1.本发明涉及用于进行埋弧焊的焊接电源系统。
背景技术:
2.一直以来已知埋弧焊。埋弧焊在被焊接物上散布粒状的助焊剂,将焊丝向助焊剂中进给,使焊丝的前端与被焊接物之间产生电弧,来进行焊接。在埋弧焊中,通过在粗直径的焊丝流过大电流,能高效率地焊接厚板。在专利文献1中公开了用于进行埋弧焊的埋弧焊装置的一例。
3.对焊丝的前端(以下有记载为“电极”的情况)与被焊接物之间,从焊接电源装置提供交流电力。焊接电源装置具备变压器,输出将从商用电源输入的交流电力用变压器变压的交流电力。在结束埋弧焊时,若与焊丝的进给的停止同时停止焊接电流的输出,会发生由于惯性而行进的焊丝的前端与被焊接物接触而紧贴的粘连现象。为了防止这一情况,进行在焊丝的进给的停止后推迟停止焊接电流的输出的防粘处置。
4.现有技术文献
5.专利文献
6.专利文献1:jp特开2000-117442号公报
7.但由于停止焊丝的进给并暂时通电作为交流电流的焊接电流后来停止,因此电极的前端的形状每次焊接结束都成为不同的形状。
技术实现要素:
8.本发明根据上述的情况而提出,目的在于,提供能使焊接结束后的电极的前端的形状稳定的焊接电源系统。
9.由本发明提供的焊接电源系统是用于进行埋弧焊的焊接系统,具备:具有逆变电路并提供电力的焊接电源装置;进给焊丝的焊丝进给装置;和控制所述焊接电源装置以及所述焊丝进给装置的控制装置,所述控制装置在焊接中,使所述焊接电源装置输出交流电流,在焊接结束时,使所述焊丝进给装置停止所述焊丝的进给,并使所述焊接电源装置输出作为直流电流的结束电流,设置从所述结束电流的输出开始起到停止为止的结束电流期间。
10.在本发明的优选的实施方式中,所述焊接电源系统还具备:检测对所述焊丝的前端与被焊接物之间施加的电压的电压传感器,所述结束电流期间是直到所述电压传感器检测到的检测电压成为预先设定的电压阈值以上为止的期间。
11.在本发明的优选的实施方式中,所述焊接电源系统还具备:检测对所述焊丝的前端与被焊接物之间施加的电压的电压传感器,所述结束电流期间是直到所述电压传感器检测到的检测电压的变化率成为预先设定的变化率阈值以上为止的期间。
12.在本发明的优选的实施方式中,所述结束电流期间是直到经过预先设定的第1时间为止的期间。
13.发明的效果
14.根据本发明,控制装置在焊接结束时,在结束电流期间之间使焊丝的进给停止,并使结束电流输出。若设定成在通过结束电流的通电从而电极的前端刚燃起后结束结束电流期间,就不会使粘连现象发生,且电极的前端成为尖锐的形状。由此,能使焊接结束后的电极的前端的形状稳定。另外,由于结束电流是直流电流,因此能抑制交流电流那样产生电弧耗尽,能合适地控制结束电流期间中的电极的燃起。
附图说明
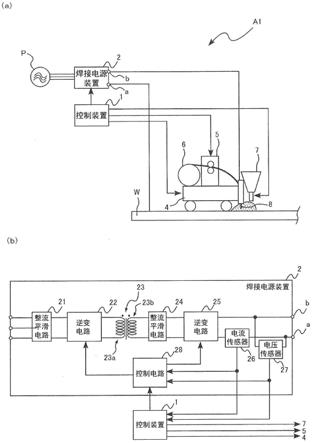
15.图1是用于说明第1实施方式所涉及的焊接系统的图,(a)是表示焊接系统的整体结构的框图,(b)是表示焊接电源装置的内部结构的框图。
16.图2的(a)是表示开始控制处理的流程图的一例,(b)是表示结束控制处理的流程图的一例。
17.图3是表示第1实施方式所涉及的焊接系统中的焊接中的各状态的时序图。
18.图4是表示第1实施方式所涉及的焊接系统的变形例中的结束控制处理的流程图的示例。
19.图5是表示第1实施方式所涉及的焊接系统的变形例中的焊接中的各状态的时序图。
20.附图标记的说明
21.a1:焊接系统、1:控制装置、2:焊接电源装置、25:逆变电路、27:电压传感器、5:焊丝进给装置、7:散布装置
具体实施方式
22.以下参考附图来具体说明本发明的优选的实施方式。
23.〔第1实施方式〕
24.图1是用于说明第1实施方式所涉及的焊接系统的图。该图的(a)是表示焊接系统的整体结构的框图。该图的(b)是表示焊接电源装置的内部结构的框图。
25.焊接系统a1是用于进行埋弧焊的焊接系统。如图1(a)所示那样,焊接系统a1具备控制装置1、焊接电源装置2、台车4、焊丝进给装置5、焊接盘6、散布装置7以及电极8。焊接系统a1在使台车4沿着被焊接物w的焊接线移动的同时,使存积于散布装置7的储料器的粒状的助焊剂散布,使焊丝进给装置5将焊丝进给到助焊剂中。焊丝从焊接盘6提供。焊接电源装置2将从商用电源p提供的交流电力变换成适于焊接的电力并输出,在助焊剂的内部使焊丝的前端部分即电极8与被焊接物w之间产生电弧。通过该电弧的热来进行焊接。由此沿着被焊接物w的焊接线进行焊接。另外,也可以取代使用台车4,使被焊接物w移动或旋转。
26.控制装置1进行焊接系统a1的各种控制。控制装置1可以是在通用的计算机安装进行焊接系统a1的各种控制的程序而得到的控制装置,也可以是用于焊接系统a1的控制的专用装置。控制装置1使台车4以给定的移动速度移动。移动速度对应于被焊接物w的材质以及厚度等而设定。控制装置1对散布装置7指示助焊剂的散布。控制装置1对焊丝进给装置5指示焊丝的进给的开始以及停止。另外,还指示焊丝的进给速度。进给速度对应于所设定的焊接电流等而设定。控制装置1对焊接电源装置2指示电力的输出。关于在焊接开始时以及焊
接结束时控制装置1所进行的控制的详细,后述。
27.焊接电源装置2将从商用电源p提供的交流电力变换成所期望的频率的交流电力,并输出。另外,也可以取代焊接电源装置2而使用将多个焊接电源装置2相互并联连接的结构(具体地,将各焊接电源装置2的各输出端子a相互连接并与被焊接物w连接,将各输出端子b相互连接并与焊丝连接)。
28.如图1的(b)所示那样,焊接电源装置2具备整流平滑电路21、逆变电路22、变压器23、整流平滑电路24、逆变电路25、电流传感器26、以及电压传感器27以及控制电路28。
29.整流平滑电路21将从商用电源p输入的交流电力变换成直流电力,并输出。整流平滑电路21具备对交流电流进行整流的整流电路、和进行平滑的平滑电容器。另外,整流平滑电路21的结构并没有限定。
30.逆变电路22例如是单向全桥型的pwm控制逆变器,具备4个开关元件。逆变电路22通过根据从控制电路28输入的输出控制驱动信号使开关元件开关,来将从整流平滑电路21输入的直流电力变换成高频电力,并输出。另外,逆变电路22是将直流电力变换成高频电力的电路即可,例如可以是半桥型,也可以是其他结构的逆变电路。
31.变压器23将逆变电路22所输出的高频电压变压,并输出到整流平滑电路24。变压器23具备一次侧绕组23a以及二次侧绕组23b。一次侧绕组23a的各输入端子与逆变电路22的各输出端子分别连接。二次侧绕组23b的各输出端子与整流平滑电路24的各输入端子分别连接。逆变电路22的输出电压对应于一次侧绕组23a与二次侧绕组23b的匝数比而被变压,并输入到整流平滑电路24。二次侧绕组23b由于相对于一次侧绕组23a绝缘,因此能防止从商用电源p输入的电流流到二次侧的电路。另外,变压器23由于将逆变电路22所输出的高频电压变压,因此与将商用电源p的交流电压变压的变压器比较,被小型轻量化。
32.整流平滑电路24将从变压器23输入的高频电力变换成直流电力,并输出。整流平滑电路24具备对高频电流进行整流的整流电路、和进行平滑的直流电抗器。另外,整流平滑电路24的结构并没有限定。
33.逆变电路25例如是单向全桥型的pwm控制逆变器,具备4个开关元件。逆变电路25通过根据从控制电路28输入的开关驱动信号使开关元件开关,来将从整流平滑电路24输入的直流电力变换成交流电力,并输出。逆变电路25切换输出端子a(与被焊接物w连接)的电位比输出端子b(与焊丝连接)的电位高的状态即正极性、和输出端子a的电位比输出端子b的电位低的状态即相反极性。另外,逆变电路25只要是能将直流电力变换成交流电力的电路即可,例如可以是半桥型,也可以是其他结构的逆变电路。
34.电流传感器26检测焊接电源装置2的输出电流,在本实施方式中,配置于将逆变电路25的一方的输出端子和输出端子a连接的连接线。电流传感器26所检测的焊接电源装置2的输出电流与流过电极8的电流大致相等。电流传感器26将与检测到的电流瞬时值相应的电流值信号输出到控制电路28以及控制装置1。另外,电流传感器26的结构并没有限定,只要是从连接线检测输出电流即可。另外,电流传感器26的配置场所并没有限定。例如电流传感豁26可以配置于将逆变电路25的另一方的输出端子和输出端子b连接的连接线。另外,电流传感器26配置于焊接电源装置2的外部。
35.电压传感器27检测焊接电源装置2的输出电压,在本实施方式中,检测输出端子a与输出端子b的端子间电压。该电压与对被焊接物w与电极8的前端之间施加的电压大致相
等。电压传感器27将与检测到的电压瞬时值相应的电压值信号输出到控制电路28以及控制装置1。另外,电压传感器27的结构并没有限定,只要是检测出输出端子a与输出端子b的端子间电压即可。另外,电压传感器27的配置场所并没有限定。例如电压传感器27可以配置于焊接电源装置2的外部。
36.控制电路28是用于控制焊接电源装置2的电路,例如由微型计算机等实现。控制电路28从电流传感器26被输入电流值信号,从电压传感器27被输入电压值信号,从控制装置1被输入各种指令信号。然后,控制电路28对逆变电路22以及逆变电路25分别输出驱动信号。
37.控制电路28在从控制装置1接收到指示电力输出的开始的指令信号时,通过对逆变电路22以及逆变电路25分别开始驱动信号的输出来使电力的输出开始。另外,控制电路28在从控制装置1接收到指示电力输出的停止的指令信号时,通过停止驱动信号的输出来使电力的输出停止。
38.另外,控制电路28根据从电流传感器26输入的电流值信号来算出电流有效值。然后,控制电路28基于该电流有效值和从控制装置1输入的电流指令值来生成用于控制逆变电路22的开关元件的输出控制驱动信号,并输出到逆变电路22。即,控制电路28进行反馈控制,以使得电流有效值与电流指令值一致。另外,控制电路28还能基于从电压传感器27输入的电压值信号和电压指令值来生成输出控制驱动信号。
39.另外,控制电路28基于从电流传感器26输入的电流值信号和在内部生成的波形指令信号来生成用于控制逆变电路25的开关元件的开关驱动信号,并输出到逆变电路25。即,控制电路28进行反馈控制,以使得输出电流的波形与在波形指令信号中指令的波形一致。在本实施方式中,波形指令信号是正弦波信号。控制电路28基于波形指令信号而生成开关驱动信号,并输出到逆变电路25,由此,逆变电路25输出与波形指令信号相应的正弦波状的交流电流。另外,控制电路28也可以不使用输出电流的瞬时值,仅基于波形指令信号来生成开关驱动信号。
40.另外,控制电路28在后述的开始电流期间以及结束电流期间等从控制装置1输入直流输出的指令信号的情况下,将输出到逆变电路25的开关驱动信号设为将给定的开关元件固定在接通(on)状态并将其他开关元件固定在断开(off)状态的信号。例如,若将各开关元件的状态固定,使得成为保持整流平滑电路24的正极侧的输出端子和输出端子a连接、整流平滑电路24的负极侧的输出端子和输出端子b连接不变的状态,则焊接电源装置2将输出端子a作为正极,将输出端子b作为负极来输出直流电力。即,焊接系统a1是不仅能输出交流电力还能输出直流电力的交直两用的焊接系统。另外,焊接电源装置2能基于从控制装置1输入的电流指令值来控制输出电流。因此,焊接系统a1能合适地控制输出电流。
41.接下来说明控制装置1所进行的焊接开始时以及焊接结束时的控制处理。图2是用于说明控制装置1所进行的控制处理的流程图。
42.图2的(a)是表示焊接开始时的开始控制处理的流程图的一例。开始控制处理例如在使焊接开始的操作按钮被按下时开始。
43.首先开始焊丝的进给(s1)。具体地,控制装置1对焊丝进给装置5指示焊丝的进给的开始。这时,控制装置1发出指示,来将焊丝向正向(从焊接盘6前往台车4的方向)以给定的微动速度(虽未限定,但例如是5m/min程度)进给。接下来,对被焊接物w与电极8之间施加直流电压(虽未限定,但例如是15v程度)(s2)。具体地,控制装置1对焊接电源装置2指示直
流电压的输出。在本实施方式中,焊接电源装置2通过控制电路28的控制,使得逆变电路25输出直流电压。另外,焊接电源装置2也可以另外具备与输出端子a、b并联连接的直流电源,从该直流电源输出对被焊接物w与电极8之间施加的直流电压。
44.接下来,判别电极8是否与被焊接物w接触而短路(s3)。具体地,控制装置1基于从电压传感器27输入的电压值信号来进行判别。在电极8与被焊接物w短路的情况下,电极8与被焊接物w之间的电压急减而接近于“0”。控制装置1在电压传感器27检测到的电压(以下设为“检测电压”)成为短路检测阈值以下的情况下,判别为短路。另外,短路的判别方法并没有限定,例如控制装置1可以基于从电流传感器26输入的电流值信号来进行短路的判别。在未检测到短的情况下(s3“否”),返回步骤s3,重复步骤s3的判别。即,控制装置1直到检测到短路为止进行待机。
45.在检测到短路的情况下(s3“是”),开始焊丝的向反向(从台车4前往焊接盘6的方向)的进给(s4)。具体地,控制装置1对焊丝进给装置5指示焊丝的向反向的进给的开始。由此,焊丝向反向行进,与被焊接物w接触的电极8拉开而回撤。接下来,判别电极8是否回撤了给定长度(虽未限定,但例如是3mm程度)(s5)。具体地,控制装置1对反向进给开始起的时间进行计时,判定是否经过了回撤给定长度所需的时间。在回撤未完成的情况下(s5“否”),返回步骤s5,重复步骤s5的判别。即,控制装置1直到回撤完成为止进行待机。在回撤完成的情况下(s5“是”),开始焊丝的减速速度下的向正向的进给(s6)。减速速度是与微动速度相比充分慢的速度(虽未限定,但例如是0.1m/min程度)。
46.通过步骤s1~s6的处理,焊丝到电极8与被焊接物w一度接触为止以比较快的速度进给,在接触后而回撤之后,以比较慢的速度进给。由此,缩短了到电极8与被焊接物w接触为止的时间,且能抑制将电极8以强的应力按在被焊接物w。另外,在微动速度充分慢等抑制了在电极8与被焊接物w接触时将电极8以强的应力按在被焊接物w的情况下,也可以省略步骤s3~s6。即,也可以不进行回撤以及减速速度下的进给。
47.接下来,判别电极8是否与被焊接物w再度接触而短路(s7)。在未检测到短路的情况下(s7“否”),返回步骤s7,重复步骤s7的判别。即,控制装置1直到检测到短路为止进行待机。在检测到短路的情况下(s7“是”),停止焊丝的进给(s8)。具体地,控制装置1对焊丝进给装置5指示焊丝的进给的停止。
48.接下来,在被焊接物w的焊丝正接触的焊接开始地点以及其周边散布助焊剂(s9)。具体地,控制装置1对散布装置7指示助焊剂的散布。散布装置7散布预先设定的适量的助焊剂。
49.接下来,开始开始电流的输出(s10)。具体地,控制装置1对焊接电源装置2指示开始电流的输出。开始电流例如是1000a程度的直流电流。另外,开始电流的电流值并没有限定,可以按所使用的焊丝的不同材质以及直径而不同。另外,开始电流并不限定于直流电流,也可以是交流电流。
50.接下来,开始用于判别开始电流期间的经过的时间t的计时(s11)。开始电流期间是在停止焊丝的进给的状态下流过开始电流的期间。接下来,待机到时间t成为预先设定的第1时间t1(虽未限定,但例如是400ms程度)(s12),第1时间t1是用于通过时间来规定开始电流期间的设定时间。第1时间t1是通过开始电流的通电让电极8燃起、在电极8的前端与被焊接物w之间产生电弧、到该电弧成为稳定的状态为止的时间,基于实验、仿真来设定。即,
开始电流期间是用于从电极8与被焊接物w再度接触而短路时起在电极8流过开始电流,来使电弧产生并使其稳定的期间。另外,第1时间t1可以按所使用的焊丝的不同材质以及直径来设定,也可以设定能适用于能在焊接系统a1中使用的全部焊丝的单一时间。
51.在开始控制处理结束后执行的焊接处理中,控制装置1对应于焊接条件使焊丝进给装置5进行焊丝的进给,使焊接电源装置2进行交流的焊接电力的输出,使台车4移动。另外,控制装置1对应于台车4的移动来使散布装置7进行助焊剂的散布。焊接电源装置2所输出的焊接电力可以是交流电力,也可以是直流电力。另外,省略关于焊接处理的具体的控制的说明。
52.图2的(b)是表示焊接结束时的结束控制处理的流程图的一例。例如在焊接完成到被焊接物w的焊接结束地点时、使焊接结束的操作按钮被按下时开始结束控制处理。
53.首先停止焊丝的进给(s21)。具体地,控制装置1对焊丝进给装置5指示焊丝的进给的停止。接下来,停止交流的焊接电力的输出,并开始直流的结束电流的输出(s22)。具体地,控制装置1对焊接电源装置2指示结束电流的输出。结束电流例如是500a程度的直流电流。另外,结束电流的电流值并没有限定,可以按所使用的焊丝的不同材质以及直而不同。通过在焊丝的进给停止的状态下对电极8通电结束电流,电极8燃起。接下来,进行待机,直到电压传感器27检测到的检测电压v成为预先设定的结束时电压阈值ve(虽未限定但例如是35v程度)以上为止(s23)。结束时电压阈值ve是用于检测电极8开始燃起从而检测电压v开始上升的阈值。电极8燃起而电弧长度变大,检测电压v越大,则电极8的前端的直径越大。结束时电压阈值ve被设定成电极8确实地开始燃起且成为电极8的前端的直径尚未变得太大的状态的电压。
54.如上述那样,控制装置1在焊接开始时使电极8与被焊接物w接触,并通过对电极8通电开始电流来使电弧产生。电极8的前端的直径越大,则与被焊接物w的接触面积越大,因此电流密度变小,电弧的产生失败的概率变高。为了抑制电弧的产生的失败,期望电极8的前端是直径小且尖锐的形状。因此,在本实施方式中,控制装置1在焊接结束时,通电作为直流电流的结束电流,并在电极8刚燃起后停止结束电流,由此使电极8的前端成为直径小且尖锐的形状。
55.接下来,结束结束电流的输出(s24)。具体地,控制装置1对焊接电源装置2指示结束电流的输出结束。焊丝的进给停止、从开始输出结束电流起到停止为止的对电极8通电结束电流的期间是结束电流期间。将结束电流的电流值设定成越大的值,越能缩短结束电流期间。接下来,助焊剂的散布结束(s25),结束控制处理结束。
56.另外,图2的流程图所示的处理是一例,控制装置1所进行的开始控制处理以及结束控制处理并不限定于上述。
57.图3是表示焊接系统a1中的焊接中的各状态的时序图。该图的(a)表示焊接状态的时间变化。该图的(b)表示电压传感器27检测到的检测电压的时间变化。该图的(c)表示电流传感器26检测到的检测电流的时间变化。该图的(d)表示焊丝的进给速度的时间变化。在焊丝正在向正向进给的情况下,进给速度成为正的值,在正在向反向进给的情况下,进给速度成为负的值。该图的(e)表示助焊剂的散布状态的时间变化。在散布助焊剂时成为on。另外,图3所示的时序图的纵轴以及横轴为了容易理解而适宜放大、缩小,另外所示的各波形也为了理解的容易而被简化,或被夸张,或被强调(关于图5也同样)。
58.在时刻t0,通过按下使焊接开始的操作按钮,焊接状态成为on(参考图3的(a)),开始开始控制处理。这时,开始微动速度系的焊丝向正向的进给(参考图3的(d)),开始直流电压的输出(参考图3的(b))。另外,进给速度由于惯性而在控制装置1的指示后具有倾斜地上升。在以后的进给速度的变更时也同样。
59.在时刻t1,由于电极8与被焊接物w接触并短路,检测电压急减(参考图3的(b))。由此检测到短路而开始焊丝的向反向的进给,进给速度成为负的值(参考图3的(d))。通过焊丝的向反向的进给,电极8被从被焊接物w拉开,检测电压回到原样,在时刻t2完成给定长度的回撤,并开始减速速度下的焊丝向正向的进给(参考图3的(d))。
60.然后,由于在时刻t3电极8与被焊接物w再度接触而短路,从而检测电压急减(参考图3的(b)),检测电流急增(参考图3的(c))。由此,检测到短路,停止焊丝的进给,进给速度成为“0”(参考图3的(d)),开始助焊剂的散布(参考图3的(e))。另外,开始开始电流的输出(参考图3的(c)),电极8燃起而在电极8的前端与被焊接物w之间产生电弧,检测电压成为给定的电压(参考图3的(b))。从时刻t3到经过第1时间t1后的时刻t4为止,开始电流期间持续,来对电极8通电开始电流。由此,电极8燃起而电弧长度慢慢变大,检测电压对应于此而慢慢上升(参考图3的(b))。
61.然后在时刻t4,结束开始电流期间,结束开始控制处理,开始与焊接条件相应的焊接处理。由此,输出与电流指令值相应的交流的焊接电流(参考图3的(c)),开始焊丝的进给(参考图3的(d))。
62.在时刻t5,通过按下使焊接结束的操作按钮,焊接状态成为off(参考图3的(a)),开始结束控制处理。这时,结束焊丝的进给(参考图3的(d)),停止交流的焊接电流的输出,并开始直流的结束电流的输出(参考图3的(c))。通过结束电流的通电而电极8平缓地燃起,检测电压开始上升(参考图3的(b))。在时刻t6,在检测电压成为结束时电压阈值ve以上时,结束结束电流期间,结束结束电流的输出(参考图3的(c)),结束助焊剂的散布(参考图3的(e)),并结束结束控制处理。另外,即使控制装置1对焊丝进给装置5指示进给的停止,由于惯性,焊丝的进给也不会立即停止。控制装置1也可以在通过来自焊丝进给装置5的未图示的编码器的信号而探测到焊丝实际时,使结束电流的输出开始,并使结束电流期间开始。
63.接下来说明本实施方式所涉及的焊接系统a1的作用以及效果。
64.根据本实施方式,控制装置1在焊接结束时,使焊丝进给装置5停止焊丝的进给,并使焊接电源装置2输出结束电流,直到检测电压v成为结束时电压阈值ve以上为止。通过在焊丝的进给停止的状态下对电极8通电结束电流,电极8燃起,若开始燃起,就立即停止结束电流。由于电极8燃起,因此不会发生粘连现象。另外,由于在电极8的前端刚燃起后停止结束电流,因此电极8的前端直径不太变大,成为尖锐的状态。即,焊接结束后的电极8的前端的形状为尖锐的状态而稳定。由此,接下来在进行焊接时,电极8的前端的与被焊接物w的接触面积变小,能加大电流密度,因此能抑制电弧产生的失败。另外,并不需要为了使电极8的前端成为尖锐的状态而用钳等进行切断。
65.另外,根据本实施方式,控制装置1在检测电压v成为结束时电压阈值ve以上时使结束电流停止。由此,能合适地检测电极8开始燃起,从而使结束电流停止。
66.另外,根据本实施方式,控制装置1在焊接开始时使焊丝的前端与被焊接物w接触,在开始电流期间之间,使焊丝进给装置5在使焊丝的进给停止的状态下使焊接电源装置2输
出开始电流。通过开始电流的第1时间t1的通电让电极燃起,从而在电极8的前端与被焊接物w之间产生电弧,该电弧成为稳定的状态。这其间,由于焊丝未进给,因此抑制了电极8的前端被按在被焊接物w而出现粘连现象。另外,由于不用为了使电弧产生而使用金属粉末、钢棉等其他材料,因此能使焊接开始时的作业自动化,且能抑制在焊接后的焊道混入杂质。
67.另外,根据本实施方式,控制装置1在焊接开始时,使焊丝以微动速度进给,并在使前端与被焊接物w接触后,回撤给定长度,然后再以减速速度进给。由此,缩短了到电极8与被焊接物w接触为止的时间,且能抑制电极8被以强的应力按在被焊接物w。
68.另外,在本实施方式中,说明了控制装置1根据检测电压v成为结束时电压阈值ve以上来检测电极8开始燃起的情况,但并不限于此。
69.例如,控制装置1也可以在开始通电结束电流时起的检测电压v的电压变化量δv成为变化量阈值δve以上时检测为电极8开始燃起。图4的(a)是表示该变形例中的结束控制处理的流程图的一例。图4的(a)所示的流程图,是在图2的(b)所示的流程图中将步骤s23变更成步骤s31、s32。在步骤s31,算出电压变化量δv。具体地,控制装置1在开始通电结束电流时存储电压传感器27检测到的检测电压v,从当前的检测电压v减去,来算出电压变化量δv。接下来,在步骤s32,判别电压变化量δv是否是预先设定的变化量阈值δve(虽未限定,但例如是15v程度)以上(s32)。变化量阈值δve是用于检测电极8开始燃起从而检测电压v开始上升的阈值。在电压变化量δv不足变化量阈值δve的情况下(s32“否”),回到步骤s31,重复步骤s31、s32的处理。另一方面,在电压变化量δv为变化量阈值δve以上的情况下(s32“是”),前进到步骤s24。在本变形例中,也是若电极8开始燃起就立即停止结束电流。由此,不发生粘连现象,另外,电极8的前端成为尖锐的状态。
70.另外,控制装置1也可以在检测电压v的电压变化率成为变化率阈值以上时,检测为电极8开始燃起。图4的(b)是表示该变形例中的结束控制处理的流程图的一例。图4的(b)所示的流程图是在图2的(b)所示的流程图中,将步骤s23变更为步骤s41、s42。在步骤s41,算出电压变化率。具体地,控制装置1存储电压传感器27检测到的检测电压v,算出当前的检测电压v的电压变化率。接下来,在步骤s42,判别电压变化率是否是预先设定的变化率阈值(虽未限定,但例如10v/100msec程度)以上(s42)。变化率阈值是用于检测电极8开始燃起从而检测电压v开始上升的阈值。在电压变化率不足变化率阈值的情况下(s42“否”),返回步骤s41,重复步骤s41、s42的处理。另一方面,在电压变化率为变化率阈值以上的情况下(s42“是”),前进到步骤s24。在本变形例中,也是若电极8开始燃起就立即停止结束电流。
71.另外,控制装置1也可以用经过时间来规定结束电流期间,而不是基于检测电压来规定。结束电流期间只要能使电极8完全燃起、且在过于燃起从而电极8的前端的直径变大前停止结束电流即可。因此,也可以按所使用的焊丝的不同材质以及直径,基于实验、仿真来预先设定在通电结束电流时使电极8完全燃起、且成为过于燃起而电极8的前端的直径变大前的定时的第2时间t2,在结束电流的输出开始起经过该第2时间t2时,停止结束电流。图4的(c)是表示该变形例中的结束控制处理的流程图的一例。图5是表示该变形例中的焊接中的各状态的时序图。
72.图4的(c)所示的流程图是在图2的(b)所示的流程图中将步骤s23变更为步骤s51、s52。在步骤s51,开始用于判别结束电流期间的经过的时间t的计时。接下来,在步骤s52,进行待机,直到时间t成为预先设定的第2时间t2为止,之后前进到步骤s24。在图5所示的时序
图中,从时刻t5起到经过第2时间t2经过后的时刻t6为止,结束电流期间持续,在电极8通电结束电流。由此,电极8平稳燃起,检测电压开始上升(参考图5的(b))。然后在时刻t6,结束结束电流期间,并结束结束控制处理。在本变形例中,也是若电极8开始燃起就立即停止结束电流。
73.另外,在本实施方式中,说明了用时间规定开始电流期间的情况,但并不限于此。开始电流期间由于是用于使电极8与被焊接物w之间产生电弧并使该电弧稳定而流过开始电流的期间,因此可以在能检测到电弧的稳定时结束。例如,控制装置1也可以在电压传感器27检测到的检测电压v成为预先设定的开始时电压阈值vs(虽未限定,但例如是20v程度)以上的情况下使开始电流期间结束。开始时电压阈值vs是用于检测电弧稳定的阈值,被设定产生的电弧的电弧长度成为给定的长度时的电压。根据本变形例,由于在基于检测电压v而电弧长度成为给定的长度时使开始电流期间结束,因此能抑制在电弧长度还短时使开始电流期间结束而发生粘连现象,或能抑制电极8过于燃起而在未图示的焊炬熔敷。另外,控制装置1也可以直到经过给定的第3时间t3(虽未限定,但例如是100ms程度)为止都持续开始电流期间,以使得即使在电弧稳定前检测电压v成为开始时电压阈值vs以上,也不结束开始电流期间。第3时间t3是对于电弧的稳定而言最低限所需的时间,按每个所使用的焊丝的材质以及直径预先设定即可。
74.本发明所涉及的焊接系统并不限定于上述的实施方式。本发明所涉及的焊接系统的各部的具体的结构,可以自由地进行各种设计变更。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。