1.本实用新型涉及链轮加工技术领域,尤其涉及一种链轮铣削成套工装。
背景技术:
2.目前,机床厂开发了链轮、齿轮铣削数控铣齿机,本厂在制的张紧链轮非常适合在此设备上进行链轮齿形铣削加工,铣削效率高且可以不用安排专职设备操作工进行作业。但是,目前在制的张紧链轮型号多、单批次批量小,设备厂商提供的铣削工装只针对单一链轮设计制作,更换工装装夹找正时间长,不利于组织生产。
技术实现要素:
3.针对上述问题,本实用新型的目的在于提出一种链轮铣削成套工装,解决目前在制张紧链轮种类多、批量小的加工特点,进而便于实施快速更换工装的目的,有效的减少工件更换夹具安装、找正时间,进而提高设备利用率。
4.为了实现上述的技术特征,本实用新型的目的是这样实现的:一种链轮铣削成套工装,它包括工装本体,所述工装本体的顶部支撑安装有定位套,所述工装本体的顶部固定有用于将定位套进行压紧的压板结构;所述定位套用于套装固定待加工的链轮;所述链轮通过压盖结构压紧固定在定位套上。
5.所述压板结构包括均布安装在工装本体顶部的多个第一双头螺栓,所述第一双头螺栓上定位安装有压板,所述压板通过第一螺母压紧在定位套的顶部。
6.所述压盖结构包括均布安装在工装本体顶部的多个第二双头螺栓,所述第二双头螺栓上安装有压盖,所述第二双头螺栓上套装有第二螺母和垫片,并将压盖压装在链轮的顶端。
7.所述工装本体包括锥形筒体,所述锥形筒体的底端设置有法兰底盘,所述法兰底盘上均布加工有多个法兰通孔,所述锥形筒体的顶部设置有支撑台阶,所述支撑台阶的中心部位设置有用于对定位套进行安装的中心定位筒;所述中心定位筒的顶端均布加工有多个螺纹孔,所述螺纹孔分别与压板结构的第一双头螺栓和压盖结构的第二双头螺栓相配合。
8.所述定位套包括支撑底板,所述支撑底板支撑在工装本体的支撑台阶上,在支撑底板的中心部位设置有用于对链轮进行定位的链轮定位筒,所述链轮定位筒的顶部外缘以及底部内缘都分别加工有倒角;在链轮定位筒的顶部均布加工有多个吊装孔。
9.所述定位套有多种不同的尺寸规格,链轮定位筒的外径为φa,支撑底板的外径为φb,吊装孔所在圆周的之间为φc;其中链轮定位筒的外径与所定位的链轮的内径相配合。
10.当链轮的内径为φ324时,φa为324(-0.02,-0.05),φb为424,φc为300;
11.当链轮的内径为φ378时,φa为378(-0.02,-0.05),φb为478,φc为330;
12.当链轮的内径为φ394时,φa为394(-0.02,-0.05),φb为494,φc为335;
13.当链轮的内径为φ416时,φa为416(-0.02,-0.05),φb为516,φc为345;
14.当链轮的内径为φ432时,φa为432(-0.02,-0.05),φb为532,φc为375;
15.当链轮的内径为φ474时,φa为474(-0.02,-0.05),φb为574,φc为395。
16.本实用新型有如下有益效果:
17.1、通过采用本实用新型的工装后,在更换工件时,只需拆掉定位套压板,用吊环取下定位套更换所需定位套即可实现快速更换工装,不需繁琐的装夹和找正时间。单次调机可节约时间近一个小时,也大大减轻操作工的劳动强度。
18.2、通过采用本实用新型的工装,通过收集在制链轮清单中定位孔尺寸,以最小定位孔φ280设计制作工装本体和其它规格的定位套,由于各种规格链轮齿形同中心定位孔的同轴度要求均为φ0.1mm,因此两个配合间隙控制在0.08mm以内就可以实施换装不用找正的目的,从而实现快速更换工装。
19.3、通过上述的压盖结构能够用于对链轮进行可靠的固定和压装,进而便于后续的自动加工。
20.4、通过上述的压板结构能够用于对定位套进行固定,进而将其压装固定在工装本体的顶部,保证其固定的可靠性。
21.5、通过上述的工装本体能够用于对整个工装进行支撑和固定,具体使用过程中,所述工装本体固定安装在机床的工作台上,并在其顶部用于固定放置定位套。
22.6、通过上述的定位套用于定位和安装链轮,进而保证后续对链轮的正常加工。
附图说明
23.下面结合附图和实施例对本实用新型作进一步说明。
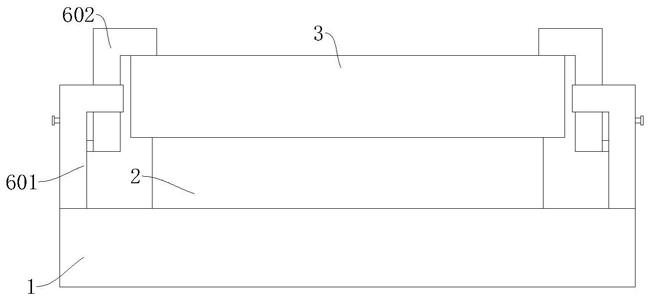
24.图1为本实用新型的主剖视图。
25.图2为本实用新型的工装本体主剖视图。
26.图3为本实用新型的工装本体俯剖视图。
27.图4为本实用新型的定位套主剖视图。
28.图中:工装本体1、定位套2、链轮3、压盖4、第二双头螺栓5、第二螺母6、垫片7、压板8、第一螺母9、第一双头螺栓10;
29.法兰底盘101、锥形筒体102、支撑台阶103、中心定位筒104、法兰通孔105、螺纹孔106;
30.支撑底板201、链轮定位筒202、吊装孔203、倒角204。
具体实施方式
31.下面结合附图对本实用新型的实施方式做进一步的说明。
32.实施例1:
33.参见图1-4,一种链轮铣削成套工装,它包括工装本体1,所述工装本体1的顶部支撑安装有定位套2,所述工装本体1的顶部固定有用于将定位套2进行压紧的压板结构;所述定位套2用于套装固定待加工的链轮3;所述链轮3通过压盖结构压紧固定在定位套2上。通过采用上述结构的成套工装能够用于链轮3加工过程中,对链轮3进行可靠的固定,进而配合机床完成链轮的加工。而且通过更换不同型号的定位套2就可以实现不同型号的链轮的安装定位。
34.进一步的,所述压板结构包括均布安装在工装本体1顶部的多个第一双头螺栓10,所述第一双头螺栓10上定位安装有压板8,所述压板8通过第一螺母9压紧在定位套2的顶部。通过上述的压板结构能够用于对定位套2进行固定,进而将其压装固定在工装本体1的顶部,保证其固定的可靠性。具体安装过程中,通过调节第一螺母9就可以将压板8压紧在链轮3的顶部。
35.进一步的,所述压盖结构包括均布安装在工装本体1顶部的多个第二双头螺栓5,所述第二双头螺栓5上安装有压盖4,所述第二双头螺栓5上套装有第二螺母6和垫片7,并将压盖4压装在链轮3的顶端。通过上述的压盖结构能够用于对链轮3进行可靠的固定和压装,进而便于后续的自动加工。具体安装过程中,通过调节第二螺母6就可以压紧压盖4,进而将压盖4压紧固定在链轮3的顶部。
36.进一步的,所述工装本体1包括锥形筒体102,所述锥形筒体102的底端设置有法兰底盘101,所述法兰底盘101上均布加工有多个法兰通孔105,所述锥形筒体102的顶部设置有支撑台阶103,所述支撑台阶103的中心部位设置有用于对定位套2进行安装的中心定位筒104;所述中心定位筒104的顶端均布加工有多个螺纹孔106,所述螺纹孔106分别与压板结构的第一双头螺栓10和压盖结构的第二双头螺栓5相配合。通过上述的工装本体1能够用于对整个工装进行支撑和固定,具体使用过程中,所述工装本体1固定安装在机床的工作台上,并在其顶部用于固定放置定位套2。
37.进一步的,所述定位套2包括支撑底板201,所述支撑底板201支撑在工装本体1的支撑台阶103上,在支撑底板201的中心部位设置有用于对链轮3进行定位的链轮定位筒202,所述链轮定位筒202的顶部外缘以及底部内缘都分别加工有倒角204;在链轮定位筒202的顶部均布加工有多个吊装孔203。通过上述的定位套2用于定位和安装链轮3,进而保证后续对链轮3的正常加工。
38.进一步的,所述定位套2有多种不同的尺寸规格,链轮定位筒202的外径为φa,支撑底板201的外径为φb,吊装孔203所在圆周的之间为φc;其中链轮定位筒202的外径与所定位的链轮3的内径相配合。通过采用不同型号的定位套2使其能够适应不同尺寸规格的链轮3,而且方便了所定位链轮的装夹精度,提高了其换装效率。
39.进一步的,当链轮3的内径为φ324时,φa为324(-0.02,-0.05),φb为424,φc为300;
40.当链轮3的内径为φ378时,φa为378(-0.02,-0.05),φb为478,φc为330;
41.当链轮3的内径为φ394时,φa为394(-0.02,-0.05),φb为494,φc为335;
42.当链轮3的内径为φ416时,φa为416(-0.02,-0.05),φb为516,φc为345;
43.当链轮3的内径为φ432时,φa为432(-0.02,-0.05),φb为532,φc为375;
44.当链轮3的内径为φ474时,φa为474(-0.02,-0.05),φb为574,φc为395。
45.本实用性的工作过程和原理:
46.步骤一:首先根据待加工的链轮3的尺寸型号,选取相配套的定位套2;
47.步骤二:将定位套2通过其中心孔套装在工装本体1上;
48.步骤三:在工装本体1的顶部安装压板8,并通过压板8对定位套2进行压紧固定;
49.步骤四:将链轮3安装在定位套2上;
50.步骤五:在链轮3的顶部固定压盖4,并通过第二螺母6将压盖4压紧固定在链轮3的
顶部,实现对链轮3的固定;
51.步骤六:启动机床对链轮3进行加工;
52.步骤七:待同一批次的链轮3加工完成之后,取下定位套2,重复步骤一~步骤六,完成下一批次链轮3的加工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。