一种介电功能梯度3d打印丝材制造装置及方法
技术领域
1.本发明涉及介电功能梯度材料材料制造技术领域,特别涉及一种介电功能梯度3d打印丝材制造装置及方法。
背景技术:
2.功能梯度材料(functionally graded material,fgm)通过将不同特性的材料相复合,使材料特性在材料内部不同空间位置上呈现非均匀的梯度变化,从而缓解局部应力集中,达到提升材料整体性能的目的。近年来,有学者将这一概念引入电气领域,提出介电功能梯度材料这一概念,即通过调控绝缘材料的介电特性(电导率/介电常数)分布,以调控电场分布,达到缓解局部电场过高现象以降低闪络电压的目的,具有较高的可行性与较大的应用前景。
3.3d打印(增材制造)作为一种灵活、快捷的三维模型制造技术,为功能梯度材料,尤其是介电功能梯度材料的制备提供了新的解决方案。其“逐点累积成面,逐面累积成体”的技术特点与介电功能梯度材料的理念相契合,可以通过调控绝缘材料每一点的介电参数(如介电常数),从而实现介电功能梯度材料的整体增材制造。熔融堆积成型(fused deposition modeling,fdm)作为一种技术最成熟、应用最广泛的3d打印方法,在介电功能梯度材料的制备方面具有很大的应用潜力。
4.然而,目前的fdm打印丝材以单一匀质材料为主,因此,用于3d打印的介电功能梯度丝材的制备是介电功能梯度绝缘领域以及熔融堆积成型3d打印领域的迫切需要。
技术实现要素:
5.本发明的目的是提供一种介电功能梯度3d打印丝材制造装置,旨在制造一种介电功能梯度3d打印丝材,解决现有的3d打印领域打印丝材单一以致难以制造出功能梯度材料的问题。
6.为实现上述目的,本发明采用的技术方案是:一种介电功能梯度3d打印丝材制造装置,包括混料加工机构,用于向所述混料加工机构进料且至少具有两进料盒的进料机构,以及根据待制造丝材的介电常数控制所述进料机构的进料比例的控制机构,所述进料盒与所述混料加工机构相连通,至少一所述进料盒中储放有具有可塑性的基料,至少一所述进料盒中储放有具有介电性的填料,所述进料机构包括设于各所述进料盒内的调节结构,所述控制机构控制所述调节结构以调节各所述进料盒的进料效率,所述混料加工机构用于将各组分混合加工后制成丝材。
7.在一个实施例中,所述进料盒的底部开设有与所述混料加工机构相连通的进料口,所述调节结构为插设于所述进料口中的螺杆,所述螺杆上设有螺纹,所述螺杆旋转并通过所述螺纹将所述进料盒中的原料带入所述混料加工机构中,所述控制机构控制所述螺杆的旋转速度。
8.在一个实施例中,所述进料盒的底部开设有与所述混料加工机构相连通的进料
口,所述调节结构为设于所述进料口处的滚轮,所述滚轮上设有储料结构,所述滚轮转动并通过所述储料结构将所述进料盒中的原料带入所述混料加工机构中,所述控制机构控制所述滚轮的转动速度。
9.在一个实施例中,所述混料加工机构包括与所述进料机构的所述进料盒相连通的混料盒以及设于所述混料盒中的加热组件、搅拌组件,所述加热组件用于调控所述混料盒中的温度以使混料盒中的各组分熔融混合,所述搅拌组件用于对进入所述混料盒中的各组分进行混合搅拌。
10.在一个实施例中,所述混料盒上开设有出丝口,所述搅拌组件包括设于所述混料盒中的两搅拌杆,两所述搅拌杆上设有导向结构,两所述搅拌杆转动以将各组分混合并通过所述导向结构使各组分朝向所述出丝口移动,所述混料盒中靠近所述出丝口的一侧设有隔热结构。
11.在一个实施例中,所述介电功能梯度3d打印丝材制造装置还包括用于将所述混料加工机构制成的所述丝材进行牵引的牵引机构,所述牵引机构连接于所述控制机构。
12.在一个实施例中,所述牵引机构包括至少两个并排设置的牵引辊,相邻两个所述牵引辊之间围合形成一用于牵引所述丝材的牵引通道。
13.在一个实施例中,所述介电功能梯度3d打印丝材制造装置还包括用于对所述丝材的介电常数进行检测的检测机构,所述检测机构连接于所述控制机构。
14.在一个实施例中,所述介电功能梯度3d打印丝材制造装置还包括用于对所述丝材进行卷绕的卷绕机构,所述卷绕机构连接于所述控制机构。
15.本技术还提出一种介电功能梯度3d打印丝材制造方法,采用如前文所述的丝材制造装置制造丝材,所述方法包括如下步骤:
16.将待打印的介电功能梯度绝缘部件在控制机构中建模,获得所述介电功能梯度绝缘部件的介电常数一维分布模型,并根据所述分布模型得到待制造丝材的介电常数梯度分布数据;
17.所述控制机构根据所述介电常数梯度分布数据调控进料机构中各进料盒的进料效率,以使制得的所述丝材的介电常数以预设的梯度分布;
18.所述控制机构控制混料加工机构将各组分进行加工,并通过出丝口挤出形成所述丝材;
19.所述控制机构控制牵引机构对制得的所述丝材进行牵引;
20.所述控制机构控制检测机构对所述丝材的介电常数进行检测;
21.若检测机构对丝材的检测结果不合格,所述控制机构对进料机构中各进料盒的进料效率进行调节;
22.若检测机构对丝材的检测结果合格,所述控制机构控制卷绕机构对丝材进行卷绕。
23.本发明的有益效果:控制机构内设有待打印丝材的介电常数,控制机构根据该介电常数控制进料机构中各进料盒的进料比例,即至少控制具有可塑性的基料及具有介电性的填料的混合比例,使得经混料加工机构加工后,所制得的丝材的介电常数复合需求,并且,控制机构通过调节调节结构,可以使得基料与填料之间的混合比例发生变化,使得最后制造的丝材各段的介电常数数值不同,控制机构根据所需丝材的介电常数梯度分布数据对
调节件进行调节,即可制得所需的具有梯度的介电性的丝材,在用于3d打印领域后,便可获得所需的功能梯度材料。
附图说明
24.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.图1为本发明实施例提供的介电功能梯度3d打印丝材制造装置的结构示意图;
26.图2为本发明实施例提供的介电功能梯度3d打印丝材制造装置的进料机构以及混料加工机构的剖面结构示意图一;
27.图3为本发明实施例提供的介电功能梯度3d打印丝材制造装置的进料机构以及混料加工机构的剖面结构示意图二。
28.主要元件符号说明:
29.100、介电功能梯度3d打印丝材制造装置;10、进料机构;11、进料盒;12、调节结构;20、混料加工机构;21、出丝口;22、混料盒;23、搅拌组件;231、搅拌杆;232、导向结构;24、加热组件;25、导向板;30、牵引机构;40、检测机构;50、卷绕机构;60、控制机构。
具体实施方式
30.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
31.在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
32.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
33.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
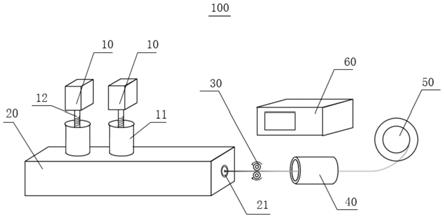
34.请参阅图1-图3,所示为本技术的一种介电功能梯度3d打印丝材制造装置100,包括混料加工机构20,用于向混料加工机构20进料且至少具有两进料盒11的进料机构10,以及根据待制造丝材的介电常数控制进料机构10的进料比例的控制机构60,进料盒11与混料
加工机构20相连通,至少一进料盒11中储放有具有可塑性的基料,至少一进料盒11中储放有具有介电性的填料,进料机构10包括设于各进料盒11内的调节结构12,控制机构60控制调节结构12以调节各进料盒11的进料效率,混料加工机构20用于将各组分混合加工后制成介电功能梯度3d打印丝材。
35.本实施例中,控制机构60内设有待打印丝材的介电常数,控制机构60根据该介电常数控制进料机构10中各进料盒11的进料比例,即至少控制具有可塑性的基料及具有介电性的填料的混合比例,使得经混料加工机构20加工后,所制得的丝材的介电常数复合需求,并且,控制机构60通过调节调节结构12,可以使得基料与填料之间的混合比例发生变化,使得最后制造的丝材各段的介电常数数值不同,控制机构60根据所需丝材的介电常数梯度分布数据对调节件进行调节,即可制得所需的具有梯度的介电性的丝材,在用于3d打印领域后,便可获得所需的功能梯度材料。
36.本实施例中,丝材制造装置所制造的丝材具有一定梯度的介电常数,以用于3d打印技术中,使得能够通过3d打印技术制造出功能梯度材料。因此,在使用丝材制造装置前,需对目标功能梯度材料建模,并获得目标功能梯度材料的介电常数的一维分布数据,控制机构60再根据该一维分布数据计算出各梯度中所需的具有可塑性的基料与具有介电性的填料的混合比例,并通过控制调节结构12来调节该基料以及填料进入混料加工机构20中的速度,以使得该基料与填料按照所需的比例混合,从而使得所制得的丝材的介电常数复合预期值。并且,通过控制机构60对调节结构12进行调控,便可使得基料以及填料的进料效率发生变化,进而使得两者之间的比例发生变化,从而使得最后形成的丝材具有与预设数据相符的呈梯度的介电常数值,进而可以方便的用于3d打印技术中制造出功能梯度材料。
37.本实施例中,进料机构10至少具有两进料盒11,也就是说,进料盒11的数量可以为三个甚至更多,各进料盒11中可以放置不同的材料,因此,本实施例中的进料机构10可以满足同时对更多不同的材料进行进料的需求,从而可以满足更多的丝材的制造需求。或者,在所需的基料与填料之间的比例差异过大,将基料或填料通过一组进料盒11及调节结构12的配合进料难以满足配比需求时,可以将基料或填料放置到两个进料盒11中,并然后分别通过调节结构12的调控在控制各进料盒11的进料速率,便能够满足更苛刻的配比需求,使得制得的丝材效果更加理想。或者,还可将更多的进料盒11作为备用进料盒11,在有进料盒11或调节结构12损坏或需要维修时,便能够使用备用的进料盒11,从而不影响装置的使用。
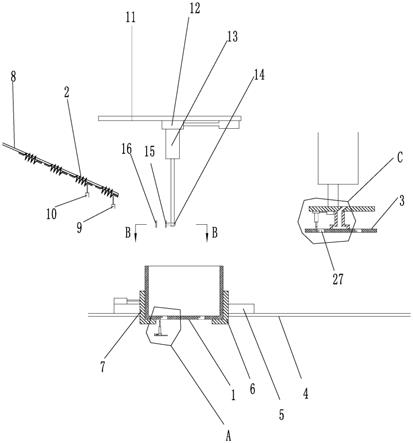
38.请参见图2,作为本技术提出的介电功能梯度3d打印丝材制造装置100的一种具体实施方式,进料盒11的底部开设有与混料加工机构20相连通的进料口,调节结构12为插设于进料口中的螺杆,螺杆上设有螺纹,螺杆旋转并通过螺纹将进料盒11中的原料带入混料加工机构20中,控制机构60控制螺杆的旋转速度。
39.本实施例中,进料盒11位于混料加工机构20的上方且进料盒11底部呈锥形,进料口呈圆形,各原料在放置到进料盒11中后,始终具有向下进入混料加工机构20的趋势,螺杆的尺寸与进料口的尺寸相当,由于螺杆上具有螺纹,从而使得螺杆的杆体与进料口之间具有一定的间隙,原料呈具有一定尺寸的颗粒状,因此,在螺杆静止时,原料并不会通过该间隙进入到混料加工机构20中,通过转动螺杆,螺纹将原料带动从而向混料加工装置进料,螺杆转速越高,相同时间内通过螺纹进入到混料加工装置中的原料越多,不同的原料置于不同的进料盒11中,控制机构60对各进料盒11中的螺杆的转速对应控制,即可使得各进料盒
11中原料以不同的效率进入到混料加工机构20中。具体的,螺杆通过电机进行驱动,控制机构60具体对用于驱动螺杆的电机进行控制。
40.请参见图3,作为本技术提出的介电功能梯度3d打印丝材制造装置100的一种具体实施方式,进料盒11的底部开设有与混料加工机构20相连通的进料口,调节结构12为设于进料口处的滚轮,滚轮上设有储料结构,滚轮转动并通过储料结构将进料盒11中的原料带入混料加工机构20中,控制机构60控制滚轮的转动速度。
41.本实施例中,进料盒11位于混料加工机构20的上方且进料盒11底部呈锥形,进料口呈矩形,滚轮的截面与进料口相适应,滚轮的侧面与进料口的边缘具有一定的间隙,该间隙的尺寸小于各原料的最小尺寸,滚轮的侧面设有齿轮,各齿轮之间形成用于容置原料的储料结构,滚轮始终具有一部分位于进料盒11中,另一部分通向混料加工机构20,滚轮转动时,各处储料结构的位置在进料盒11与混料加工机构20之间切换,因此,便可通过滚轮的转动将位于进料盒11中的原料带入混料加工机构20中,在滚轮通过转轴连接于进料口处的侧壁上,滚轮转速越高,相同时间内通过储料结构进入到混料加工装置中的原料越多,不同的原料置于不同的进料盒11中,控制机构60对各进料盒11中的滚轮的转速对应控制,即可使得各进料盒11中原料以不同的效率进入到混料加工机构20中。具体的,滚轮通过电机进行驱动,控制机构60具体对用于驱动滚轮的电机进行控制。
42.请参见图2、图3,作为本技术提出的介电功能梯度3d打印丝材制造装置100的一种具体实施方式,混料加工机构20包括与进料机构10的进料盒11相连通的混料盒22以及设于混料盒22中的加热组件24、搅拌组件23,加热组件24用于调控混料盒22中的温度以使混料盒22中的各组分熔融混合,搅拌组件23用于对进入混料盒22中的各组分进行混合搅拌。
43.本实施例中,原料以固体颗粒的形态从进料机构10中进入到混料加工机构20的混料盒22中,原料具有遇热熔融的特性,因此,原料在进入到混料盒22中后,原料受热融化并在搅拌机构的作用下充分混合,原料至少包括具有可塑性的基材以及具有介电性的填料,两者熔融混合并在冷却后便形成具有介电性的材料。
44.请参见图1-图3,作为本技术提出的介电功能梯度3d打印丝材制造装置100的一种具体实施方式,混料盒22上开设有出丝口21,搅拌组件23包括设于混料盒22中的两搅拌杆231,两搅拌杆231上设有导向结构232,两搅拌杆231转动以将各组分混合并通过导向结构232使各组分朝向出丝口21移动。
45.本实施例中,进料机构10向混料加工机构20中进料后,原料在搅拌杆231上导向结构232的作用下,向出丝口21移动以实现出丝。具体的,混料盒22的内部具有导向板25,该导向板25自混料盒22的进料口方向向混料盒22的出丝口21方向逐渐向下倾斜,原料在进入混料盒22中后落入到导向板25上,因而始终具有向出丝口21方向移动的趋势,搅拌杆231设于该导向板25的上方,搅拌杆231贴近该导向板25设置,因而能够对落入至导向板25上的原料进行搅拌以及导向。导向结构232为设于搅拌杆231上的螺纹,导向杆在转动时,原料随导向杆上的螺纹向出丝口21移动。出丝口21的直径为0.5-5mm,以使得从出丝口21挤出的梯度复合材料初步呈现丝状。
46.可选的,加热组件24包括设于导向板25下方的加热器,导向板25具有导热性,该加热器贴近导向板25背向搅拌杆231的一侧设置,因而既能够起到加热效果,又能够避免直接与原料接触造成黏连,结构简单,便于组装。
47.可选的,加热组件24包括设于搅拌杆231中的加热器,搅拌杆231的杆体内部呈中空状从而提供了设置加热器的空间,搅拌杆231具有导热性,加热器设于搅拌杆231内部从而使得搅拌杆231在将原料搅拌时同时将原料融化,从而更好地实现对原料的熔融混合,并且由于加热器置于搅拌杆231内部使得搅拌杆231发热,原料在接触到搅拌杆231时便不会出现粘结在搅拌杆231上的情况,从而使得搅拌杆231能够更充分的对原料进行搅拌。
48.请参见图1,作为本技术提出的介电功能梯度3d打印丝材制造装置100的一种具体实施方式,介电功能梯度3d打印丝材制造装置100还包括用于将混料加工机构20制成的丝材进行牵引的牵引机构30,牵引机构30连接于控制机构60。
49.本实施例中,混料加工机构20制得的丝材从出丝口21挤出,牵引机构30靠近混料加工机构20的出丝口21设置,牵引机构30将混料加工机构20制得的梯度复合材料夹紧并进行牵引,从而使从出丝口21挤出的梯度复合材料呈现拉丝效果,进而形成丝材,控制机构60控制牵引机构30的牵引速度,以确保牵引机构30将丝材稳定的牵引。
50.请参见图1,作为本技术提出的介电功能梯度3d打印丝材制造装置100的一种具体实施方式,牵引机构30包括至少两个并排设置的牵引辊,相邻两个牵引辊之间围合形成一用于牵引丝材的牵引通道。
51.本实施例中,牵引通道的尺寸与所需丝材的尺寸相当,牵引辊将丝材夹持并通过牵引通道对丝材进行进一步塑形,既保证了丝材的连续性,又使得生产出的丝材的尺寸以及形态均匀。
52.具体的,本实施例中牵引辊的数量为两组,两组牵引辊呈上下叠加设置,两组牵引辊通过牵引辊支撑架制成固定,并通过转轴连接于该牵引辊支撑架上,该牵引辊支撑架将两牵引辊支撑到一定的高度,并使得两组牵引辊之间形成牵引通道的高度与出丝口21的高度一致,保证对丝材牵引的稳定性,同时,两牵引辊上下叠加设置的方式避免了出现丝材向下脱出牵引辊的情况,进一步保证了对丝材稳定的牵引。
53.请参见图1,作为本技术提出的介电功能梯度3d打印丝材制造装置100的一种具体实施方式,丝材制造装置还包括用于对丝材的介电常数进行检测的检测机构,检测机构连接于控制机构60。
54.本实施例中,检测机构40位于牵引机构30的后段工序,丝材经牵引机构30牵引够被检测机构40检测。检测机构40包括介电容层析无损检测器以及用于支撑该电容层析无损检测器的支撑架,该电容层析无损检测器呈中空状以形成供丝材从穿过的检测通道,丝材进入到该检测通道时,电容层析无损检测器上的感应探头环设于丝材的周侧,从而对丝材的电容值进行检测,并进一步反演为相对介电常数,便可得到丝材的相对介电常数的梯度分布情况。
55.具体的,本实施例中,控制机构60连接于介电容层析无损检测器,介电容层析无损检测器将检测到的数据反馈至控制机构60,控制机构60根据介电容层析无损检测器反馈的数据判断丝材是否符合预期要求,并在丝材不合格时发出警报,以便于用户对丝材制造装置进行检修。
56.请参见图1,作为本技术提出的介电功能梯度3d打印丝材制造装置100的一种具体实施方式,介电功能梯度3d打印丝材制造装置100还包括用于对丝材进行卷绕的卷绕机构50,卷绕机构50连接于控制机构60。
57.本实施例中,卷绕机构50包括卷绕辊、卷绕辊支撑架以及用于驱动转绕辊转动的电机,该卷绕辊转轴连接于该卷绕辊支撑架上,控制机构60连接于该电机,并通过驱动该电机来驱动卷绕辊转动,从而对丝材进行卷绕。卷绕机构50位于检测机构40的后段工序,丝材经检测机构40检测合格后卷绕辊对其进行卷绕。并且卷绕辊支撑架将卷绕辊的入丝端支撑至与牵引通道相同的高度,即与出丝口21相同的高度,从而使得丝材被卷绕前在一固定的水平线上行进,避免在行进过程中不必要的受力,从而保证丝材的连续性以及稳定性。
58.本技术还提出一种丝材制造方法,采用如前文的丝材制造装置制造丝材,方法包括如下步骤:
59.将待打印的介电功能梯度绝缘部件在控制机构60中建模,获得介电功能梯度绝缘部件的介电常数一维分布模型,并根据分布模型得到待制造丝材的介电常数梯度分布数据;
60.控制机构60根据介电常数梯度分布数据调控进料机构10中各进料盒11的进料效率,以使制得的丝材的介电常数以预设的梯度分布;
61.控制机构60控制混料加工机构20将各组分进行加工,并通过出丝口21挤出形成丝材;
62.控制机构60控制牵引机构30对制得的丝材进行牵引;
63.控制机构60控制检测机构40对丝材的介电常数进行检测;
64.若检测机构40对丝材的检测结果不合格,控制机构60对进料机构10中各进料盒11的进料效率进行调节;
65.若检测机构40对丝材的检测结果合格,控制机构60控制卷绕机构50对丝材进行卷绕。
66.本实施例中,需先制备用于制造丝材的各原料组分,所需制备的原料至少包括具有可塑性的基材以及具有可塑性的填料,具有可塑性的基料可选为聚乳酸(pla)、丙烯腈-丁二烯-苯乙烯共聚物(abs)、聚丙烯(pp)、聚酰胺(pa)、聚醚醚酮(peek)、聚醚酮酮(pekk)、聚苯硫醚(pps)、聚醚酰亚胺(pei)等;具有介电性的填料可选为二氧化钛、钛酸钡、钛酸锶、钛酸锶钡、钛酸铜钙、氧化镁、氧化锌、氧化铝等。
67.具体的,制备具有介电性的填料时,首先,将热塑性材料基体与高介电填料在真空干燥箱中脱气、烘干,干燥箱温度为40~130℃,干燥时间为2~24h。将热塑性材料基体与高介电填料基体在密炼机中共混并经造粒机造粒,制得可用于与具有可塑性的基料熔融混合的具有介电性的填料。其中,制备过程中高介电填料的掺杂比例由预实验确定:将热塑性基体与不同含量的高介电填料(质量分数10%~70%)在密炼机(流变仪)中共混并经造粒机造粒,采用熔融指数测定仪测试上述不同填料含量复合材料颗粒的熔融指数,在保证流动性能良好、满足3d打印工艺需求的前提下,例如,聚丙烯基复合材料应满足熔融指数大于1g/10min,其测试条件为230℃、2.16kg,选择填料含量能达到的最大值作为上述母料中高介电填料的含量,从而制得具有较高的介电性并能够在后续制作过程中与具有可塑性的基料熔融混合的具有介电性的填料。
68.控制机构60具体为计算机,获得待制作丝材的介电分布常数的步骤具体包括:将待打印的介电功能梯度绝缘部件在计算机中建模,构建绝缘部件的介电常数三维空间分布模型;将三维模型切片(层厚为0.1~1mm,优选为0.2mm),获得每层的介电常数二维分布模
型;根据每层的打印轨迹,获得介电常数一维分布模型,即得到待打印丝材的介电常数梯度分布数据,进而根据该梯度分布数据计算出各梯度中所需的基料以及填料的配比数据,进而根据该配比数据控制基料以及填料的进料速率,从而使得基料以及填料以相应的比例混合,制得符合预期的具有梯度介电功能的丝材。
69.本实施例中,具体在使用丝材制造装置制造丝材时,将具有热塑性的基料以及具有介电性的填料分别放入两个不同的进料盒11中,通过控制系统调控两个进料盒11中调节结构12,具体可为调节两个螺杆的转速比,以控制上述双组份材料的掺杂比例,进而实时调控待制造丝材的介电常数;进料机构10将具有可塑性的基料以及具有介电性的填料以不同的比例实时进料到混料加工机构20中,混料加工机构20将进入其中的原料通过加热组件24熔融并通过搅拌组件23混合均匀,并在导向结构232的作用下始终向出丝口21移动,进而从出丝口21中挤出;从出丝口21中挤出的梯度复合材料经牵引机构30拉丝,得到介电功能梯度丝材,并被继续向前推送;梯度丝材经过电容层析无损检测器,测量其电容值,并进一步反演为相对介电常数,得到丝材相对介电常数的梯度分布情况;进一步地,将实际测得的相对介电常数梯度分布与控制机构60中预先设计的梯度分布进行对比,控制系统进一步提供反馈,对两个进料盒11中调节结构12进行反馈调节。卷绕机构50最后对丝材进行卷绕,最终完成介电功能梯度3d打印丝材的制备。
70.以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。