1.本发明涉及菲涅尔透镜加工领域,特别是涉及一种菲涅尔透镜成型用设备及其成型方法。
背景技术:
2.菲涅尔透镜是一种应用十分广泛的光学元件,其设计和制造设及到多个技术领域,包括光学工程,高分子材料工程,cnc机械加工,金刚石车削工艺,镀镍工艺。
3.现有的菲涅尔透镜一般采用模压、注塑、浇铸等制造工艺,无法制造大口径的菲涅尔透镜,而且铸造法需要制造模具,极大的提升了生产成本,且现有的冷却结构一般为自然冷却或液冷,相较于圆形的菲涅尔透镜冷却效果不佳,可能会造成成品夹杂气泡以及密度不匀,进而影响透镜成品质量,而机械雕刻法生产成本较铸造法有所降低,但仍无法生产大口径菲涅尔透镜,因此需要一种菲涅尔透镜成型用设备及其成型方法。
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供一种菲涅尔透镜成型用设备及其成型方法。
5.本发明通过以下技术方案来实现上述目的:一种菲涅尔透镜成型用设备,包括输出电机、润滑机构、喷料机构和冷却机构,所述输出电机输出端通过主轴连接有棘轮,所述润滑机构、所述喷料机构和所述冷却机构竖向设置于所述棘轮外侧,所述冷却机构包括的冷却臂下端面安装有压板;所述润滑机构包括第一安装环,所述第一安装环转动设置于所述棘轮外侧,位于所述第一安装环外侧且垂直于所述第一安装环轴线设置有润滑臂,所述润滑臂上呈线性均匀分布有若干通孔,位于所述润滑臂上端面且对应若干所述通孔设置有第一分流管,所述第一安装环外壁设置有液箱和热风机,所述液箱输出端设置有油雾化泵,所述油雾化泵输出端连通于所述热风机输出端,所述热风机输出端通过第一传输管与若干所述第一分流管连通;所述喷料机构包括第二安装环,所述第二安装环转动设置于所述棘轮外侧且位于所述第一安装环下方,所述第二安装环侧壁设置有喷料臂,所述喷料臂下端面呈线性均匀分布有若干分流道,所述喷料臂内部设置有将若干所述分流道连通的输料道,所述喷料臂侧壁安装有增压泵,所述增压泵输入端设置有进料管,所述第二安装环端部连接有加热器,所述加热器输出端连接有矩形分布的加热管,所述加热管设置于所述喷料臂内部且设置于所述输料道外侧。
6.优选的:所述冷却机构包括第三安装环,所述第三安装环转动设置于所述棘轮外侧且位于所述第二安装环下部,所述第三安装环侧壁设置有冷却臂和压缩机,所述冷却臂下端面线性均匀分布有若干盲孔,所述压缩机输出端与若干所述盲孔通过第二传输管和第二分流管连通。
7.如此设置,通过第二传输管与若干第二分流管实现对于压缩机输出冷风的均匀传输,进而实现对于菲涅尔透镜的快速均匀冷却。
8.优选的:所述润滑臂、所述喷料臂和所述冷却臂长度相同且分别与其相对应的安装环一体成型。
9.如此设置,提升所述润滑臂、所述喷料臂和所述冷却臂分别与其相对应的安装环的抗应力强度。
10.优选的:所述压板与所述冷却臂端面垂直设置,所述压板端面设置有成型齿。
11.如此设置,便于完成对于菲涅尔透镜工作平面同心圆的刻录加工。
12.优选的:所述润滑臂、所述喷料臂和所述冷却臂端面均设置有将其等分的刻度线。
13.如此设置,便于调节所述润滑臂、所述喷料臂和所述冷却臂端面设置喷嘴的数量。
14.优选的:所述第一安装环、所述第二安装环和所述第二安装环内侧分别设置有若干与所述棘轮相匹配的棘齿。
15.如此设置,便于实现所述棘齿分别与所述第一安装环、所述第二安装环和所述第二安装环的传动。
16.优选的:所述输出电机顶缘设置有若干安装耳,所述主轴内侧设置有若干加强孔。
17.如此设置,便于完成对于所述输出电机的安装,提升所述主轴的抗扭力强度。
18.一种菲涅尔透镜成型方法,包括以下步骤:s1:将所述输出电机通过所述安装耳安装于工作环境,拨动所述润滑臂、所述喷料臂和所述冷却臂至适宜角度,通过安装环内侧设置的所述棘齿与所述棘轮固定;s2:向增压泵输入端的进料管输入透镜成型料;s3:启动热风机,通过所述第一传输管、所述第一分流管和所述润滑臂包括的通孔向工作平面喷射热风,启动油雾化泵雾化液箱内润滑油,通过第一传输管与第一分流管向工作平面喷射雾化油液,对工作平面进行预热和润滑;s4:启动加热器通过加热管对喷料臂进行加热,成型料经增压泵加压后通过位于所述加热管之间的输料道和分流道喷射至工作平面,对菲涅尔透镜进行初步成型;s5:启动压缩机通过所述第二传输管、所述第二分流管和位于所述冷却臂下端面的盲孔向初步成型的菲涅尔透镜喷射冷风,对菲涅尔透镜进行降温成型固化;s6:启动输出电机通过主轴带动所述棘轮旋转,所述棘轮通过所述棘齿和安装环分别带动所述润滑机构、所述喷料机构和所述冷却机构转动,所述冷却机构下端面设置的压板进行菲涅尔透镜工作平面若干同心圆的刻录加工。
19.优选的:所述润滑臂与所述喷料臂相较于所述棘轮轴线的夹角为15
°
,所述喷料臂与所述冷却臂相较于所述棘轮轴线的夹角为45
°
。
20.如此设置,更好的实现对于工作平面的预热且不影响熔融状态的聚烯烃成型料,提升对于成型后聚烯烃菲涅尔透镜的冷却速率。
21.优选的:向所述进料管输入的所述成型料为80℃熔融状态的聚烯烃。
22.如此设置,采用聚烯烃材料进行菲涅尔透镜成型,提升成品菲涅尔透镜的透光性与抗冲击强度。
23.与现有技术相比,本发明的有益效果如下:1、位于冷却臂端面设置有若干等分冷却臂的刻度线,使用者根据刻度线调节各分
段冷却臂设置的盲孔数量,进而实现对于菲涅尔透镜半成品的快速均匀冷却,避免喷嘴数量造成的冷却不匀,进而导致菲涅尔透镜成品不良;2、通过设置于喷料臂内部的加热管对喷料臂进行加热,聚烯烃成型料位于输料道和分流道内流动时,避免由于温度变化引起的出料不畅与分流道堵塞,进而提升菲涅尔透镜的成品质量,避免成品菲涅尔透镜中出现气泡与密度不匀的情况产生;3、采用润滑机构、喷料机构和冷却机构相互固定角度配合,喷料机构喷射到工作平面的聚烯烃成型料融合于一体,棘轮转动45
°
角后冷却机构对喷射机构喷射出的成型料进行冷却,实现菲涅尔透镜连续成型,相较于现有的模具成型法与雕刻法,可以对大口径菲涅尔透镜进行制作,且有效避免成型气泡与密度不匀。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
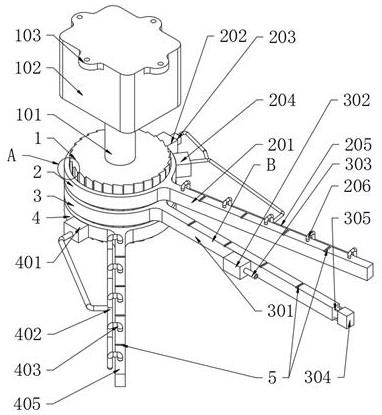
25.图1是本发明所述一种菲涅尔透镜成型用设备的第一结构视图;图2是本发明所述一种菲涅尔透镜成型用设备的第二结构视图;图3是本发明所述一种菲涅尔透镜成型用设备图1中“a”的局部结构视图;图4是本发明所述一种菲涅尔透镜成型用设备图1中“b”的剖视图;图5是本发明所述一种菲涅尔透镜成型用设备包括的通孔、分流道和盲孔数量示意图。
26.附图标记说明如下:1、棘轮;101、主轴;102、输出电机;103、安装耳;104、棘齿;2、第一安装环;201、润滑臂;202、液箱;203、油雾化泵;204、热风机;205、第一传输管;206、第一分流管;3、第二安装环;301、喷料臂;302、增加泵;303、进料管;304、加热器;305、加热管;306、输料道;307、分流道;4、第三安装环;401、压缩机;402、第二传输管;403、第二分流管;404、压板;405、冷却臂;5、刻度线。
具体实施方式
27.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
28.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可
以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
29.下面结合附图对本发明作进一步说明:参照图1-图5所示,一种菲涅尔透镜成型用设备,包括输出电机102、润滑机构、喷料机构和冷却机构,输出电机102用于向棘轮1输出动力,润滑机构用于预热润滑成型工作平面,喷料机构用于输出高温聚烯烃成型料,输出电机102输出端通过主轴2连接有棘轮1,棘轮1用于完成对于润滑机构、喷料机构和冷却机构的传动,润滑机构、喷料机构和冷却机构竖向设置于棘轮1外侧,冷却机构包括的冷却臂405下端面安装有压板404,压板404通过螺栓安装于冷却臂405下端面,用于刻录加工菲涅尔透镜工作平面的同心圆槽;润滑机构包括第一安装环2,第一安装环2用于承载润滑臂201,第一安装环2转动设置于棘轮1外侧,位于第一安装环2外侧且垂直于第一安装环2轴线设置有润滑臂201,润滑臂201用于承载第一分流管206和第一传输管205,润滑臂201上呈线性均匀分布有若干通孔,通孔用于传输高温气体和雾化油液,位于润滑臂201上端面且对应若干通孔设置有第一分流管206,第一安装环2外壁设置有液箱202和热风机204,液箱202用于储存润滑油,液箱202输出端设置有油雾化泵203,油雾化泵203输出端连通于热风机204输出端,热风机204输出端通过第一传输管205与若干第一分流管206连通,油雾化泵203输出端连通于热风机204输出管中部,即热风机204输出热风通过虹吸作用辅助带动雾化油液流动;喷料机构包括第二安装环3,第二安装环3用于承载喷料臂301,第二安装环3转动设置于棘轮1外侧且位于第一安装环2下方,第二安装环3侧壁设置有喷料臂301,喷料臂301下端面呈线性均匀分布有若干分流道307,喷料臂301内部设置有将若干分流道307连通的输料道306,喷料臂301侧壁安装有增压泵302,增压泵302用于对高温熔融聚烯烃增压,通过内摩擦热提升流体状态进而提升喷射成型质量,增压泵302输入端设置有进料管303,第二安装环3端部连接有加热器304,加热器304输出端连接有矩形分布的加热管305,加热管305用于加热喷料臂301,进而完成对于输料道306和分流道307内高温熔融聚烯烃的温度保持,避免由于温度变化引起的气泡的密度不匀,加热管305设置于喷料臂301内部且设置于输料道306外侧;冷却机构包括第三安装环4,第三安装环4转动设置于棘轮1外侧且位于第二安装环3下部,第三安装环4侧壁设置有冷却臂405和压缩机401,冷却臂405下端面线性均匀分布有若干盲孔,压缩机401输出端与若干盲孔通过第二传输管402和第二分流管403连通。
30.优选的:通过第二传输管402与若干第二分流管403实现对于压缩机401输出冷风的均匀传输,进而实现对于菲涅尔透镜的快速均匀冷却;润滑臂201、喷料臂301和冷却臂405长度相同且分别与其相对应的安装环一体成型,提升润滑臂201、喷料臂301和冷却臂405分别与其相对应的安装环的抗应力强度;压板404与冷却臂405端面垂直设置,压板404端面设置有成型齿,便于完成对于菲涅尔透镜工作平面同心圆的刻录加工;润滑臂201、喷料臂301和冷却臂405端面均设置有将其等分的刻度线5,便于调节润滑臂201、喷料臂301和冷却臂405端面设置喷嘴的数量;第一安装环2、第二安装环3和第二安装环3内侧分别设置有若干与棘轮1相匹配的棘齿104,便于实现棘齿104分别与第一安装环2、第二安装环3和第二安装环3的传动;输出电机102顶缘设置有若干安装耳103,主轴2内侧设置有若干加强孔,
便于完成对于输出电机102的安装,提升主轴2的抗扭力强度。
31.刻度线5用于分别等分润滑臂201、喷料臂301和冷却臂405,即沿冷却臂405方向且靠近棘轮1方向的第一分段冷却臂405内设置的盲孔数量为“a”个,冷却臂405通过刻度线5等分为常数“n”段,即任一分段冷却臂405内设置的盲孔数量为“a*n
²”
个,采用此种数列分布的冷却喷嘴,任一分段冷却臂405的喷嘴对应工作平面输出的冷却效果相同,即对任一分段冷却臂405均可完成对于其扫掠路径圆环状菲涅尔透镜成型料的均匀冷却,提升冷却效果和速率;润滑臂201包括的通孔和喷料臂301包括的分流道307的数量均采用上述冷却臂405包括的盲孔方式设置,采用此种方法,实现对于菲涅尔透镜的分段式加工,相较于传统的模具成型与机械雕刻成型,此方法具备更好的适用性,且可完成对于大口径菲涅尔透镜的加工,上述盲孔、通孔、分流道位于其相对应的分段摇臂上均呈矩形均匀分布。
32.使用上述菲涅尔透镜成型设备的成型方法,包括以下步骤:s1:将输出电机102通过安装耳103安装于工作环境,拨动润滑臂201、喷料臂301和冷却臂405至适宜角度,通过安装环内侧设置的棘齿104与棘轮1固定;s2:向增压泵302输入端的进料管303输入透镜成型料;s3:启动热风机204,通过第一传输管205、第一分流管206和润滑臂201包括的通孔向工作平面喷射热风,启动油雾化泵203雾化液箱202内润滑油,通过第一传输管205与第一分流管206向工作平面喷射雾化油液,对工作平面进行预热和润滑;s4:启动加热器304通过加热管305对喷料臂301进行加热,成型料经增压泵302加压后通过位于加热管305之间的输料道306和分流道307喷射至工作平面,对菲涅尔透镜进行初步成型;s5:启动压缩机401通过第二传输管402、第二分流管403和位于冷却臂405下端面的盲孔向初步成型的菲涅尔透镜喷射冷风,对菲涅尔透镜进行降温成型固化;s6:启动输出电机102通过主轴2带动棘轮1旋转,棘轮1通过棘齿104和安装环分别带动润滑机构、喷料机构和冷却机构转动,冷却机构下端面设置的压板404进行菲涅尔透镜工作平面若干同心圆的刻录加工。
33.优选的:润滑臂201与喷料臂301相较于棘轮1轴线的夹角为15
°
,喷料臂301与冷却臂405相较于棘轮1轴线的夹角为45
°
,更好的实现对于工作平面的预热且不影响熔融状态的聚烯烃成型料,提升对于成型后聚烯烃菲涅尔透镜的冷却速率;向进料管303输入的成型料为80℃熔融状态的聚烯烃,采用聚烯烃材料进行菲涅尔透镜成型,提升成品菲涅尔透镜的透光性与抗冲击强度。
34.工作原理:将输出电机102通过安装耳103安装于工作环境,拨动润滑臂201、喷料臂301和冷却臂405至适宜角度,具体为润滑臂201和喷料臂301角度为15
°
,喷料臂301与冷却臂405角度为45
°
,通过安装环内侧设置的棘齿104与棘轮1固定,向增压泵302输入端的进料管303输入透镜成型料,启动热风机204,通过第一传输管205、第一分流管206和润滑臂201包括的通孔向工作平面喷射热风,启动油雾化泵203雾化液箱202内润滑油,通过第一传输管205与第一分流管206向工作平面喷射雾化油液,对工作平面进行预热和润滑,启动加热器304通过加热管305对喷料臂301进行加热,成型料经增压泵302加压后通过位于加热管305之间的输料道306和分流道307喷射至工作平面,对菲涅尔透镜进行初步成型,启动压缩
机401通过第二传输管402、第二分流管403和位于冷却臂405下端面的盲孔向初步成型的菲涅尔透镜喷射冷风,对菲涅尔透镜进行降温成型固化,启动输出电机102通过主轴2带动棘轮1旋转,棘轮1通过棘齿104和安装环分别带动润滑机构、喷料机构和冷却机构转动,冷却机构下端面设置的压板404进行菲涅尔透镜工作平面若干同心圆的刻录加工,待装置旋转一周后,取下装置,敲击菲涅尔透镜,在润滑油的作用下,分离菲涅尔透镜成品与工作平面较为简单,完成加工。
35.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。