1.本实用新型涉及机械加工技术领域,特别是一种45#钢热处理代替特种钢制作冲孔装置。
背景技术:
2.机修处现有技术对批量较大的不同孔径的加工,均是到模具厂定制模具安装在压力机上进行加工,成本较高且耗时比较长,而且外购的模具都有使用周期,磨损后无法再重新使用,再次购买成本再次提高。
技术实现要素:
3.本部分的目的在于概述本实用新型的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
4.鉴于上述和/或现有的45#钢热处理代替特种钢制作冲孔装置中存在的问题,提出了本实用新型。
5.因此,本实用新型所要解决的问题在于如何解决现有技术对批量较大的不同孔径的加工,均是到模具厂定制模具安装在压力机上进行加工,成本较高且耗时比较长,而且外购的模具都有使用周期,磨损后无法再重新使用,再次购买成本再次提高的问题。
6.为解决上述技术问题,本实用新型提供如下技术方案:一种45#钢热处理代替特种钢制作冲孔装置,其包括,工作台,包括台体、设置于所述台体顶部的固定腿,以及设置于所述固定腿顶部的固定板;动力组件,包括设置于所述固定板顶部的立板、设置于所述立板一侧的横板,以及设置于所述横板底部的气缸;冲压组件,包括设置于所述固定板内侧的连块以及设置于所述连块底部的冲头;以及,承托组件,包括设置于所述台体顶部的固定块、设置于所述固定块顶部的通孔,以及设置于所述固定块一侧的插槽。
7.作为本实用新型所述45#钢热处理代替特种钢制作冲孔装置的一种优选方案,其中:所述台体包括设置于底部的支撑块,以及设置于所述支撑块底部的固定脚。
8.作为本实用新型所述45#钢热处理代替特种钢制作冲孔装置的一种优选方案,其中:所述台体还包括设置于一侧的搁板,以及设置于所述搁板一侧的连板。
9.作为本实用新型所述45#钢热处理代替特种钢制作冲孔装置的一种优选方案,其中:所述固定腿包括设置于外侧的安装块,以及设置于所述安装块内部的固定螺栓。
10.作为本实用新型所述45#钢热处理代替特种钢制作冲孔装置的一种优选方案,其中:所述连块包括设置于侧边的滑块,以及设置于顶部的接头。
11.作为本实用新型所述45#钢热处理代替特种钢制作冲孔装置的一种优选方案,其中:所述固定板包括设置于内侧的滑槽,所述滑槽与所述滑块滑动配合。
12.作为本实用新型所述45#钢热处理代替特种钢制作冲孔装置的一种优选方案,其
中:所述接头的内径与所述气缸活塞杆的外径相匹配。
13.作为本实用新型所述45#钢热处理代替特种钢制作冲孔装置的一种优选方案,其中:所述固定块包括设置于内部的通槽,以及设置于底部的加固块。
14.作为本实用新型所述45#钢热处理代替特种钢制作冲孔装置的一种优选方案,其中:所述固定块还包括设置于所述通槽内部的挡块。
15.作为本实用新型所述45#钢热处理代替特种钢制作冲孔装置的一种优选方案,其中:所述冲头采用45#钢制成,硬度为hrc55以上。
16.本实用新型有益效果为:本实用新型冲头302采用用普通材质进行热处理制作,成本低廉,自行研制的冲孔装置,可以根据不同非标孔径的加工要求,随时自行制作,生产效率更加高效。
附图说明
17.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
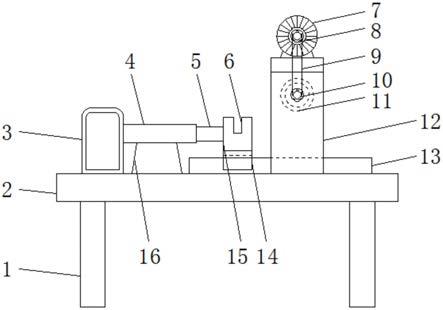
18.图1为45#钢热处理代替特种钢制作冲孔装置的结构图。
19.图2为45#钢热处理代替特种钢制作冲孔装置的工作台结构图。
20.图3为45#钢热处理代替特种钢制作冲孔装置的冲压组件结构图。
21.图4为45#钢热处理代替特种钢制作冲孔装置的承托组件结构图。
具体实施方式
22.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合说明书附图对本实用新型的具体实施方式做详细的说明。
23.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是本实用新型还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广,因此本实用新型不受下面公开的具体实施例的限制。
24.其次,此处所称的“一个实施例”或“实施例”是指可包含于本实用新型至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“在一个实施例中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。
25.实施例1
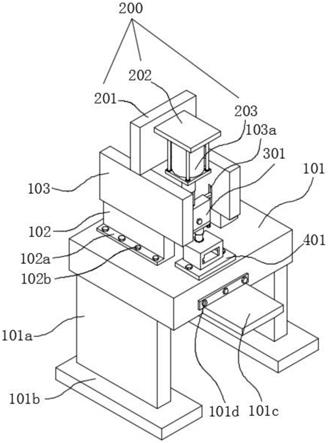
26.参照图1、图2、图3和图4,为本实用新型第一个实施例,该实施例提供了一种45#钢热处理代替特种钢制作冲孔装置,45#钢热处理代替特种钢制作冲孔装置包括工作台100、动力组件200、冲压组件300和承托组件400。通过工作台100对整个装置进行支撑,通过动力组件200为本装置提供动力,通过冲压组件300对打孔件打孔,通过承托组件400对打孔件进行承托。
27.具体的,工作台100,包括台体101、设置于台体101顶部的固定腿102,以及设置于固定腿102顶部的固定板103。通过台体101、固定腿102和固定板103,构成整个工作台100对冲压打孔提供支撑。
28.优选的,动力组件200,包括设置于固定板103顶部的立板201、设置于立板201一侧的横板202,以及设置于横板202底部的气缸203。通过立板201和横板202对气缸203进行固定,从而保证气缸203在使用时的稳定性。
29.优选的,冲压组件300,包括设置于固定板103内侧的连块301以及设置于连块301底部的冲头302。通过连块301带动冲头302对打孔件进行打孔操作。
30.较佳的,承托组件400,包括设置于台体101顶部的固定块401、设置于固定块401顶部的通孔402,以及设置于固定块401一侧的插槽403。通过通孔402对打孔后的冲头302进行收纳,防止冲头302与固定块401碰撞而受到损坏,通过插槽403可以将打孔件插入到固定块401的内部,从而进行打孔操作。
31.在使用时,使用者将打孔件通过插槽403插入固定块401的内部,然后通过气缸203带动连块301和其底部的冲头302下移,直到冲头302与打孔件接触,对打孔件进行打孔处理,其中冲头302在制作时,加热淬火温度选择850℃,保温30min,使硬度达到hrc55-60之间,淬火后通过调整回火温度120℃来有效的去除应力,另外,冲头302使用时需要冲头端部硬度要高于其它部位,才能延长其使用寿命,所以,冲头32在炉内加热完成后,在淬入冷却剂时,要使冲头302端部先行淬入,避免冷却剂温度升高影响马氏体的形成。
32.实施例2
33.参照图1~2,为本实用新型第二个实施例,本实施例基于上一个实施例。
34.具体的,台体101包括设置于底部的支撑块101a,以及设置于支撑块101a底部的固定脚101b。通过支撑块101a和固定脚101b提高台体101在使用时的牢固度。
35.优选的,台体101还包括设置于一侧的搁板101c,以及设置于搁板101c一侧的连板101d。通过设置搁板101c便于使用者放置工件,通过连板101d对搁板101c进行固定,提高搁板101c的稳定性。
36.较佳的,固定腿102包括设置于外侧的安装块102a,以及设置于安装块102a内部的固定螺栓102b。通过安装块102a和固定螺栓102b,将固定腿102固定在台体101上部,从而提高固定腿102在使用时的稳定性,进而提高打孔效率。
37.在使用时,使用者将打孔件通过插槽403插入固定块401的内部,然后通过气缸203带动连块301和其底部的冲头302下移,直到冲头302与打孔件接触,对打孔件进行打孔处理,通过支撑块101a和固定脚101b提高台体101在使用时的牢固度,通过设置搁板101c便于使用者放置工件,通过连板101d对搁板101c进行固定,提高搁板101c的稳定性,通过安装块102a和固定螺栓102b,将固定腿102固定在台体101上部,从而提高固定腿102在使用时的稳定性,进而提高打孔效率。
38.实施例3
39.参照图3~4,为本实用新型第三个实施例,该实施例基于前两个实施例。
40.具体的,连块301包括设置于侧边的滑块301a、设置于顶部的接头301b。通过滑块301a提高了连块301在打孔时的稳定性,从而提高打孔效率。
41.优选的,固定板103包括设置于内侧的滑槽103a,滑槽103a与滑块301a滑动配合。通过滑槽103a对滑块301a进行限位,防止滑块301a错位。
42.优选的,接头301b的内径与气缸203活塞杆的外径相匹配。通过接头301b将连块301与气缸203进行连接,提高使用者的工作效率。
43.优选的,固定块401包括设置于内部的通槽401a、设置于底部的加固块401b。通过通槽401a便于使用者将固定块401内部的碎屑清理出来,通过加固块401b可以提高固定块401在使用时的稳定性。
44.优选的,固定块401还包括设置于通槽401a内部的挡块401c。通过挡块401c可以对进入通槽401a内部的打孔件进行限位,防止打孔件移位而影响打孔质量。
45.较佳的,冲头302采用45#钢制成,硬度为hrc55以上。冲头302利用现有条件用45#钢经热处理代替特种钢制作的,节约材料,淬火后冲头302硬度要达到hrc55以上,才能具备做为工具的使用条件。
46.在使用时,在使用时,使用者将打孔件通过插槽403插入固定块401的内部,然后通过气缸203带动连块301和其底部的冲头302下移,直到冲头302与打孔件接触,对打孔件进行打孔处理,通过支撑块101a和固定脚101b提高台体101在使用时的牢固度,通过设置搁板101c便于使用者放置工件,通过连板101d对搁板101c进行固定,提高搁板101c的稳定性,通过安装块102a和固定螺栓102b,将固定腿102固定在台体101上部,从而提高固定腿102在使用时的稳定性,进而提高打孔效率,通过滑块301a提高了连块301在打孔时的稳定性,从而提高打孔效率,通过接头301b将连块301与气缸203进行连接,提高使用者的工作效率,通过通槽401a便于使用者将固定块401内部的碎屑清理出来,通过加固块401b可以提高固定块401在使用时的稳定性,通过挡块401c可以对进入通槽401a内部的打孔件进行限位,防止打孔件移位而影响打孔质量,冲头302利用现有条件用45#钢经热处理代替特种钢制作的,节约材料,淬火后冲头302硬度要达到hrc55以上,才能具备做为工具的使用条件。
47.应说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的精神和范围,其均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。