一种立面斜壁墙的激光熔覆堆积实验方法
【技术领域】
1.本发明涉及技术领域,特别涉及一种立面斜壁墙的激光熔覆堆积实验方法。
背景技术:
2.激光熔覆成形lcrm(laser cladding rapid manufacturing)是结合了激光熔覆表面强化技术和快速成形技术的优点而发展起来的一种先进制造技术,它集激光技术、计算机技术、数控技术、传感器技术及材料加工技术于一体,是一门多学科交叉的边缘学科和新兴的先进制造技术。该技术利用高能激光束在金属基体上形成熔池,将通过送料装置输送到熔池的金属材料熔化,使输送材料与基体形成冶金结合,并根据零件的计算机辅助设计cad(computer aided design)模型,逐点、逐线、逐层堆积材料,直接生成三维近终形金属零件。
3.激光熔覆成形技术是一项工艺性较强的技术,其成形过程中一般将零件分层,通过每一层熔覆层的叠加来得到一个整体的零件,因此,零件成形后的总体质量直接取决于每一层激光熔覆层的质量,而每一层熔覆层的质量则由激光熔覆成形的工艺参数决定,其质量的宏观表现是熔覆层的高度和宽度、表面光洁度、尺寸精度以及内部显微结构等。目前对激光熔覆成形技术的研究表明对工件质量有着重要影响工艺参数包括:激光功率、激光扫描速度、z轴进给量、送粉速率和保护气(氩气、氮气等)流速等。
4.经过国内外众多学者近30年的努力,水平面激光熔覆成形技术技术日臻完善。但目前进行斜面激光熔覆成形时仍不成熟,需要利用针对斜面激光熔覆成型工艺和装置进行实验和研究。即包括:利用一组正交实验找出立面斜壁墙工艺参数和偏移量的关系,建立立面斜壁墙堆积时倾斜角与偏移量的数值模型,选则一组搭配得当的工艺参数和偏移量,堆积出表面形貌较好,组织性能较佳的立面斜壁墙。垂直于扫描方向用线切割机对堆积得到的立面直壁墙和立面斜壁墙进行切割,打磨后测量其壁厚和硬度,找出其变化规律,并分析出其变化的原因。
5.工业化直接生产出复杂形状的零件是立面熔覆堆积成形的最终目的,一般的复杂零件都会涉及到倾斜的特征,而其中一种典型形式是立面斜壁墙,上述实验和研究需要进行相应模拟。
技术实现要素:
6.本发明的目的在于提供一种立面斜壁墙的激光熔覆堆积实验方法,便于开展涉及激光熔覆成形的立面斜面墙堆积实验,保证实验精度和完整性。
7.本发明的目的是通过以下技术方案实现:
8.一种立面斜壁墙的激光熔覆堆积实验方法,包括以下步骤:
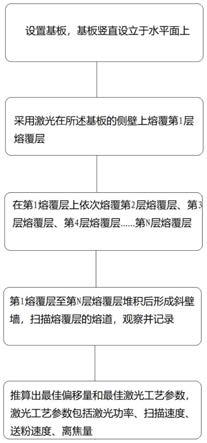
9.步骤10,设置基板,基板竖直设立于水平面上;
10.步骤20,采用激光在所述基板的侧壁上熔覆第1层熔覆层;
11.步骤30,在第1熔覆层上依次熔覆第2层熔覆层、第3层熔覆层、第4层熔覆层
……
第
n层熔覆层;
12.步骤40,第1熔覆层至第n层熔覆层堆积后形成斜壁墙,扫描熔覆层的熔道,观察并记录熔道的熔覆角为θ,斜壁墙的侧壁与水平面之间的夹角为α,每层熔覆层的偏移量为δ,每层熔覆层的提升量为h;
13.步骤50,建立包括熔道的熔覆角、斜壁墙的侧壁与水平面之间的夹角、每层熔覆层的偏移量、每层熔覆层的提升量在内的斜壁倾斜角度数学模型,推算出最佳偏移量和最佳激光工艺参数,激光工艺参数包括激光功率、扫描速度、送粉速度、离焦量。
14.在其中一个实施例中,所述步骤10中,
15.依次用砂纸打磨所述基板的表面、用乙醇清洗所述基板的待加工表面,用墨汁涂黑所述基板的待加工表面。
16.在其中一个实施例中,所述步骤30中,
17.熔覆不同层熔覆层之间经过一定的冷却时间。
18.在其中一个实施例中,所述n为20。
19.在其中一个实施例中,所述步骤40中,
20.观察并记录熔道的熔覆角,包括:
21.用线切割垂直于熔道扫描方向切样,然后再制样磨样,最终通过体视显微镜观察,用ccd拍摄下各个熔道的剖面图以观察。
22.在其中一个实施例中,所述步骤40中,
23.扫描熔覆层的熔道,包括:
24.扫描方向为斜壁墙的偏移方向。
25.在其中一个实施例中,所述步骤50中,
26.推算出最佳偏移量和最佳激光工艺参数,包括:
27.斜壁墙的侧壁与水平面之间的夹角α与偏移量δ成正比,满足下式
28.tanα=(δ
·h·b·
v)/(v
·
η),其中,b为每层熔覆层长度、v为送粉速度、v为激光的扫描速度、η为粉末利用率。
29.在其中一个实施例中,所述步骤50中,
30.斜壁倾斜角度数学模型中,所述熔覆层为长方体,熔覆层宽度等于激光光斑大小,堆积过程中熔道的宽度、高度、熔覆角均不发生变化。
31.与现有技术相比,本发明具有如下有益效果:本发明立面斜壁墙的激光熔覆堆积实验方法,通过设计模拟立面斜壁墙的堆积方法,确定所需采集参数和应建立模型,准确高效的实现对斜面激光熔覆成型的实验和研究。
【附图说明】
32.图1是本发明步骤流程示意图;
33.图2是本发明斜壁堆积示意图示意图。
【具体实施方式】
34.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
35.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术保护范围的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术创造的描述中,除非另有说明,“多个”的含义是两个或两个以上。
36.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本技术中的具体含义。
37.请参考图1,一种立面斜壁墙的激光熔覆堆积实验方法,包括以下步骤:
38.步骤10,设置基板,基板竖直设立于水平面上。在基板放置位置为垂直于水平面。
39.步骤20,采用激光在基板的侧壁上熔覆第1层熔覆层。
40.优选地,采用激光快速成形lrm(laser rapid manufacturing)熔覆熔覆层。作为先进的快速成型技术的一种,lrm类似于激光熔覆、激光合金化的过程,只是用它的扩展能力进行三维实体直接建模。lmr利用一个高功率激光束作为热源来融化基板的表面以及输送的物料,使两种物料混合凝固形成一层新的在数控代码定义好的实体模型的一层。这样一层一层叠加,最终得到需要的三维实体模型。lrm作为超常规的增材加工技术,既减少了加工时间具有更好的工艺控制能力,同时还可以加工成型具有更高性能的功能梯度零件。已有研究表明单道熔覆层受到重力,表面张力和黏力的作用下会沿重力方向向下流淌,从而形成下粗上细不对称的熔道,在此不再赘述。
41.优选地,为了在垂直基体表面上进行激光快速成型,本发明所用同轴送粉激光熔覆头,利用机器人具有多自由度,使其水平放置,并且建立合理的坐标系使喷嘴的运动轨迹平行或者垂直于基体表面的法线方向,最终使得喷嘴的轴向与基体表面的法线方向平行。用移动的高斯模式激光作为热源,在垂直基板上进行材料熔融沉积。
42.步骤30,在第1熔覆层上依次熔覆第2层熔覆层、第3层熔覆层、第4层熔覆层
……
第n层熔覆层;
43.步骤40,第1熔覆层至第n层熔覆层堆积后形成斜壁墙,扫描熔覆层的熔道,观察并记录熔道的熔覆角为θ,斜壁墙的侧壁与水平面之间的夹角为α,每层熔覆层的偏移量为δ,每层熔覆层的提升量为h;
44.步骤50,建立包括熔道的熔覆角、斜壁墙的侧壁与水平面之间的夹角、每层熔覆层的偏移量、每层熔覆层的提升量在内的斜壁倾斜角度数学模型,推算出最佳偏移量和最佳激光工艺参数,激光工艺参数包括激光功率、扫描速度、送粉速度、离焦量。需要说明的是,熔池在吸收了激光的能量之后,立刻融化成液态,受到的重力的影响,熔池会沿着重力方向流淌,使得熔道呈现出一种下高上矮的状态,使得熔道不对称而影响熔道的质量,进而使得成形件的堆积成形失败。需要对激光工艺参数和熔池流淌位移大小的关系进行研究,尽可
能的利用改变工艺参数而使得熔池的流淌位移变小从而不影响空间斜面激光熔覆成形。
45.由于立面斜壁堆积采用的堆积方式是无支撑堆积,熔道容易发生偏移,若偏移量过大的话,将会发生熔池坍塌,从而使得熔池宽度变窄,熔道表面形貌变差,导致下一层堆积熔道的基体变窄,进而在堆积过程中熔池流失将会更多,这样形成恶性循环,导致越是高层的熔池宽度损失就越多,最终形成越堆越薄的现象。综上所述,选择合适的偏移量将是立面斜壁墙堆积的关键点,但是研究表面偏移量与工艺参数又是相互影响的,如果选择的工艺参数与偏移量不匹配,立面斜壁堆积仍会发生坍塌,最终导致堆积失败。所以我们需要通过实验得到激光工艺参数与立面斜壁墙堆积时偏移量的相互影响规律。采用最佳工艺参数熔覆立面斜壁墙的第一层,第二层改变各个工艺参数及偏移量来进行正交实验,用偏移熔道的上下熔覆角之差δθ=θ1-θ2作为评价标准。
46.堆积立面斜壁墙时,熔道需要发生偏移,而且堆积是无支撑的,熔池相对于前一层熔道有一半熔池无基体,由于重力的作用熔池中的液体会沿重力方向流淌,所以熔池主要靠其表面张力和粘力来削弱重力对其的影响,甚至当表面张力小于重力时,熔池液体将会滴落,使熔道坍塌,所以在堆积过程中每一种工艺参数所对应的偏移量是有极限值的。为了合理客观的评价偏移熔道,采用左右熔覆角δθ作为标准,理想情况下堆积时,偏移方向那一侧熔道的熔覆角应该随着层数的增加逐渐变大直至等于斜壁偏移角,即在堆积过程中偏移方向的熔覆角应该比另一侧的熔覆角大。理论上角度差越接近设计的倾斜角度熔道形貌就越好,但不能超过设计的倾斜角度,超过设计的倾斜角度时表明堆积失败。但由于是立面斜壁墙堆积,重力方向垂直与墙体高度生长的方向,在同样的工艺参数下偏移量与水平面基体斜壁墙堆积是不一样的。所以需要通过实验来确定某个工艺参数下适合的偏移量。
47.通过实验得出立面斜壁堆积时工艺参数对斜壁熔道质量的影响,可以合理规划出工艺参数并堆积出精度较高的立面斜壁件。我们需要根据待加工的立面斜壁墙的倾角来选择合适的激光工艺参数来适应工业化,所以对立面斜壁墙的倾角与其激光工艺参数的相关数学关系就显得尤为重要,为了使研究方便且有效,我们作了如下假设:(1)在任意径向截面光斑内的激光功率密度是均匀分布的。(2)粉末对激光的反射率、吸收率不变化,为一定值。(3)忽略基板与熔覆层的反射光对粉末束的影响。(4)本模型中的熔覆层为理想的长方体,并且熔覆层宽度等于激光光斑大小,堆积过程中熔道宽度、高度、熔覆角均不发生变化。
48.定义参数如下:m为单层熔道的质量;ρ304不锈钢的密度;v为送粉速率;t为单层熔道的熔覆时间;η为粉末利用的效率;v为扫描速度,l为单层扫描的长度,由图2(powder-粉末;laser beam-激光束)得知:tanα=δ/h;m=ρ
·h·b·
l;同时m=v
·
t
·
η;
49.可知:
50.h=(v
·
t
·
η)/(ρ
·h·b·
l)=(v
·
η)/(ρ
·h·b·
v),并代入tanα=δ/h,
51.可知:
52.tanα=(δ
·h·b·
v)/(v
·
η),其中,b为每层熔覆层长度、v为送粉速度、v为激光的扫描速度、η为粉末利用率。
53.则可知,立面斜壁墙的倾角α与偏移量δ成正比。在实际生产中,在已经规定了倾角的情况下,可以利用式tanα=(δ
·h·b·
v)/(v
·
η)及激光工艺参数与偏移量的相互影响关系,推算出最佳偏移量和最佳激光工艺参数。
54.则在其中一个实施例中,步骤50中,
55.推算出最佳偏移量和最佳激光工艺参数,包括:
56.斜壁墙的侧壁与水平面之间的夹角α与偏移量δ成正比,满足下式
57.tanα=(δ
·h·b·
v)/(v
·
η)。
58.则在另一个实施例中,步骤50中,
59.斜壁倾斜角度数学模型中,熔覆层为长方体,熔覆层宽度等于激光光斑大小,堆积过程中熔道的宽度、高度、熔覆角均不发生变化。
60.在其中一个实施例中,步骤10中,
61.实验前,依次用砂纸打磨基板的表面、用乙醇清洗基板的待加工表面,用墨汁涂黑基板的待加工表面。实验前用砂纸打磨基板的表面,然后用乙醇清洗待加工表面,除去表面锈迹和污渍后,用墨汁涂黑待加工表面,以减少基板表面对激光的反射率。
62.优选地,使用的基体为304不锈钢,采用氮气作为保护气体,粉末为fe313不锈钢。实验前将筛好的100目-200目的fe313粉末放到烘干炉中烘烤1小时,烘干后取出冷却,以便去除粉末中多余的水分,以此来提高粉末的流动性,最终保证成形件的质量。
63.在其中一个实施例中,步骤30中,
64.熔覆不同层熔覆层之间经过一定的冷却时间。优选地,采用自然冷却散热的方法,采用ansys模拟堆积散热过程可以粗略算出每层需要的散热时间,通过把扫描速度和需要冷却的时间相乘得到机器人空走的行程,写入程序中。这样通过光头空走来使得熔覆层自然散热,使每一层的基体温度达到近似相等,以此来消除温度对熔覆层质量的影响。需要说明的是,光内同轴送粉激光熔覆成形光头是固定在上述机器人的手臂上,可以通过控制机器人手臂的运动,使得光头能够在空间任意角度转动,实现了空间自由激光熔覆成形基本要求。
65.在其中一个实施例中,n为20,即采用最佳工艺参数熔覆立面斜壁墙的第一层,第二层改变各个工艺参数及偏移量来进行正交实验,依次共熔覆了20层。
66.相应作为优选,扫描的路径包括:熔覆一层,光闸关闭,送粉器与气闸保持开启来保护熔道,熔覆光头返回原点,随后完成光头的z轴的提升以及y轴的偏移。同时本实验采用的熔覆系统对机器人的控制采用的是开环控制,扫描20层后停止,随后对其离焦量进行测量并认为地进行适当的调整,随后继续运行程序,如此循环直到堆积完成。
67.在其中一个实施例中,步骤40中,
68.观察并记录熔道的熔覆角,包括:
69.用线切割垂直于熔道扫描方向切样,然后再制样磨样,最终通过体视显微镜观察,用ccd拍摄下各个熔道的剖面图以观察。ccd是charge coupled device(电荷耦合器件)的缩写,它是一种半导体成像器件,因而具有灵敏度高、抗强光、畸变小、体积小、寿命长、抗震动等优点。作为优选,步骤40中还涉及扫描熔覆层的熔道,包括:扫描方向为斜壁墙的偏移方向。
70.与现有技术相比,本发明具有如下有益效果:本发明立面斜壁墙的激光熔覆堆积实验方法,通过设计模拟立面斜壁墙的堆积方法,确定所需采集参数和应建立模型,准确高效的实现对斜面激光熔覆成型的实验和研究。
71.以上述依据本技术的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项申请技术思想的范围内,进行多样的变更以及修改。本项申请的技术
性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。