1.本发明属于金属双极板成形领域,具体涉及一种脉动加载辅助氢燃料电池不锈钢金属双极板液压成形方法。
背景技术:
2.金属双极板具有优异的导电、导热、机械加工性能,在大幅度提高电池组比功率、降低极板的加工成本以及低温冷却剂适应性等方面更具竞争力,成为国内外研究的热点。美国通用公司、日本丰田和本田公司的汽车燃料电池均采用金属双极板,金属双极板是未来乘用车燃料电池电堆的主要发展方向。由于金属双极板的流场结构复杂且尺寸精度要求高,传统的钢模冲压成形容易产生破裂、起皱和扭曲等缺陷,对于翘曲变形,虽然在后期装配过程中可以通过工装压紧,但是由于翘曲造成的接触电阻增加、气密性减小等缺陷会影响燃料电池的工作性能,因此,诸多特种冲压成形工艺得到了国内外学者的广泛研究。
3.上海交通大学倪军等人发明了基于辊压成形的燃料电池金属双极板制造方法,该方法可实现单极板流道的辊压成形以及双极板的连接、尺寸精整和双极板剪切冲裁,一条生产线多个连续工位制造工艺,能够消除双极板连接的重新定位误差。但是由于在成形过程中坯料受力面积较小,坯料容易翘曲变形,增加制造辊子的难度,并最终影响双极板的成形质量和精度。瑞典cell impact公司采用高能冲压成形方法制造燃料电池金属双极板,可以在极短的时间内将动能迅速转化成高达几个gpa的压强,发生绝热软化效应的金属坯料以几乎液态形式向模具型腔内部充填,最终成形出的金属双极板,但是该工艺模具寿命低,设备费用高昂。
4.基于双极板的成形特点,采用柔性介质的胀形工艺引起了广泛的关注。韩国釜山国立大学jin等人对金属双极板软模成形进行了系列研究,并将软模成形的双极板进行装堆,实验结果表明电堆性能测试良好,然而,由于软模在冲压载荷下很容易剪切破坏,从而难以批量生产。另一种柔性胀形工艺为液压成形技术,美国弗吉尼亚联邦大学koc等人提出了一种液压胀形与压力焊成形工艺,此工艺可以在一个工步上完成阴、阳极板的液压成形和焊接成形,但是仅限于阴极板和阳极板对称的情况下使用。
技术实现要素:
5.本发明的目的是提供一种脉动加载辅助氢燃料电池不锈钢金属双极板液压成形方法,能提高双极板成形的尺寸精度以及极板壁厚分布均匀性,改善双极板的回弹,提升双极板的性能和使用寿命。
6.本发明所采用的技术方案是:
7.一种脉动加载辅助氢燃料电池不锈钢金属双极板液压成形方法,以注入到模具密封型腔内的液体为传力介质,作为金属双极板成形凹模或凸模,使板料在传力介质的压力作用下发生变形,采用脉动加载方式对传力介质进行增压,采用密封圈保压,增压缸进给来实现液压控制,通过对脉动加载波形的频率、幅值以及升压速率的实时控制来调整板料变
形时的应力状态,进而成形出符合要求的金属双极板。
8.进一步地,金属双极板液压成形采用金属双极板液压胀形或金属双极板液体凸模成形;在金属双极板液压胀形时,先将板料放入凹模上,将压边圈下压与板料接触进行密封,然后将传力介质注入到模具密封型腔内,通过主缸对压边圈施加压力,通过脉动加载方式完成对液压传力介质增压工作,最终将板材成形为壁厚均匀的金属双极板;在金属双极板液体凸模成形时,先将板料放入凸模上,将上压边圈下压与板料接触进行密封,然后将传力介质注入到模具密封型腔内,通过主缸对压边圈施加压力,通过脉动加载方式完成对液压传力介质增压工作,同时,可运动的凸模匀速缓慢垂直向下运动,最终将板材成形为壁厚均匀的金属双极板。
9.进一步地,脉动加载波形为正弦波形。
10.进一步地,脉动加载波形的频率范围应为0.05~1hz,振幅范围应为0.5~30mpa。
11.进一步地,脉动加载波形的波峰轨迹始终保持单调增加。
12.进一步地,传力介质为液态的水、油或粘性物质。
13.本发明的有益效果是:
14.本方法能够对高尺寸精度以及极板壁厚分布均匀性要求的金属双极板液压成形,首先,脉动加载能够充分激发形变诱发马氏体相的形核和长大,导致最终形变诱发的马氏体相体积分数增加并且分布更加均匀,从而,一方面利用trip效应(即,变形引发相变,相变造成材料塑性增加)使奥氏体不锈钢的成形能力得以进一步提高,另一方面解决传统液压成形过程中由于马氏体相变产生的残余应力分布不均匀的缺陷,改善双极板的回弹,提升双极板的性能和使用寿命;其次,脉动加载能够改善极板成形过程中的摩擦润滑,克服双极板成形过程中的尺寸效应,提高材料的流动变形能力,从而解决双极板液压成形过程中凹模圆角填充不饱满的缺陷,进一步提高双极板成形的尺寸精度以及极板壁厚分布均匀性。
附图说明
15.图1是实施例一中氢燃料电池不锈钢金属双极板液压胀形初始状态示意图;
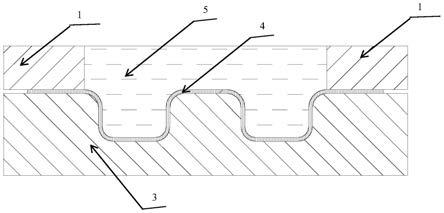
16.图2是实施例一中氢燃料电池不锈钢金属双极板液压胀形结束状态示意图。
17.图3是实施例二中氢燃料电池不锈钢金属双极板液体凸模成形初始状态示意图。
18.图4是实施例二中氢燃料电池不锈钢金属双极板液体凸模成形结束状态示意图。
19.图5是实施例一、二采用的液压脉动加载示意图。
20.图6是实施例一、二采用的压边力加载示意图。
21.图7是实施例二采用的凸模运动加载示意图。
22.图8是采用本发明的方法获得的不锈钢金属双极板样件图。
23.图中:1-压边圈;2-板料;3-凹模;4-金属双极板;5-作为传力介质的液体;6-凸模。
具体实施方式
24.下面结合附图和实施例对本发明作进一步的说明。
25.一种脉动加载辅助氢燃料电池不锈钢金属双极板液压成形方法,以注入到模具密封型腔内的液体为传力介质5,作为金属双极板成形凹模3或凸模6,使板料2在传力介质5的压力作用下发生变形,采用脉动加载方式对传力介质5进行增压,采用密封圈保压,增压缸
进给来实现液压控制,通过对脉动加载波形的频率、幅值以及升压速率的实时控制来调整板料2变形时的应力状态,进而成形出符合要求的金属双极板。
26.金属双极板液压成形采用金属双极板液压胀形或金属双极板液体凸模成形:
27.实施例一
28.如图1~2所示,不锈钢金属双极板液压胀形过程如下:在不锈钢金属双极板液压胀形中,初始板料采用不锈钢板材,经1050℃固溶处理,几何尺寸为板料厚0.1mm,宽130mm,长430mm。首先,将板料2放在凹模3上,将压边圈1下压,与凹模3完成闭合,与板料2接触进行密封。然后,将液体注入模具密封型腔中,以脉动加载的方式对液体传力介质进行增压,以高压液体代替刚性凸模,调节压边圈给予板料的压边力,最终将金属板材成形为壁厚均匀的不锈钢金属双极板。
29.实施例二
30.如图3~4所示,不锈钢金属双极板液体凸模成形过程如下:在不锈钢金属双极板液体凸模成形中,初始板料采用不锈钢板材,经1050℃固溶处理,几何尺寸为板料厚0.1mm,宽130mm,长430mm。首先,将板料2放在凹模3上,将压边圈1下压,与凹模3完成闭合,凹模3与板料2接触进行密封。然后,将液体注入模具密封型腔中,以脉动加载的方式对液体传力介质进行增压,以高压液体代替刚性凹模模,调节压边圈给予板料的压边力,凸模6匀速缓慢垂直向下运动,最终将金属板材成形为壁厚均匀的不锈钢金属双极板。
31.如图5所示,以上两实施例中,脉动加载波形为正弦波形,脉动加载函数的波峰轨迹始终保持单调增加。
32.以上两实施例中,脉动加载的函数方程如下:p=p(t) δpsin(2πωt
′
)-6
33.式中:p(t)为一般线性加载曲线;δp为脉动加载函数的振幅,以上两实施例中,δp=6;ω为脉动的频率,以上两实施例中,ω=0.25;压力p为时间t的函数;t
′
取值范围为61~293。
34.以上两实施例中,一般线性加载曲线的函数方程如下:
35.p(t1)=0.25t1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0≤t1≤190
36.p(t2)=0.8t
2-104.5
ꢀꢀꢀꢀꢀꢀꢀꢀ
190<t2≤293
37.如图6所示,以上两实施例中,压边力加载曲线的函数方程如下:
38.f(t3)=200t3 20000
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0≤t3≤200
39.f(t4)=100000
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200<t4≤293
40.如图7所示,实施例二中,凸模6运动加载曲线方程如下:s(t5)=v(t
5-93)
41.式中:v=0.006mm/s,t5取值范围为93~293。
42.在本发明中,脉动加载波形的频率范围应为0.05~1hz,振幅范围应为0.5~30mpa;传力介质可以采用液态的水、油或粘性物质。
43.如图8所示,结果表明,本方法能够对高尺寸精度以及极板壁厚分布均匀性要求的金属双极板液压成形,适合成形氢燃料电池双极板。首先,脉动加载能够充分激发形变诱发马氏体相的形核和长大,导致最终形变诱发的马氏体相体积分数增加并且分布更加均匀,从而,一方面利用trip效应(即,变形引发相变,相变造成材料塑性增加)使奥氏体不锈钢的成形能力得以进一步提高,另一方面解决传统液压成形过程中由于马氏体相变产生的残余应力分布不均匀的缺陷,改善双极板的回弹,提升双极板的性能和使用寿命;其次,脉动加
载能够改善极板成形过程中的摩擦润滑,克服双极板成形过程中的尺寸效应,提高材料的流动变形能力,从而解决双极板液压成形过程中凹模圆角填充不饱满的缺陷,进一步提高双极板成形的尺寸精度以及极板壁厚分布均匀性。
44.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
