1.本发明涉及集合单元货物整车整体装车技术领域,更具体地说,涉及一种托盘集装单元去托盘及分层并叠层方法、系统。
背景技术:
2.根据国家标准,单元货物的定义是:通过一种或多种手段将一组货物或包装件拼装在一起,使其形成一个整体单元,以利于装卸、运输、堆码和贮存。托盘集装单元的定义是:单元货物与托盘组成的整体。将包装件组合码放在托盘上,加上适当的固定,以便于机械装卸和运输。根据上述定义,单元货物就是托盘上的、不带托盘的整体货垛单元。
3.目前在国内外的物流作业中,托盘集装单元的单元化物流技术已获得广泛的应用,如在工厂的自动化生产及仓储系统,依托标准托盘进行的单元化物流自动化作业已经覆盖了厂内物流的全部流程。
4.但是,在产品流通的装卸运输环节,特别是在长途运输、出口运输以及要求车辆、集装箱高实载率和低运费、低能耗、低污染的物流运输业务中,如采用托盘集装单元的单元化物流技术模式进行装卸运输作业,将存在车辆实载率降低、托盘费用高或难于回收等问题,并导致大幅增加运输费用和托盘费用以及增加能耗、增加污染等后果。所以至目前为止,为了节约物流费用,绝大多数的大型自动化生产企业以及中小企业在产品出库发运时,都会戛然中断托盘单元化作业而采用人工逐一单件地进行产品货物装卸、不带托盘运输产品货物。
5.然而采用人工逐一单件地进行货物装卸作业存在很多弊端,主要有:人力消耗大、物流系统效率低、作业质量差、货物破损率高以及影响产品及企业形象、不能适应生产销售大幅增长的业务需求等。
6.但是采用人工装卸是企业不得已而为之的无奈选择。因为牺牲作业效率以及作业质量的人工逐一单件地装卸作业,可以提高车辆或集装箱的实载率,并免去托盘费用或回收难题,节约大量的运输和托盘费用。
7.在施行托盘集装单元的单元化物流技术模式的物流运输业务中,广泛存在的采用带托盘运输作业模式的痛点、缺陷,或采用不带托盘运输及人工逐一单件装卸作业模式存在的瓶颈、弊端,已经长期并还将持续下去地对物流行业形成困扰,影响和制约着社会物流活动的降耗增效。
8.另外,如在托盘集装单元去托盘及分层并叠层作业中,采用机器人技术对托盘集装单元进行去托盘以及再码垛作业,由于产品纸箱结构及产品重量的原因,机器人不能实现托盘集装单元整体去托盘以及按货层进行分层并叠层作业,只能进行单件作业,这将导致单元化作业在本工序被迫戛然中断,其结果是单件作业的效率仍然很低、作业成本仍然很高。
技术实现要素:
9.本发明要解决的技术问题是提供一种托盘集装单元去托盘及分层并叠层方法、系统,将托盘集装单元处理为适合装车要求高度的单元货物货垛,以进行集合单元货物的整车整体装车作业,获得高效低耗、绿色环保的装卸运输作业效果。
10.为解决上述技术问题,本发明提供的技术方案为:
11.一种托盘集装单元去托盘及分层并叠层方法,所述托盘集装单元包括托盘和放置在所述托盘上的单元货物,包括以下步骤:
12.s1、将第一个所述托盘集装单元输送至去托盘工位并进行顶升,对第一个所述单元货物从四侧垂直面抱夹定位后解除所述顶升,使第一个所述单元货物与第一个所述托盘消除或减少重力联系,将第一个所述托盘从第一个所述单元货物的底部通过水平换位移除,将第一个所述单元货物移送至叠层工位;
13.s2、将第二个所述托盘集装单元输送至分层工位,将第二个所述托盘集装单元被分层层货从推出方向两侧进行抱夹并推出,同时将推出的所述被分层层货的底部进行承托,将所述被分层层货移送至叠层工位上方;
14.s3、解除对所述被分层层货的承托和抱夹,使所述被分层层货叠加在第一个所述单元货物的顶面上,将叠层后的单元货物输出进入下一集合工序。
15.进一步地,所述步骤s1还包括通过推盘移载车将第一个所述托盘从第一个所述单元货物的底部推出,从而替换第一个所述托盘的位置,第一个所述托盘被换位移除后通过入出输送线进行回收。
16.进一步地,所述步骤s1还包括将第一个所述托盘集装单元顶升至所述设定高度,抱夹住第一个所述单元货物并维持夹紧状态,在解除第一个所述托盘集装单元顶升以及所述推盘移载车对所述托盘进行水平换位移除后,再将第一个所述单元货物下落至所述去托盘工位的所述推盘移载车上。
17.进一步地,还包括步骤s4当第二个所述托盘集装单元的单元货物被分层完毕后,第二个所述托盘集装单元的空托盘进行回收。
18.一种托盘集装单元去托盘及分层并叠层系统,所述托盘集装单元包括托盘和放置在所述托盘上的单元货物,包括配合使用的平移去托盘机组和平移分层叠层机组;所述平移去托盘机组包括单元货物抱夹机以及推盘移载车,所述单元货物抱夹机设置在去托盘工位的上方,用于从左右和前后的垂直面将位于所述去托盘工位的第一个所述单元货物被顶升至设定高度后进行抱夹;所述推盘移载车滑动设置在所述去托盘工位的一侧,用于将第一个所述托盘从第一个所述单元货物的底部推出,从而替换第一个所述托盘的位置并承接住第一个所述单元货物,并将第一个所述单元货物移送至叠层工位;所述平移分层叠层机组包括分层及叠层机,所述分层及叠层机包括分叠层机机架和分叠层平移升降机,所述分叠层机机架跨越设置在所述分层工位以及所述移载车滑轨叠层工位的上方,所述分叠层平移升降机沿纵向滑动设置在所述分叠层机机架上。
19.进一步地,所述平移去托盘机组还包括抱前顶升装置,所述抱前顶升装置设置在所述去托盘工位,用于将第一个所述托盘集装单元向上顶升起一定距离。
20.进一步地,所述抱前顶升装置包括抱前顶升基架、托盘升降托架和顶升油缸,顶升油缸固定安装在所述抱前顶升基架上,其输出端与所述托盘升降托架固定连接,所述托盘
升降托架用于支撑第一个所述托盘集装单元。
21.进一步地,所述单元货物抱夹机包括双门式抱夹机架和四向抱夹装置,所述双门式抱夹机架设置在所述去托盘工位,所述双门式抱夹机架包括四柱双门机架、抱夹上导轨和抱夹下导轨;所述四向抱夹装置对称设置在所述双门式抱夹机架内,可相对所述双门式抱夹机架进行两侧以及前后向中心线方向的夹紧或松开运动。
22.进一步地,所述四向抱夹装置包括对称设置在所述抱夹上导轨和抱夹下导轨内的一对侧夹板移动架、两个一体侧夹板、横向侧夹油缸、四个开口夹板及臂和开口夹板油缸;其中,所述一体侧夹板、开口夹板及臂、开口夹板油缸、横向侧夹油缸均固定或安装在侧夹板移动架上;两个所述一体侧夹板对称设置在所述侧夹板移动架朝向中心线的两内侧中部,所述横向侧夹油缸的伸缩端与所述侧夹板移动架固定连接;一对所述开口夹板及臂对称设置在所述一体侧夹板的前后,所述开口夹板油缸的伸缩端与所述开口夹板及臂固定连接。
23.进一步地,所述推盘移载车包括推盘移载车本体、平顶链输送装置、推盘移载移动装置;其中,平顶链输送装置包括平顶输送链、输送动力以及输送套件,推盘移载移动装置包括移动动力以及移动传动套件;所述平顶输送链的双向输送方向与推盘移载车本体的往复移动方向相同;所述推盘移载车在所述移载车滑轨上的所述去托盘工位、叠层工位以及单元货物集合输出端之间往复运行。
24.进一步地,还包括用于输送及调整第二个所述托盘集装单元、第二个所述托盘高度的货垛分层提升机。
25.进一步地,所述货垛分层提升机包括货垛提升机机架、提升机动力及传动装置、升降输送机,所述提升机动力及传动装置固定设置在所述货垛提升机机架上,其输出端与所述升降输送机固定连接;所述升降输送机可升降地设置在所述货垛提升机机架上。
26.进一步地,所述升降输送机包括输送机托臂及座、三条升降链条输送线以及升降输送机动传装置,所述升降链条输送线和升降输送机动传装置均固定安装在输送机托臂及座上,所述升降输送机动传装置的输出端与所述升降链条输送线连接,带动所述升降链条输送线进行双向输送运动。
27.进一步地,所述平移分层叠层机组还包括托盘集装单元输入线和空托盘输出线,所述空托盘输出线设置在托盘集装单元输入线的下方,所述托盘集装单元输入线和空托盘输出线一端与所述货垛分层提升机衔接。
28.进一步地,所述分叠层平移升降机包括平移及升降机和平移分叠层机,所述平移分叠层机安装在所述平移及升降机上,所述平移及升降机带动平移分叠层机进行升降以及平移运动。
29.进一步地,所述平移及升降机包括上机架、下机架,所述下机架可升降地设置在上机架上,所述下机架上安装有所述平移分叠层机;所述平移分叠层机沿纵向滑动设置在所述下机架上;在所述下机架的下部横向固定设置有定位下挡板,所述定位下挡板的垂直工作面朝着移载车滑轨方向。
30.进一步地,所述平移及升降机还包括升降动力及传动系统和平移动力及传动系统,所述升降动力及传动系统设置在所述上机架上,其输出端与所述下机架固定连接;所述平移动力及传动系统安装在所述上机架上,其输出端通过分叠层平移升降机与所述分叠层
机机架上框齿条连接。
31.进一步地,所述下机架包括在竖直方向互相重叠设置的上阶梯直梁和下阶梯直梁,所述平移分叠层机包括分叠层平移机构和平移承托板,所述分叠层平移机构和平移承托板分别可滑动设置在所述上阶梯直梁和下阶梯直梁上。
32.进一步地,所述平移分叠层机还包括分层抱夹机构,所述分层抱夹机构安装在所述分叠层平移机构上。
33.进一步地,所述分层抱夹机构包括两面抱夹板和抱夹气缸,两面所述抱夹板分别沿所述平移分叠层机的纵向对称中心线两侧垂直设置,所述抱夹气缸的伸缩端和固定端分别与所述抱夹板外侧以及所述分叠层平移机构连接。
34.进一步地,所述平移承托板包括承托板面板和承托板动力及传动机构,所述承托板动力及传动机构安装在所述承托板面板下部以及下机架上。
35.进一步地,所述承托板面板一端设置有垂直向下弯曲的承托板下层挡边,另一端设有楔形舌口。
36.本发明的有益效果:
37.本发明提供的一种用于集合单元货物进行整车整体装车系统的、对托盘上的单元货物进行去托盘及分层并叠层的托盘集装单元去托盘及分层并叠层方法、系统,可衔接工厂或物流中心的自动化生产及仓储系统的单元化以及单元一贯化物流作业,实现将托盘集装单元按装车要求高度处理为去托盘及分层并叠层加高的单元货物,为进而将单元货物集合为整车整体货垛并进行整车整体装车提供技术保障。本发明与现有的广泛采用的人力装车、输送机装车以及叉车装车技术相比较,采用本发明的技术系统和作业方法,可以获得高度自动化、高效率、高质量、低消耗、低成本以及绿色环保的物流作业的有益效果。
附图说明
38.图1为本发明的托盘集装单元去托盘及分层并叠层系统在一个优选实施例中的立体结构示意图;
39.图2、2.1、2.2为本发明的平移去托盘机组的入出输送线、抱前顶升装置、移载车滑轨、平行重合段、推盘移载车在一个优选实施例中的立体结构示意图;
40.图3为本发明的平移去托盘机组的单元货物抱夹机在一个优选实施例中的立体结构示意图;
41.图4为本发明的平移分层叠层机组的货垛分层提升机在一个优选实施例中的立体结构示意图;
42.图5、5.1、5.2为本发明的平移分层叠层机组的分层及叠层机在一个优选实施例中的立体结构示意图。
具体实施方式
43.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
44.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另
一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
45.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
46.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
47.实施例1
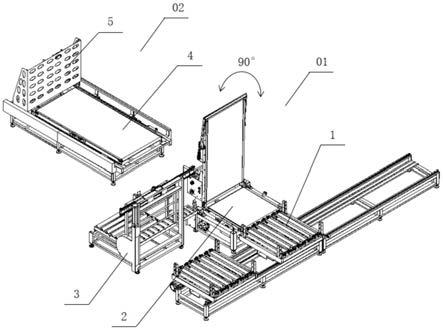
48.由于部分托盘集装单元货物在物流流程中不适合采用翻转平躺90
°
的工序进行处理,另外还有些托盘集装单元货物的层高尺寸较小不能采用货垛前躺方法进行去托盘及分层并叠层的作业。为解决上述技术问题,本发明提供的技术方案为采用单元货物货垛平移方法进行去托盘以及采用单元货物层货平移方法进行分层并叠层的技术方案。
49.如图1所示,为本发明的一较佳实施例,本实施例中托盘集装单元去托盘及分层并叠层系统包括平移去托盘机组03和平移分层叠层机组04。其中,所述托盘集装单元包括托盘和放置在所述托盘上的单元货物。为了方便区分,将位于平移去托盘机组03处的托盘集装单元称作第一个所述托盘集装单元,将位于平移去托盘机组03处的单元货物称作第一个所述单元货物,将位于平移去托盘机组03处的托盘称作第一个所述托盘。将位于平移分层叠层机组04处的托盘集装单元称作第二个所述托盘集装单元,将位于平移分层叠层机组04处的单元货物称作第二个所述单元货物,将位于平移分层叠层机组04处的托盘称作第二个所述托盘。以下对上述各个组成部分分别作进一步详细介绍。
50.图1是平移去托盘机组03立体结构示意图,并参见图2、图2.1、图2.2、图3,平移去托盘机组03主要包括入出输送线60、单元货物抱夹机62以及推盘移载车63、移载车滑轨64、平行重合段6064。平移去托盘机组03的主要作用是,使用平移换位技术方案实现第一个所述托盘集装单元去托盘。
51.如图2、图2.1所示是入出输送线60的立体结构示意图。为了正确理解实施例的叙述,约定将入出输送线60的输送移动方向设定为纵向,与该纵向交角为垂直的方向设定为横向;入出输送线60的外端设定为后方。
52.入出输送线60的外端与托盘集装单元出库输送线以及托盘回收线衔接,入出输送线60的里端段延伸至单元货物抱夹机62的下部。具体地,入出输送线60采用托盘集装单元的链条输送线结构。
53.入出输送线60用于将第一个所述托盘集装单元输入至单元货物抱夹机62的下部进行去托盘作业,或去托盘后自单元货物抱夹机62的下部将第一个所述托盘返回输出。
54.如图2、图2.1并参见图1,部分移载车滑轨64平行设置在入出输送线60内。移载车滑轨64的外端段与入出输送线60的里端段在单元货物抱夹机62下部设置有平行重合段6064,该平行重合段6064的长度尺寸与第一个所述托盘的平面尺寸相关。
55.移载车滑轨64是推盘移载车63往复移动的轨道,移载车滑轨64的外端段设置在单
元货物抱夹机62的下部,移载车滑轨64的里端与单元货物集合工序相衔接。推盘移载车63通过滑块与移载车滑轨64滑动连接,并通过动力及传动装置进行移动。所述传动装置可以为相互配合的移动齿轮和移动齿条。
56.设置平行重合段6064的作用是,在平行重合段6064处,通过移载车滑轨64上的推盘移载车63替换入出输送线60上的第一个所述托盘的位置,从而进行第一个所述单元货物自第一个所述托盘上平面换位到推盘移载车63上平面的作业。
57.图2还给出了推盘移载车63示意图,推盘移载车63包括推盘移载车本体(图中未示出)、平顶链输送装置(图中未示出)、推盘移载移动装置(图中未示出)。其中,平顶链输送装置包括8条平顶输送链以及对应的输送套件及输送动力。输送套件及输送动力包括动力及传动套件。推盘移载移动装置设置了对应的移动动力及移动传动套件。推盘移载车63的平顶输送链的双向输送方向与推盘移载车63的往复移动方向相同。在作业时,推盘移载车63通过推盘移载移动装置在移载车滑轨64上进行纵向往复移动。
58.推盘移载车63的平面尺寸与托盘平面尺寸相关,推盘移载车63的高度尺寸不大于托盘的高度尺寸,优选地,推盘移载车63在移载车滑轨64上安装后的上平面与入出输送线60的上平面的高差为一个第一个所述托盘的高度。
59.需要理解的是,在推盘移载车63在平行重合段6064上推出第一个所述托盘并承载第一个所述单元货物的过程中,入出输送线60、推盘移载车63是以同速同向进行输送移动的,而推盘移载车63上的平顶输送链是以同速反向进行输送运动的,这样进行复合输送移动的目的是减少推出换位过程中设备对第一个所述单元货物底部的影响。
60.推盘移载车63的作用主要包括,一是用于水平推出与第一个所述单元货物进行了重力分离或减少重力联系的第一个所述托盘并换位承接第一个所述单元货物;二是将换位承接的第一个所述单元货物移动到移载车滑轨64上叠层工位暂停,接受平移分层叠层机组04进行的单元货物叠层作业;三是在叠层完成后将已去托盘并叠层的单元货物移动输送至下一集合工序位置。
61.为了减少单元货物底平面与托盘上平面的力的传递,该托盘集装单元去托盘及分层并叠层系统还包括抱前顶升装置61。由于单元货物抱夹机62只能四向有限制夹紧单元货物,但不能无限制夹紧,以免夹坏了单元货物,但是有限制夹住单元货物时不能确保垛中间货物也能有效夹紧,安排一个抱前顶升装置61可以实现该功能,对单元货物有保护作用。
62.图2.2还给出了抱前顶升装置61示意图,抱前顶升装置61设置在平行重合段6064内,包括抱前顶升基架610、托盘升降托架611和顶升油缸612。顶升油缸612固定安装在抱前顶升基架610上,其输出端与托盘升降托架611固定连接。托盘升降托架611用于支撑第一个所述托盘集装单元。当抱前顶升装置61处于最低位置时,抱前顶升装置61的上平面不高于入出输送线60的上平面。
63.抱前顶升装置61用于作业时将第一个所述托盘集装单元在平行重合段6064处进行顶升,在单元货物抱夹机62对第一个所述单元货物进行抱夹定位后,抱前顶升装置61再与第一个所述托盘一起降下,这样就能使第一个所述单元货物底部与第一个所述托盘上平面消除或减少重力联系,为下一工序的去托盘作业创造有利条件。
64.平移去托盘机组03作业时,通过推盘移载车63在平行重合段6064上的移载车滑轨64的移动运动,推出已与被顶升抱夹的第一个所述单元货物的底平面消除或减少了重力联
系的第一个所述托盘,并换位承载第一个所述单元货物,最后实现推盘移载车63替换第一个所述托盘,并通过替换完成单元货物去托盘作业。
65.图3是单元货物抱夹机62示意图,单元货物抱夹机62的作用是在第一个所述托盘集装单元被顶升后,将第一个所述托盘上的第一个所述单元货物进行抱夹定位。单元货物抱夹机62包括双门式抱夹机架620和四向抱夹装置621。由图3并参见图1、图2.1所示,双门式抱夹机架620设置在平行重合段6064处,是作为单元货物抱夹机62安装以及运行四向抱夹装置621的基础框架。四向抱夹装置621对称设置在双门式抱夹机架620内,以及对称设置在平行重合段6064中心线的左右两侧及上方。
66.具体地,如图3所示,双门式抱夹机架620包括四柱双门机架6200、抱夹上导轨6201和抱夹下导轨6202。其中,四柱双门机架6200安装固定在地面上,包括抱夹前门架6203和抱夹后门架6204。在抱夹前门架6203以及抱夹后门架6204的上水平梁设置抱夹上导轨6201,在抱夹上导轨6201的垂直投影地面固定设置有抱夹下导轨6202。
67.图3所示的是四向抱夹装置621示意图,并参见图1,四向抱夹装置621包括对称左右设置的侧夹板移动架6214、一体侧夹板6212、横向侧夹油缸6213、开口夹板及臂6210和开口夹板油缸6211。其中,一体侧夹板6212、开口夹板及臂6210、开口夹板油缸6211、横向侧夹油缸6213均固定或安装在侧夹板移动架6214上。
68.如图3所示,侧夹板移动架6214包括移动竖框架6215和水平滚轮框架6216。具体地,在移动竖框架6215的上部及下部固定连接水平滚轮框架6216,在水平滚轮框架6216的顶部及底部的四角上设有上、下导轨滚轮,在水平滚轮框架6216上分别水平设横向侧夹油缸6213,横向侧夹油缸6213的伸缩端与双门式抱夹机架620固定连接在一起。可以理解的是,横向侧夹油缸6213也可以安装在门式抱夹机架620上,其伸缩端与水平滚轮框架6216固定连接在一起。侧夹板移动架6214在横向侧夹油缸6213的驱动下,沿抱夹上导轨6201以及抱夹下导轨6202进行两侧向中心线方向的夹紧或松开的运动。
69.如图3所示,一体侧夹板6212对称设置在移动竖框架6215朝向中心线的两内侧中部。一体侧夹板6212的平面宽及高尺寸与第一个所述单元货物的货垛尺寸相关。在移动竖框架6215上,对称固定设置有水平滑槽(图中未标号),开口夹板及臂6210的水平臂设置在该水平滑槽内。
70.如图3所示,开口夹板及臂6210包括固定连接在一起的梳状夹板(图中未标号)与水平臂(图中未标号),梳状夹板与水平臂连接安装后的水平夹角固定为90
°
。开口夹板及臂6210的梳状夹板平面宽及高尺寸与第一个所述单元货物的货垛尺寸相关。
71.其中,水平臂安装在移动竖框架6215的水平滑槽内,即一对开口夹板及臂6210对称设置在一体侧夹板6212的前后,四个开口夹板及臂6210在移动竖框架6215上为前后及左右对称设置安装。开口夹板油缸6211的伸缩端与开口夹板及臂6210固定连接,开口夹板油缸6211的固定端与移动竖框架6215固定连接。开口夹板及臂6210在开口夹板油缸6211的驱动下进行前后夹紧或松开的运动。
72.当对第一个所述单元货物进行抱夹作业时,先由横向侧夹油缸6213驱动侧夹板移动架6214,使一体侧夹板6212在侧夹板移动架6214上进行从两侧向中心线的左右夹紧的运动,再由开口夹板油缸6211驱动开口夹板及臂6210,在侧夹板移动架6214上进行纵向的前后夹紧运动;当对第一个所述单元货物进行松开作业时,则先由开口夹板油缸6211驱动开
口夹板及臂6210,在侧夹板移动架6214上进行纵向的前后松开运动,再由横向侧夹油缸6213驱动侧夹板移动架6214,使一体侧夹板6212在侧夹板移动架6214上进行从中心线向两侧的左右松开运动。
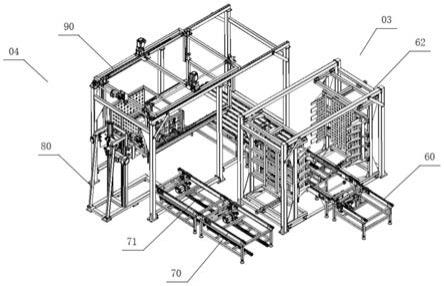
73.如图1所示是平移分层叠层机组04示意图,平移分层叠层机组04包括托盘集装单元输入线70、空托盘输出线71、货垛分层提升机80、分层及叠层机90。
74.其中,托盘集装单元输入线70采用链条输送线形式,它的作用是将第二个所述托盘集装单元自机组入口输送至货垛分层提升机80的处于上输入位置的升降输送机802上。空托盘输出线71采用链条输送线形式,空托盘输出线71设置在托盘集装单元输入线70的下方,作用是衔接可升降输送机802的下输出位置,将经分层腾空后的第二个所述托盘输送至回收线。
75.如图4所示是货垛分层提升机80示意图,货垛分层提升机80包括货垛提升机机架800、提升机动力及传动装置801、升降输送机802。货垛分层提升机80的作用是:通过升降输送机802在上输入位置接收从托盘集装单元输入线70输入的第二个所述托盘集装单元;将升降输送机802上被分层的层货在分层作业时提升至对应的高度位置;在升降输送机802的下输出位置向空托盘输出线71衔接输出第二个所述托盘。
76.如图4所示,货垛提升机机架800为设有水平底座的双门立柱机架,所述水平底座安装固定于地面上。货垛提升机机架800包括一对垂直升降立柱8000,升降立柱8000是升降输送机802的升降立柱。提升机动力及传动装置801设置在货垛提升机机架800的水平底座以及升降立柱8000上,用于升降输送机802的升降驱动。
77.升降输送机802包括上位输入位置、下位输出位置和分层位置,其中上位输入位置与托盘集装单元输入线70衔接,下位输出位置与空托盘输出线71衔接,分层位置与分层及叠层机90衔接。
78.具体地,如图4所示,升降输送机802包括输送机托臂及座8020、三条升降链条输送线8021以及升降输送机动传装置8022,三条升降链条输送线8021和升降输送机动传装置8022均固定安装在输送机托臂及座8020上。具体地,输送机托臂及座8020设置有三条水平臂。升降链条输送线8021和升降输送机动传装置8022通过输送机托臂及座8020安装在升降垂直立柱8000上,并由提升机动传装置801带动在升降垂直立柱8000上进行升降运动。升降链条输送线8021由升降输送机动传装置8022通过水平传动轴进行双向输送驱动。
79.如图5所示是分层及叠层机90示意图,分层及叠层机90包括分叠层机机架900和分叠层平移升降机901。其中,如图1、图5所示,分叠层机机架900跨越设置在升降输送机802以及平移去托盘机组03的移载车滑轨64的上方;分叠层平移升降机901在分叠层机机架900上的移动方向与升降输送机802的输送方向以及移载车滑轨64的延伸方向呈相互垂直方向。
80.由图5所示的分叠层机机架900可见,分叠层机机架900固定安装在地面上,具体包括6个立柱以及纵向和横向杆件结构。在分叠层机机架900上部的纵向杆件结构上,设置有分叠层平移升降机901的纵向移动传动组件。
81.分叠层平移升降机901安装在分叠层机机架900上,以分叠层机机架900作为分层并叠层作业的纵向移动以及垂直升降的运动基架。具体地,如图5.1所示,下述上机架90100的上部为一水平框架结构,在该水平框架结构设置有分叠层平移升降机901的移动传动组件。分叠层平移升降机901的移动传动组件的具体设置是:动力及传动轴设在上机架90100
靠近货垛分层提升机80一端的水平框架结构上,传动轴的两端设有主动齿轮,在水平框架结构两侧的纵向框架(下平面)上设置滑块;在分叠层机机架900上平面铺设有滑轨,在分叠层机机架900上框内侧面铺设有齿条,动力通过传动轴及主动齿轮与齿条啮合使分叠层平移升降机901在分叠层机机架900上进行移动。
82.分叠层平移升降机901的作用是,将升降输送机802上的待分层的第二个所述托盘集装单元进行一层或数层的整体抱夹、推出、托接,实现从第二个所述托盘集装单元的货垛上进行分层,并在分叠层机机架900上沿纵向移动到移载车滑轨64上的推盘移载车63上方,对推盘移载车63上的已去托盘的第一个所述单元货物顶面进行叠层,完成单元货物的分层并叠层作业。
83.如图5.1所示是分叠层平移升降机901示意图,分叠层平移升降机901包括平移及升降机9010和平移分叠层机9011,平移分叠层机9011安装在平移及升降机9010上。
84.具体地,如图5.1所示的是平移及升降机9010示意图,平移及升降机9010包括上机架90100、下机架90101以及升降动力及传动系统90102、平移动力及传动系统90103。其中,上机架90100与下机架90101部分重叠设置,平移分叠层机9011安装在下机架90101上。
85.如图5.1所示,并参见图5,上机架90100的上部为一水平框架结构,升降动力及传动系统90102设置在所述水平框架结构上,其输出端与下机架90101连接。
86.作业时,由升降动力及传动系统90102通过驱动上机架90100与下机架90101的联动,带动平移分叠层机9011进行升降运动。具体地,在上机架90100的水平框架结构的靠近四角处内,设置有垂直向下伸出的四个支腿,在四个支腿上,分别设置有平移及升降机9010的升降传动组件。在下机架90101水平框架的四角处,分别配合对应上机架90100垂直向下伸出的支腿设置有垂直向上伸出的支柱,在四个支柱上分别设置有升降传动组件。作业时,升降动力及传动系统90102通过上机架90100的四个支腿上的升降传动组件,带动下机架90101的四个支柱上的升降传动组件,使下机架90101和平移分叠层机9011进行升降运动。
87.如图5所示,并参见图5.1,平移动力及传动系统90103设置在上机架90100的水平框架靠货垛分层提升机80的一端,作业时由平移动力及传动系统90103驱动分叠层平移升降机901在分叠层机机架900上进行纵向往复移动。
88.具体地,如图5.1所示,下机架90101的下部为一水平框架结构,在该框架两侧的纵向框架上分别设置两层阶梯直梁,即上阶梯直梁(图中未标号)和下阶梯直梁(图中未标号)。上阶梯直梁上设置有分叠层平移机构90110的移动滑轨以及传动组件,下阶梯直梁上设置平移承托板90112的移动滑轨以及传动组件。作业中,分叠层平移机构90110在上阶梯直梁上、平移承托板90112在下阶梯直梁上进行互不干涉的纵向往复移动。
89.如图5.1、图5.2所示,平移分叠层机9011包括分叠层平移机构90110、分层抱夹机构90111和平移承托板90112。
90.具体地,如图5.1、图5.2所示,分叠层平移机构90110包括垂直推出板、机构框架、平移动力及传动装置。分叠层平移机构90110设置在下机架90101的上阶梯直梁上,作业时在下机架90101上进行纵向往复移动,完成货垛分层以及叠层作业。
91.如图5.1、图5.2所示,分层抱夹机构90111设置在分叠层平移机构90110的机构框架上。分层抱夹机构90111包括抱夹板(图中未标号)和抱夹气缸。具体地,沿平移分叠层机9011的纵向对称中心线两侧各分别垂直设置有一面抱夹板,抱夹气缸的伸缩端和固定端分
别与抱夹板外侧以及分叠层平移机构90110的机构框架连接。作业时,分层抱夹机构90111在抱夹气缸的作用下,对被分层层货进行分层时夹持以及叠层后松开的运动。
92.如图5.1、图5.2所示,平移承托板90112设置在下机架90101的下阶梯直梁上。作业时,平移承托板90112与分叠层平移机构90110进行对应配合在下机架90101上进行纵向往复移动。
93.具体地,平移承托板90112包括承托板面板90113、承托板动力及传动机构90114,承托板动力及传动机构90114包括电机、传动轴、齿轮及齿条,其中电机、传动轴、齿轮安装在承托板面板90113下部,齿条安装在下机架90101的下阶梯直梁上。承托板面板90113朝向货垛分层提升机80的一端设置有垂直向下弯曲的承托板下层挡边90115,承托板面板90113朝向移载车滑轨64的一端设计为楔形舌口90116,楔形舌口90116在叠层作业时方便吐出被分层并叠层层货。
94.如图5.1所示,下机架90101的下部横向固定设置有定位下挡板90104,定位下挡板90104的垂直工作面朝着移载车滑轨64方向。定位下挡板90104的作用是在平移承托板90112进行叠层退出时,对叠层下层的货物进行挡拦定位,防止叠层下层的货物被带出。
95.分层作业时,由承托板下层挡边90115在推出方向挡拦并定位被分层层货的下一层,再由分层抱夹机构90111对被分层层货进行抱夹后由分叠层平移机构90110推入平移承托板90112上;然后通过在下机架90101的上阶梯直梁、下阶梯直梁上进行的纵向移动,使分叠层平移机构90110带动分层抱夹机构90111并和平移承托板90112一起夹托着被分层层货移动到第一个所述单元货物上方进行叠层。叠层作业时,由分层抱夹机构90111抱夹定位住被叠层层货在第一个所述单元货物顶部上不动,通过平移承托板90112的退出移动,使被叠层层货从平移承托板90112上的楔形舌口90116逐步吐出在第一个所述单元货物顶部的上平面上;完成叠层后松开分层抱夹机构90111,将分叠层平移机构90110并带动分层抱夹机构90111和平移承托板90112移动回分层初始位置。
96.实施例2
97.根据上述实施例1的托盘集装单元去托盘及分层并叠层系统,我们可以得到所述托盘集装单元去托盘及分层并叠层系统的使用步骤,包括:
98.p1、作业开始时,使入出输送线60以及托盘集装单元输入线70与托盘集装单元的出库输送线衔接。在作业时,优选同时对平移去托盘机组03和平移分层叠层机组04进行对应作业操作,以节省操作时长。
99.p2.1、在平移去托盘机组03侧,单元货物抱夹机62的四向抱夹装置621处在打开位置,通过入出输送线60将第一个所述托盘集装单元输送至平行重合段6064上的去托盘工位。
100.p2.2、在平移分层叠层机组04侧,通过托盘集装单元输入线70,将第二个所述托盘集装单元输送至货垛分层提升机80的升降输送机802上。
101.不限制p2.1与p2.2的先后顺序,优选地,两者同时进行。
102.p3.1、在平移去托盘机组03侧,操作平行重合段6064内设置的抱前顶升装置61将第一个所述托盘集装单元顶升至设定高度,利用四向抱夹装置621先两侧、后前后分别抱夹住托盘上的第一个所述单元货物的四垂直面,并维持四向抱夹装置621的夹紧状态,再将抱前顶升装置61下降至设定原始位置,这时抱前顶升装置61上的第一个所述托盘上平面与第
一个所述单元货物的底平面将会消除或减少重力联系;接着利用位于所述移载车滑轨64上的推盘移载车63将第一个所述托盘往入出输送线60的入出口方向进行移动及推动,这时需同时启动入出输送线60的输出功能以及推盘移载车63的同向移动功能以及同时启动推盘移载车63的所述平顶输送链的相同速度、相反方向的输送功能,在入出输送线60的输出作用和推盘移载车63的推动作用以及推盘移载车63的所述平顶输送链的反向输送的共同作用下,第一个所述托盘被逐步至完全推出第一个所述单元货物的底平面,同时第一个所述单元货物逐步至完全坐落在推盘移载车63的上平面上;按夹紧过程的逆过程将四向抱夹装置621的夹紧机构分别完全松开至初始位置;将推盘移载车63由平行重合段6064移动至移载车滑轨64上的第一个所述单元货物的叠层工位;将被推出的第一个所述托盘向入出输送线60的入出口方向进行输送回收。
103.p3.2在平移分层叠层机组04侧,通过托盘集装单元输入线70将第二个所述托盘集装单元从上位输入位置上输送至货垛分层提升机80的升降输送机802上,并根据托盘集装单元货垛分层高度要求使升降输送机802在货垛分层提升机80上运行至分层位置,同时将暂处于最高位置的平移分叠层机9011通过平移及升降机9010降至分层位置;操作平移分叠层机9011,使用分层抱夹机构90111将被分层层货从推出方向的两侧进行抱夹,并将平移承托板90112移动至靠贴第二个所述托盘集装单元,此时平移承托板90112的垂直下层挡边90115在分层推出侧靠挡住被分层层货的下一层;再操作平移分叠层机9011,使被分层层货通过分叠层平移机构90110推出至承托板面板90113上;利用分叠层平移升降机901使托载着被分层层货的平移分叠层机9011以及平移承托板90112,通过分叠层机机架900向暂停于叠层工位的第一个所述单元货物上方进行移动,同时通过平移及升降机9010进行升降调整平移分叠层机9011叠层作业的对应高度,并移至叠层工位的第一个所述单元货物上方,同时使平移及升降机9010下方的定位下挡板90104靠住被叠层的第一个所述单元货物,使被叠层的第一个所述单元货物顶层货物在叠层过程中不产生移动;保持平移分叠层机9011在叠层工位不动,并保持平移分叠层机9011的分层抱夹机构90111对被分层层货的夹持动作,将平移承托板90112自分叠层平移机构90110下方退出,在原位不动的分叠层平移机构90110的作用下,被分层层货就从平移承托板90112的楔形舌口90116上被逐步吐出,叠加在推盘移载车63上的第一个所述单元货物的顶面上,完成单元货物的叠层加高作业;松开分层抱夹机构90111的夹持动作,将分叠层平移升降机901和分叠层平移机构90110以及平移承托板90112回空移动至分层初始位置,同时将推盘移载车63移动至下一工序指定位置并将叠层后的单元货物输出进入下一集合工序。
104.当第二个所述托盘集装单元的层货被分层完毕后,空的第二个所述托盘通过升降输送机802下降至下位输出位置,输出给空托盘输出线71进行回收。
105.4、重复p1-p3的作业流程,直至叠层单元货物的数量达到集合单元货物整车整体装车作业的要求。
106.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上可以作出许多变化,只要这些变化未脱离本发明的构思,均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。