1.本发明属于磁性材料包装技术领域,具体涉及一种用于产品排列的装置及其实现方法。
背景技术:
2.用于硬盘电机或是冷却风扇电机的粘结钕铁硼磁体,形状通常是薄壁圆环型,如外径17.4mm,内径15.4mm,高度1.0mm。由于该种磁体径向强度只有约8n,很容易在运输过程中因撞击而碎裂,因此都会将磁体放入能使每个产品相互分隔开的ep材料的包装盒孔内。
3.然而,目前通常都是工作人员手工将磁体放入包装盒内,存在摆放的效率低以及工人劳动强度大的问题,以一层包装盒放288只产品为例,需要用时约3分钟。
4.因此,亟需一种用于产品排列的装置来提高产品摆放的效率以及降低工人的劳动强度。
技术实现要素:
5.本发明的目的在于提供一种用于产品排列的装置,以解决上述背景技术中提出的问题。本发明提供的一种用于产品排列的装置,具有提高产品摆放的效率以及降低工人的劳动强度的特点。
6.本发明另一目的在于提供一种用于产品排列的装置的实现方法。
7.为实现上述目的,本发明提供如下技术方案:一种用于产品排列的装置,包括底座,底座的上方设有直线模组,直线模组的输出端上设有下底板,下底板上方的四个拐角处分别设有气缸,气缸的输出端上设有上底板,上底板的上方设有整列框。
8.为了对产品进行限位,防止产品在排列的过程中掉落,进一步地,整列框包括挡料框和整列板,其中,挡料框套设在整列板的外侧。
9.为了对挡料框进行限位,使挡料框可以随着设备一起动作,进一步地,上底板的上方设有与挡料框的拐角相对应的限位角块。
10.为了用于产品的排列,进一步地,整列板的内部呈矩形阵列有若干料孔。
11.为了在不同气缸的动作组合下,不出现机构运动的干涉,进一步地,气缸的输出端上设有连接轴,连接轴的上端通过球面轴承与上底板连接。
12.为了托住整列板,进一步地,挡料框内壁的下端设有托台。
13.在本发明中进一步地,所述的一种用于产品排列的装置的实现方法,包括以下步骤:
14.(一)、将整列板放入挡料框内,然后将挡料框放置于上底板的上方;
15.(二)、将产品放入挡料框内的整列板上;
16.(三)、启动设备,直线模组带动整列框作左右往复运动,气缸带动整列框按设定状态进行循环动作;
17.(四)、待设备停止动作后,取下挡料框,并将整列板取出,将包装盒与整列板贴合
并捏住,然后翻转度,将产品装入包装盒内。
18.在本发明中进一步地,步骤(二)中,通过称重计数的方式获取产品的个数。
19.在本发明中进一步地,步骤(三)中,设定状态包括状态一、状态二、状态三、状态四以及状态五,其中,
20.状态一时,第一气缸、第二气缸、第三气缸和第四气缸均为上升状态;
21.状态二时,第一气缸和第二气缸为上升状态,第三气缸和第四气缸为下降状态;
22.状态三时,第一气缸和第四气缸为上升状态,第二气缸和第三气缸为下降状态;
23.状态四时,第二气缸和第三气缸为上升状态,第一气缸和第四气缸为下降状态;
24.状态五时,第三气缸和第四气缸为上升状态,第一气缸和第二气缸为下降状态。
25.在本发明中进一步地,步骤(三)中,设定状态的循环动作依次为状态一、状态二、状态一、状态三、状态一、状态四、状态一、状态五和状态一。
26.与现有技术相比,本发明的有益效果是:
27.1、本发明通过直线模组带动整列框作左右往复运动,能提供更为柔性定制的往复运动,兼顾磁体的强度和排列的效率,更能满足低强度磁体在运动中不碰撞碎裂;
28.2、本发明通过四个气缸的不同升降组合,使整列板与水平呈不同方向的倾斜,在直线模组的配合下,使产品在运动的过程中,自动导入到整列板上的料孔内,有效的降低了工人的劳动强度,提高了产品的排列效率;
29.3、本发明可通过往复运动的动作设计、节拍的变化、气缸的形成调节以及料孔的大小和深度等参数进行优化组合,从而适用于不同产品的要求。
附图说明
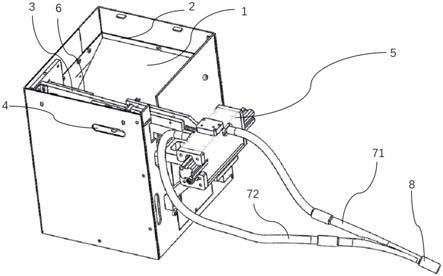
30.图1为本发明的结构示意图;
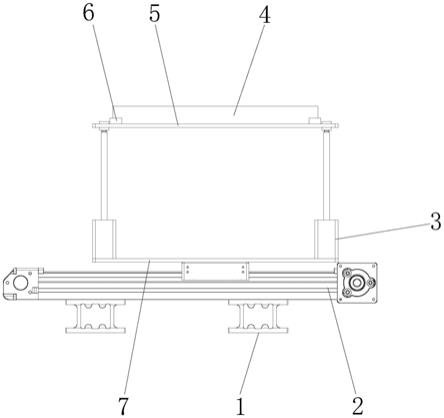
31.图2为本发明的俯视结构示意图;
32.图3为本发明整列板的结构示意图;
33.图4为本发明气缸的结构示意图;
34.图5为本发明挡料框的结构示意图;
35.图6为本发明气缸在下底板上的分布示意图;
36.图中:1、底座;2、直线模组;3、气缸;31、第一气缸;32、第二气缸;33、第三气缸;34、第四气缸;4、整列框;41、挡料框;42、整列板;43、料孔;44、托台;5、上底板;6、限位角块;7、下底板;8、连接轴;9、球面轴承。
具体实施方式
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
38.实施例1
39.请参阅图1-6,本发明提供以下技术方案:一种用于产品排列的装置,包括底座1,底座1的上方设有直线模组2,直线模组2由伺服电机驱动,直线模组2的输出端上设有下底
板7,下底板7上方的四个拐角处分别设有气缸3,四个气缸3按顺时针方向依次为第一气缸31、第二气缸32、第三气缸33以及第四气缸34,气缸3的输出端上设有上底板5,上底板5的上方设有整列框4。
40.具体的,整列框4包括挡料框41和整列板42,其中,挡料框41套设在整列板42的外侧。
41.通过采用上述技术方案,通过挡料框41对产品进行限位,防止产品在排列的过程中掉落。
42.具体的,上底板5的上方设有与挡料框41的拐角相对应的限位角块6。
43.通过采用上述技术方案,通过限位角块6对挡料框41进行限位,使挡料框41可以随着设备一起动作。
44.具体的,整列板42的内部呈矩形阵列有若干料孔43。
45.通过采用上述技术方案,料孔43用于产品的排列;料孔43的大小以及数量可以根据实际需要进行设计,料孔43的深度以及直径略大于产品的厚度以及直径,确保在整列板42晃动的过程中,即使料孔43内有产品,也不会将经过的产品卡住。
46.具体的,气缸3的输出端上设有连接轴8,连接轴8的上端通过球面轴承9与上底板5连接。
47.通过采用上述技术方案,在不同气缸的动作组合下,不出现机构运动的干涉。
48.实施例2
49.本实施例与实施例1不同之处在于:具体的,挡料框41内壁的下端设有托台44。
50.通过采用上述技术方案,托台44用于托住整列板42。
51.进一步地,本发明所述的一种用于产品排列的装置的实现方法,包括以下步骤:
52.(一)、将整列板42放入挡料框41内,然后将挡料框41放置于上底板5的上方;
53.(二)、将产品放入挡料框41内的整列板42上;
54.(三)、启动设备,直线模组2带动整列框4作左右往复运动,气缸3带动整列框4按设定状态进行循环动作,使产品在运动的过程中,自动导入到整列板42上的料孔43内;
55.(四)、待设备停止动作后,取下挡料框41,并将整列板42取出,将包装盒与整列板42贴合并捏住,然后翻转180度,将产品装入包装盒内。
56.进一步地,步骤(二)中,通过称重计数的方式获取产品的个数。
57.进一步地,步骤(三)中,设定状态包括状态一、状态二、状态三、状态四以及状态五,其中,
58.状态一时,第一气缸31、第二气缸32、第三气缸33和第四气缸34均为上升状态;
59.状态二时,第一气缸31和第二气缸32为上升状态,第三气缸33和第四气缸34为下降状态;
60.状态三时,第一气缸31和第四气缸34为上升状态,第二气缸32和第三气缸33为下降状态;
61.状态四时,第二气缸32和第三气缸33为上升状态,第一气缸31和第四气缸34为下降状态;
62.状态五时,第三气缸33和第四气缸34为上升状态,第一气缸31和第二气缸32为下降状态。
63.进一步地,步骤(三)中,设定状态的循环动作依次为状态一、状态二、状态一、状态三、状态一、状态四、状态一、状态五和状态一。
64.综上所述,本发明通过直线模组2带动整列框4作左右往复运动,能提供更为柔性定制的往复运动,兼顾磁体的强度和排列的效率,更能满足低强度磁体在运动中不碰撞碎裂;本发明通过四个气缸的不同升降组合,使整列板42与水平呈不同方向的倾斜,在直线模组2的配合下,使产品在运动的过程中,自动导入到整列板42上的料孔43内,有效的降低了工人的劳动强度,提高了产品的排列效率;本发明可通过往复运动的动作设计、节拍的变化、气缸的形成调节以及料孔的大小和深度等参数进行优化组合,从而适用于不同产品的要求。
65.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。