表面与水平方向的夹角α的范围选取和打印的具体结构以及打印材料的具体强度有关系,如打印材料的强度大的零件,其需要设置支撑结构13所对应的待打印层下表面与水平方向的夹角α的范围选取小,打印材料的强度小的零件,其需要设置支撑结构13所对应的待打印层下表面与水平方向的夹角α的范围选取大。由此,打印材料的具体强度不同,待打印层下表面与水平方向的夹角α的范围选取不同,打印的具体结构不同,待打印层下表面与水平方向的夹角的范围α选取也不同,待打印层下表面与水平方向的夹角α的范围选取依据打印的具体结构以及打印材料的具体强度而定,本公开实施例在此不作限定。
57.示例性地,以待打印层下表面与水平方向的夹角α在0
°
到50
°
范围内,支撑采样点a距离为2毫米到8毫米为例,可以设置待打印层下表面与水平方向的夹角α为0
°
时,其相邻支撑采样点a的距离为2毫米,待打印层下表面与水平方向的夹角α为50
°
时,其相邻支撑采样点a的距离为8毫米,待打印层下表面与水平方向的夹角α为0
°
到50
°
范围内的其它值时,其相邻支撑采样点a的距离可以以线性插值法在2毫米到8毫米范围内选取,最后实现变密度支撑。
58.本公开实施例还提供了一种增材制造用支撑结构的生成装置,图4为本公开实施例提供的一种增材制造用支撑结构的生成装置的结构示意图,如图4所示,增材制造用支撑结构的生成装置包括夹角获取模块201、采样点确定模块202和支撑生成模块203,其中,夹角获取模块201用于获取待打印件的待打印层下表面与水平方向的夹角,采样点确定模块202用于根据夹角确定多个支撑采样点所在位置,相邻支撑采样点之间的间距与支撑采样点所在位置对应的夹角成正比,支撑生成模块203用于在每个支撑采样点处生成支撑结构以支撑待打印件的待打印层。
59.本公开实施例还提供了一种打印机,图5为本公开实施例提供的一种打印机的结构示意图。如图5所示,打印机包括处理器401与存储器402,处理器401通过调用存储器402存储的程序或指令,执行如上述实施例所述的增材制造用支撑结构的生成方法的步骤,因此具备上述实施例所述的有益效果,这里不再赘述。
60.如图5所示,可以设置打印机包括至少一个处理器401、至少一个存储器402和至少一个通信接口403。打印机中的各个组件通过总线系统404耦合在一起。通信接口403用于与外部设备之间的信息传输。可理解,总线系统404用于实现这些组件之间的连接通信。总线系统404除包括数据总线之外,还包括电源总线、控制总线和状态信号总线。但为了清楚说明起见,在图5中将各种总线都标为总线系统404。
61.可以理解,本实施例中的存储器402可以是易失性存储器或非易失性存储器,或可包括易失性和非易失性存储器两者。在一些实施方式中,存储器402存储了如下的元素:可执行单元或者数据结构,或者他们的子集,或者他们的扩展集操作系统和应用程序。在本公开实施例中,处理器401通过调用存储器402存储的程序或指令,执行本公开实施例提供的增材制造用支撑结构的生成方法各实施例的步骤。
62.本公开实施例提供的增材制造用支撑结构的生成方法可以应用于处理器401中,或者由处理器401实现。处理器401可以是一种集成电路芯片,具有信号的处理能力。在实现
过程中,上述方法的各步骤可以通过处理器401中的硬件的集成逻辑电路或者软件形式的指令完成。上述的处理器401可以是通用处理器、数字信号处理器(digital signal processor,dsp)、专用集成电路(application specific integrated circuit,asic)、现成可编程门阵列(field programmable gate array,fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。通用处理器可以是微处理器或者该处理器也可以是任何常规的处理器等。
63.本公开实施例提供的增材制造用支撑结构的生成方法的步骤可以直接体现为硬件译码处理器执行完成,或者用译码处理器中的硬件及软件单元组合执行完成。软件单元可以位于随机存储器,闪存、只读存储器,可编程只读存储器或者电可擦写可编程存储器、寄存器等本领域成熟的存储介质中。该存储介质位于存储器402,处理器401读取存储器402中的信息,结合其硬件完成方法的步骤。
64.该打印机还可以包括一个实体部件,或者多个实体部件,以根据处理器401在执行本技术实施例提供的增材制造用支撑结构的生成方法时生成的指令。不同的实体部件可以设置到打印机内,或者打印机外,例如云端服务器等。各个实体部件与处理器401和存储器402共同配合实现本实施例中打印机的功能。
65.可选地,打印机可以为三维打印机。具体地,三维打印机以数字模型文件为基础,运用粉末状金属或液体树脂等材料,通过逐层打印的方式来构造物体,利用三维打印机可以实现上述实施例所述的增材制造用支撑结构的生成方法。
66.本公开实施例还提供了一种存储介质,存储介质存储程序或指令,程序或指令使计算机执行一种增材制造用支撑结构的生成方法,该方法包括:
67.获取待打印件的待打印层下表面与水平方向的夹角;
68.根据夹角确定多个支撑采样点所在位置,其中,相邻所述支撑采样点之间的间距与所述支撑采样点所在位置对应的所述夹角成正比;
69.在每个支撑采样点处生成支撑结构以支撑待打印件的待打印层。
70.可选地,该计算机可执行指令在由计算机处理器执行时还可以用于执行本公开任意实施例所提供的增材制造用支撑结构的生成方法的技术方案。
71.通过以上关于实施方式的描述,所属领域的技术人员可以清楚地了解到,本技术可借助软件及必需的通用硬件来实现,当然也可以通过硬件实现,但很多情况下前者是更佳的实施方式。基于这样的理解,本技术的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品可以存储在计算机可读存储介质中,如计算机的软盘、只读存储器(read-only memory,rom)、随机存取存储器(random access memory,ram)、闪存(flash)、硬盘或光盘等,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本公开各个实施例的方法。
72.需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除
在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
73.以上仅是本公开的具体实施方式,使本领域技术人员能够理解或实现本公开。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本公开的精神或范围的情况下,在其它实施例中实现。因此,本公开将不会被限制于本文的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。