1.本发明属于钢铁生产技术领域,特别涉及一种抗大线能量焊接的建筑用钢及其生产方法。
背景技术:
2.近些年,随着建筑行业中钢结构的应用不断进步,所用的钢材规格越来越大型化。大型建筑结构所采用的h型钢和箱型立柱一般使用高效多丝埋弧焊、气电立焊、电渣焊等大线能量焊接技术进行成型,以达到提高焊接效率,缩短工期的目的。但大线能量焊接技术在应用过程中普遍面临着热影响区组织脆化严重的问题,这使得工程质量难以得到保证,这也就给建筑用钢的耐焊接能力提出了更高的要求。
3.公开号为cn112853225b的发明专利公开一种高层建筑用690mpa级大线能量焊接用钢板及制备方法,其特点是通过将钛氮比控制在0.67-0.8的范围内,以同时满足对建筑用钢板厚度规格、强度级别和焊接热输入线量的需求。但是由于钢中的氮是气体元素,钛是易烧损元素,炼钢生产过程中两者含量比例的精确控制存在较大难度,对生产过程产生较大影响。
4.公开号为cn101407893a的发明专利公开一种高强度大线能量焊接耐火抗震建筑用钢及其生产方法,其特点是利用ti-ca-mg的复合氧化物提高焊接热影响区的强韧性。氧化物对焊接性能有明显影响,但是其作用的发挥还受到氮化物的影响,并且单独对特殊复合氧化物的控制存在较大难度,对技术实施有较大影响。
5.公开号为cn101691643a的发明专利公开高强韧性焊接结构用耐火抗震建筑钢及其生产方法,其特点是添加0.005~0.020%的ti,以形成的tin、ti(cn)等第二相质点阻止大线能量焊接过程中热影响区中粗晶区的晶粒长大,使晶粒细化,提高其韧性。tin对焊接性能有显著影响,但单独的tin存在不稳定性问题,因此容易导致焊接性能不稳定。
6.公开号为cn112813354a的发明专利公开了高层建筑用550mpa级高强度大线能量焊接用厚钢板及制备方法,其特点是通过对ti、n元素含量的控制形成tin粒子,以抑制焊接过程中基体奥氏体晶粒长大,进而提高热影响区的韧性。单独的tin容易在高温下分解,还需对氮化物的类型和分布进行优化控制,并结合氧化物复合析出,才能取得理想效果。
7.根据现有技术可知,通过在钢中引入氧化物型或氮化物型粒子,能有细化热影响区晶粒,提高焊接性能。但现有技术普遍只添加单一类型粒子,而单独一类粒子的钉扎细化能力有限,难以满足行业对建筑用钢的更高线能量的需求,并且现有技术中还存在技术难度大、不易准确控制的问题,对生产产生不利影响。
技术实现要素:
8.针对现有技术的不足,本发明提供了一种抗大线能量焊接的建筑用钢及其生产方法,该方法针对目前建筑用钢成分和生产过程进行优化,在目前已有生产技术下,通过调整合金成分与冶炼工艺,对多种氮化物和氧化物的数目与形态进行合理有效控制,消除在焊
接热循环过程中产生的晶界铁素体、上贝氏体等粗大组织,提高建筑用钢的焊接性能。本发明克服了现有技术中控制难度大、焊接性能调控能力不足的缺陷,解决了建筑用钢焊后韧性严重下降,难以应对更高线能量焊接的问题。
9.为实现以上目标,本发明采取如下技术方案:本发明的一种抗大线能量焊接的建筑用钢,其化学成分按质量分数包括:c:0.05~0.18%,si:0.05~0.75%,mn:0.65~1.75%,p:0.003~0.02%,s:0.001~0.015%,al:0.005~0.075%,nb:0.01~0.05%,v:0.01~0.07%,ti:0.005~0.04%,mg ca:0.001~0.01%,o:0.002~0.01%,n:0.005~0.015%,余量为fe和残余元素;v、ti、n的含量同时还满足关系式:1.06[ti]<3.64[n]<[v] 1.06[ti],其中[ ]表示元素的质量分数,单位为%;所述钢材中含有氮化物的含量为0.8~4.0mg/cm3,含有mg、ca的氧化物的含量为0.1~2.0mg/cm3;钢中尺寸大于0.5μm的氮化物与尺寸大于5μm的氧化物的数量之和小于100个/mm2;按照颗粒数量统计,钢中尺寸0.02~0.2μm的氮化物与尺寸0.2~2μm的氧化物形成的复合粒子,分别占0.02~0.2μm氮化物粒子总数的0.1~10%和0.2~2μm氧化物粒子总数的10~80%。
[0010]
所述钢材的化学成分按质量分数还包括:cr:0.1~0.5%,mo:0.1~0.5%,ni:0.1~0.5%,cu:0.1~0.5%中的一种或几种。
[0011]
所述钢材中的氮化物包括氮化钛、氮化铌、氮化钒;其中,氮化钛的质量分数占30~80%,氮化钛平均粒径尺寸为10~100nm。
[0012]
所述钢材在100~600kj/cm的焊接热输入下,热影响区的显微组织为铁素体和/或贝氏体组织,其中铁素体为多边形状、准多边形状、粒状或针状,贝氏体为针状、粒状或板条状;焊接热影响区-20℃冲击韧性≥70j。
[0013]
本发明的一种抗大线能量焊接的建筑用钢的生产方法,包括以下工艺步骤:步骤1、制线:将钒、钛、镁、钙的合金进行增氮增氧处理,得到氮氧合金,将所述氮氧合金破碎成粒径<3mm的粉末,利用钢带包裹,制成合金包芯线;所述合金包芯线的芯料重量为200~500g/m,外径为9~16mm,钢带厚度0.3~0.6mm;所述合金包芯线的芯料化学成分按质量分数包括:v:15~40%、ti:10~35%、mg ca:5~30%、n:5~20%、o:1~10%、fe:1~50%、si:1~50%、mn:1~50%和残余元素;将所述合金包芯线安装至精炼站的喂线机上;步骤2、炼钢:将铁水和/或废钢利用转炉或电炉熔炼成钢水,并出钢至钢包,熔炼和出钢过程底吹氩气;钢包运送至精炼站精炼,调整钢水成分和温度;精炼过程采用的气体为氩气,并防止钢水在空气中吸氮;在钢水的溶解氧达到<0.001wt%、溶解氮达到<0.004wt%后,喂入所述合金包芯线;调整钢水合金成分满足抗大线能量焊接的建筑用钢化学成分要求,出站;钢水进行全保护浇铸,得到铸坯;步骤3、轧制:
铸坯直接送入轧机轧制,或者铸坯热装或冷装入加热炉加热;铸坯加热温度1150~1300℃,加热时间30~300min;加热后的铸坯送入轧机轧制;轧机初轧温度1100~1250℃,终轧温度780~1100℃;轧制后的钢材冷却至室温;得到抗大线能量焊接的建筑用钢。
[0014]
所述的步骤1中,将钒、钛的合金进行增氮处理,将镁、钙的合金进行增氧处理,两者混合后制成包芯线,或者分别制成包芯线,应用于所述步骤2中。
[0015]
所述的步骤2中,钢水的精炼方法为lf、rh、vd中的一种或几种。
[0016]
所述的步骤2中,合金包芯线的喂入速度为100~200m/min。
[0017]
所述的步骤2中,在喂入合金包芯线之后,钢水进行底吹氩气3min以上。
[0018]
所述的步骤3中,轧制后的钢材进行在线控制冷却或离线热处理。
[0019]
本发明技术方案的技术原理和设计思想是:现有改善建筑用钢焊接性的技术主要是通过引入氧化物、氮化物等夹杂物或析出物实现热影响区的晶粒细化,进而改善其韧性。但现有的技术中所利用的夹杂物种类单一,而且不能进行精确有效控制或控制过程复杂困难,难以满足更高级别的焊接性能需求。针对这一问题,本发明通过对合金成分和冶炼过程中的改进,在钢中引入多种类型的氮化物型与氧化物型夹杂物,并实现对各夹杂物的比例进行合理控制,使其在焊接热循环过程中钉扎奥氏体晶界并诱导铁素体形核,达到细化晶粒的目的,实现建筑用钢焊接性能的提高,同时提高钢材的抗疲劳、耐腐蚀等综合服役性能。
[0020]
本发明通过碳、硅、锰等较廉价合金元素的组合保证钢材的基本强度;利用铬、钼、镍、铜、钒等合金元素的组合进一步提高钢材的强度,并改善钢材的耐蚀性能;利用钛、铌、钒等元素对其进行微合金化处理,使建筑用钢的强度得到进一步提高,以满足建筑用钢对强度的要求,同时降低对铬、钼、镍、铜等昂贵合金元素的使用;钛、铌、钒的氮化物与镁、钙的氧化物所形成的析出粒子起到钉扎奥氏体晶粒和促进铁素体形核的作用,使建筑用钢的焊接性能得到提高。为了使析出物的钉扎细化效果得到最大程度发挥,通过大量实验研究,明确了各夹杂物的有效类型、最佳尺寸和数量范围,并限定了关键合金元素v、ti、n含量的匹配关系,当其含量满足关系式:1.06[ti]<3.64[n]<[v] 1.06[ti]时,起到最佳的热影响区组织韧化的效果。本发明的氮化物和氧化物的优化控制,在提高焊接性能的同时,消除了夹杂物对钢材性能的危害,并提高建筑用钢的综合服役性能。为稳定获得所述的目标粒子分布,采用本发明方案的工艺方法进行生产,能够对析出物进行有效控制,实现焊接性能显著提高。
[0021]
本发明的优点及有益效果:1、与现有建筑用钢中所使用的单一类型析出物不同,本发明中的氮化物与氧化物协调作用,具有更强的组织细化能力,可显著细化热影响区组织,提高建筑用钢的焊接性能,并同时改善钢材抗疲劳、抗氢脆、耐腐蚀等综合服役性能。
[0022]
2、本发明克服现有技术中控制难度大而且对焊接性能提升能力不足的缺点,本发明方案降低了工艺控制难度,有利于工业生产应用,可满足建筑工程建设对抗大线能量焊接用钢的迫切需要。
[0023]
附图说明
[0024]
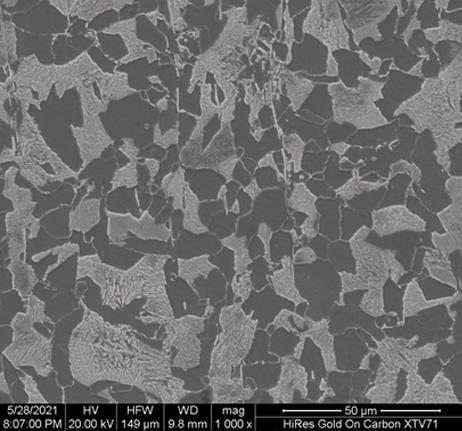
图1为本发明实施例2中抗大线能量焊接的建筑用钢焊接热影响区的扫描电子显微组织照片。由图看出,热影响区得到细化的多边形铁素体组织,能够显著提高冲击韧性,焊接性能得到提高。
具体实施方式
[0025]
下面通过实施例详细介绍本发明方案的具体实施方式,但本发明的保护范围不局限于实施例。
[0026]
实施例1本实施例中,抗大线能量焊接的建筑用钢,其化学成分按质量分数包括:c:0.06%,si:0.06%,mn:1.6%,p:0.004%,s:0.0015%,al:0.02%,nb:0.02%,v:0.02%,ti:0.02%,mg ca:0.005%,o:0.004%,n:0.007%,余量为fe和残余元素;满足1.06[ti]<3.64[n]<[v] 1.06[ti];钢材中含有氮化物的含量为1.5mg/cm3,含有mg、ca的氧化物的含量为0.8mg/cm3;钢中尺寸大于0.5μm的氮化物与尺寸大于5μm的氧化物的数量之和为36个/mm2;按照颗粒数量统计,钢中尺寸0.02~0.2μm的氮化物与尺寸0.2~2μm的氧化物形成的复合粒子,分别占0.02~0.2μm氮化物粒子总数的8%和0.2~2μm氧化物粒子总数的60%。
[0027]
上述钢材制备方法包括以下工艺步骤:将钒、钛、镁、钙的合金进行增氮增氧处理,得到氮氧合金,将所述氮氧合金破碎成粒径<3mm的粉末,利用钢带包裹,制成合金包芯线;合金包芯线的芯料重量为300g/m,外径为10mm,钢带厚度0.3mm;合金包芯线的芯料化学成分按质量分数包括:v:15%、ti:10%、mg ca:30%、n:17%、o:2%、fe:21%、si:1%、mn:2%和残余元素;将所述合金包芯线安装至精炼站的喂线机上;将铁水和废钢利用转炉熔炼成钢水,并出钢至钢包,熔炼和出钢过程底吹氩气;钢包运送至精炼站进行lf精炼,调整钢水成分和温度;精炼过程采用的气体为氩气,并防止钢水在空气中吸氮;在钢水的溶解氧达到0.0005wt%、溶解氮达到0.003wt%后,喂入所述合金包芯线,喂入速度为100m/min,并底吹氩气3min;调整钢水合金成分满足抗大线能量焊接的建筑用钢化学成分要求,出站;钢水进行全保护浇铸,得到铸坯;铸坯热装入加热炉加热;铸坯加热温度1150℃,加热时间60min;加热后的铸坯送入钢板轧机轧制;轧机初轧温度1100℃,终轧温度780℃,钢板厚度40mm;轧制后的钢材冷却至室温;得到抗大线能量焊接的建筑用厚板钢材。
[0028]
实施例2本实施例中,抗大线能量焊接的建筑用钢,其化学成分按质量分数包括:c:0.12%,si:0.07%,mn:1.2%,p:0.004%,s:0.0015%,al:0.02%,nb:0.015%,v:0.03%,ti:0.03%,mg ca:0.007%,o:0.006%,n:0.009%,cu:0.1%,mo:0.1%,余量为fe和残余元素;满足1.06[ti]<3.64[n]<[v] 1.06[ti];钢材中含有氮化物的含量为2.2mg/cm3,含有mg、ca的氧化物的含量为1.5mg/cm3;钢中尺寸大于0.5μm的氮化物与尺寸大于5μm的氧化物的数量之和为46个/mm2;按照颗粒数量统计,钢中尺寸0.02~0.2μm的氮化物与尺寸0.2~2μm的氧化物形成的复合粒子,分别占0.02~0.2μm氮化物粒子总数的5%和0.2~2μm氧化物粒子总数的40%。钢
材中的氮化物包括氮化钛、氮化铌、氮化钒;其中,氮化钛的质量分数占74%,氮化钛平均粒径尺寸为35nm。
[0029]
上述钢材制备方法包括以下工艺步骤:将钒、钛、镁、钙的合金进行增氮增氧处理,得到氮氧合金,将所述氮氧合金破碎成粒径<3mm的粉末,利用钢带包裹,制成合金包芯线;合金包芯线的芯料重量为400g/m,外径为12mm,钢带厚度0.5mm;合金包芯线的芯料化学成分按质量分数包括:v:25%、ti:15%、mg ca:10%、n:16%、o:3%、fe:5%、si:6%、mn:15%和残余元素;将所述合金包芯线安装至精炼站的喂线机上;将铁水利用电炉熔炼成钢水,并出钢至钢包,熔炼和出钢过程底吹氩气;钢包运送至精炼站进行lf-rh精炼,调整钢水成分和温度;精炼过程采用的气体为氩气,并防止钢水在空气中吸氮;在钢水的溶解氧达到0.0008wt%、溶解氮达到0.0035wt%后,喂入所述合金包芯线,喂入速度为120m/min,并进行底吹氩气4min;调整钢水合金成分满足抗大线能量焊接的建筑用钢化学成分要求,出站;钢水进行全保护浇铸,得到异型铸坯;铸坯冷装入加热炉加热;铸坯加热温度1300℃,加热时间120min;加热后的铸坯送入h型钢万能轧机轧制;轧机初轧温度1250℃,终轧温度1100℃;轧制后的钢材冷却至室温;得到抗大线能量焊接的建筑用h型钢。
[0030]
所述h型钢在120kj/cm的焊接热输入下,热影响区的显微组织为多边形铁素体组织;焊接热影响区-20℃冲击韧性为270j。
[0031]
实施例3本实施例中,抗大线能量焊接的建筑用钢,其化学成分按质量分数包括:c:0.18%,si:0.06%,mn:1.1%,p:0.003%,s:0.0015%,al:0.01%,nb:0.01%,v:0.018%,ti:0.02%,mg ca:0.008%,o:0.006%,n:0.01%,cu:0.1%,mo:0.1%,ni:0.3%,余量为fe和残余元素;满足1.06[ti]<3.64[n]<[v] 1.06[ti];钢材中含有氮化物的含量为2.8mg/cm3,含有mg、ca的氧化物的含量为1.6mg/cm3;钢中尺寸大于0.5μm的氮化物与尺寸大于5μm的氧化物的数量之和为59个/mm2;按照颗粒数量统计,钢中尺寸0.02~0.2μm的氮化物与尺寸0.2~2μm的氧化物形成的复合粒子,分别占0.02~0.2μm氮化物粒子总数的10%和0.2~2μm氧化物粒子总数的70%。钢材中的氮化物包括氮化钛、氮化铌、氮化钒;其中,氮化钛的质量分数占58%,氮化钛平均粒径尺寸为22nm。
[0032]
上述钢材制备方法包括以下工艺步骤:将钒、钛、镁、钙的合金进行增氮增氧处理,得到氮氧合金,将所述氮氧合金破碎成粒径<3mm的粉末,利用钢带包裹,制成合金包芯线;合金包芯线的芯料重量为50g/m,外径为16mm,钢带厚度0.4mm;合金包芯线的芯料化学成分按质量分数包括:v:18%、ti:10%、mg ca:30%、n:16%、o:4%、fe:3%、si:15%、mn:1%和残余元素;将所述合金包芯线安装至精炼站的喂线机上;将铁水和废钢利用转炉炼成钢水,并出钢至钢包,熔炼和出钢过程底吹氩气;钢包运送至精炼站进行rh精炼,调整钢水成分和温度;精炼过程采用的气体为氩气,并防止钢水在空气中吸氮;在钢水的溶解氧达到0.0006wt%、溶解氮达到0.002wt%后,喂入所述合金包芯线,喂入速度为150m/min,进行底吹氩气12min;调整钢水合金成分满足抗大线能量焊接的建筑用钢化学成分要求,出站;钢水进行全保护浇铸,得到铸坯;铸坯热装入加热炉加热;铸坯加热温度1250℃,加热时间90min;加热后的铸坯送入中厚板轧机轧制;轧机初轧温度1200℃,终轧温度1050℃,钢板厚度60mm;轧制后的钢材
冷却至室温,然后进行950℃正火热处理;得到抗大线能量焊接的建筑用钢板。
[0033]
所述钢板在600kj/cm的焊接热输入下,热影响区的显微组织为铁素体组织,铁素体为多边形状、准多边形状、粒状或针状;焊接热影响区-20℃冲击韧性225j实施例4本实施例中,抗大线能量焊接的建筑用钢板,其化学成分按质量分数包括:c:0.1%,si:0.07%,mn:1.4%,p:0.004%,s:0.0015%,al:0.04%,nb:0.02%,v:0.02%,ti:0.04%,mg ca:0.003%,o:0.003%,n:0.012%,cr:0.1%,ni:0.1%,余量为fe和残余元素;满足1.06[ti]<3.64[n]<[v] 1.06[ti];钢材中含有氮化物的含量为2.2mg/cm3,含有mg、ca的氧化物的含量为1.5mg/cm3;钢中尺寸大于0.5μm的氮化物与尺寸大于5μm的氧化物的数量之和为38个/mm2;按照颗粒数量统计,钢中尺寸0.02~0.2μm的氮化物与尺寸0.2~2μm的氧化物形成的复合粒子,分别占0.02~0.2μm氮化物粒子总数的3%和0.2~2μm氧化物粒子总数的20%。
[0034]
上述钢材制备方法包括以下工艺步骤:将钒、钛、镁、钙的合金进行增氮增氧处理,得到氮氧合金,将所述氮氧合金破碎成粒径<3mm的粉末,利用钢带包裹,制成合金包芯线;合金包芯线的芯料重量为250g/m,外径为14mm,钢带厚度0.6mm;合金包芯线的芯料化学成分按质量分数包括:v:15%、ti:10%、mg ca:5%、n:5%、o:1%、fe:57%、si:2%、mn:3%和残余元素;将所述合金包芯线安装至精炼站的喂线机上;将废钢利用电炉熔炼成钢水,并出钢至钢包,熔炼和出钢过程底吹氩气;钢包运送至精炼站进行lf-vd精炼,调整钢水成分和温度;精炼过程采用的气体为氩气,并防止钢水在空气中吸氮;在钢水的溶解氧达到0.0001wt%、溶解氮达到0.002wt%后,喂入所述合金包芯线,喂入速度为200m/min,进行底吹氩气8min;调整钢水合金成分满足抗大线能量焊接的建筑用钢化学成分要求,出站;钢水进行全保护浇铸,得到铸坯;铸坯直接送入钢板轧机轧制,终轧温度800℃;轧制后的钢材进行在线控制冷却至570℃,然后空冷至室温;得到抗大线能量焊接的建筑用钢板。
[0035]
所述钢板在550kj/cm的焊接热输入下,热影响区的显微组织为铁素体和贝氏体组织,其中铁素体为多边形状或准多边形状,贝氏体为针状或粒状;焊接热影响区-20℃冲击韧性为280j。
[0036]
实施例5本实施例中,抗大线能量焊接的建筑用钢,其化学成分按质量分数包括:c:0.5%,si:0.07%,mn:1.7%,p:0.004%,s:0.0015%,al:0.04%,nb:0.02%,v:0.02%,ti:0.04%,mg ca:0.003%,o:0.003%,n:0.012%,cr:0.1%,ni:0.1%,mo:0.1%,cu:0.1%,余量为fe和残余元素;满足1.06[ti]<3.64[n]<[v] 1.06[ti];钢材中含有氮化物的含量为2.1mg/cm3,含有mg、ca的氧化物的含量为1.4mg/cm3;钢中尺寸大于0.5μm的氮化物与尺寸大于5μm的氧化物的数量之和为12个/mm2;按照颗粒数量统计,钢中尺寸0.02~0.2μm的氮化物与尺寸0.2~2μm的氧化物形成的复合粒子,分别占0.02~0.2μm氮化物粒子总数的4%和0.2~2μm氧化物粒子总数的25%。
[0037]
上述钢材制备方法包括以下工艺步骤:将钒、钛、镁、钙的合金进行增氮增氧处理,得到氮氧合金,将所述氮氧合金破碎成粒径<3mm的粉末,利用钢带包裹,制成合金包芯线;合金包芯线的芯料重量为350g/m,外径为13mm,钢带厚度0.6mm;合金包芯线的芯料化学成
分按质量分数包括:v:20%、ti:10%、mg ca:5%、n:5%、o:1%、fe:23%、si:20%、mn:15%和残余元素;将所述合金包芯线安装至精炼站的喂线机上;将铁水和废钢利用电炉熔炼成钢水,并出钢至钢包,熔炼和出钢过程底吹氩气;钢包运送至精炼站进行lf精炼,调整钢水成分和温度;精炼过程采用的气体为氩气,并防止钢水在空气中吸氮;在钢水的溶解氧达到0.0003wt%、溶解氮达到0.003wt%后,喂入所述合金包芯线,喂入速度为180m/min,进行底吹氩气16min;调整钢水合金成分满足抗大线能量焊接的建筑用钢化学成分要求,出站;钢水进行全保护浇铸,得到铸坯;铸坯冷装入加热炉加热,铸坯加热温度1200℃,加热时间150min;加热后的铸坯送入钢板轧机轧制;轧机初轧温度1150℃,终轧温度850℃;轧制后的钢材冷却至室温;得到抗大线能量焊接的建筑用钢板。
[0038]
所述钢板在350kj/cm的焊接热输入下,热影响区的显微组织为铁素体,铁素体为多边形状、准多边形状或针状;焊接热影响区-20℃冲击韧性为260j。
[0039]
对比例1本实施例中,一种建筑用钢板,其化学成分按质量分数包括:c:0.06%,si:0.15%,mn:1.5%,p:0.01%,s:0.005%,al:0.03%,nb:0.02%,v:0.02%,ti:0.02%,o:0.005%,n:0.007%,cr:0.1%,mo:0.1%,ni:0.2%,余量为fe和残余元素;满足1.06[ti]<3.64[n]<[v] 1.06[ti];钢中尺寸大于0.5μm的氮化物与尺寸大于5μm的氧化物的数量之和为240个/mm2。
[0040]
上述钢材制备方法包括以下工艺步骤:将铁水和废钢利用转炉熔炼成钢水,并出钢至钢包,熔炼和出钢过程底吹氩气;钢包运送至精炼站进行lf精炼,调整钢水成分和温度;精炼过程采用的气体为氩气;精炼过程中单独加入各元素的合金,达到所述钢板成分,出站;钢水进行全保护浇铸,得到铸坯;铸坯热装加热炉加热;铸坯加热温度1150℃,加热时间60min;加热后的铸坯送入钢板轧机轧制;轧机初轧温度1100℃,终轧温度780℃;轧制后的钢材冷却至室温;得到所述建筑用钢板。
[0041]
所述钢板在250kj/cm的焊接热输入下,热影响区的显微组织为侧板条铁素体和魏氏组织;焊接热影响区-20℃冲击韧性两次检测值分别为15j和240j,性能不稳定。该对比例没有进行氮化物和氧化物的优化控制,焊接性能难以满足需要。
[0042]
对比例2本实施例中,一种建筑用钢,其化学成分按质量分数包括:c:0.12%,si:0.07%,mn:1.2%,p:0.004%,s:0.0015%,al:0.02%,nb:0.015%,v:0.03%,ti:0.035%,mg ca:0.007%,o:0.006%,n:0.009%,cu:0.1%,mo:0.1%,余量为fe和残余元素,不满足关系式:1.06[ti]<3.64[n]<[v] 1.06[ti];钢材中含有氮化物的含量为3.2mg/cm3,含有mg、ca的氧化物的含量为1.5mg/cm3;钢中尺寸大于0.5μm的氮化物与尺寸大于5μm的氧化物的数量之和为160个/mm2。
[0043]
上述钢材制备方法包括以下工艺步骤:将钒、钛、镁、钙的合金进行增氧处理,并破碎成粒径<3mm的粉末,利用钢带包裹,制成合金包芯线;合金包芯线的芯料重量为400g/m,外径为12mm,钢带厚度0.5mm;合金包芯线的芯料化学成分按质量分数包括:v:25%、ti:15%、mg ca:10%、o:5%、fe:25%、si:10%、mn:5%和残余元素;将所述合金包芯线安装至精炼站的喂线机上;
将铁水利用电炉熔炼成钢水,并出钢至钢包,熔炼和出钢过程底吹氮气;钢包运送至精炼站进行lf-rh精炼,调整钢水成分和温度;精炼过程采用的气体为氮气;在钢水的溶解氧达到0.0005wt%、溶解氮达到0.003wt%后,喂入所述合金包芯线,喂入速度为120m/min;调整钢水合金成分后,出站;钢水进行全保护浇铸,得到铸坯;铸坯冷装入加热炉加热;铸坯加热温度1200℃,加热时间120min;加热后的铸坯送入轧机轧制;轧机初轧温度1150℃,终轧温度820℃;轧制后的钢材冷却至室温;得到抗大线能量焊接的建筑用钢板。
[0044]
所述钢板在100~600kj/cm的焊接热输入下,热影响区的显微组织为多边形状铁素体和魏氏组织;焊接热影响区-20℃冲击韧性为36j。
[0045]
该对比例没有对ti、n、v等关键合金元素比例进行控制,所采用的包芯线不符合要求,冶炼过程控制效果不良,导致钢材焊接性能难以满足需要。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
